汽車螺母板翻孔工藝及級進(jìn)模設(shè)計(jì)
2022-11-02 08:50:58韓耀東韓明彥
模具制造 2022年9期
關(guān)鍵詞:工藝
韓耀東,韓明彥
(武漢中人瑞眾汽車零部件產(chǎn)業(yè)有限公司,湖北武漢 430073)
1 引言
翻邊翻孔在沖壓生產(chǎn)中屬于典型的成形工藝,翻邊主要分為內(nèi)凹翻邊(伸長類翻邊)和外凸翻邊(壓縮類翻邊),如圖1所示。
翻孔最常見的是翻圓孔,如圖2 所示。異形孔翻孔的原理也與翻圓孔類似。沖壓工藝中,除了正常翻孔的形式外(一般情況下,翻孔后的壁厚大約是原材料的85%t),還有變薄翻孔工藝(壁厚比85%t小,甚至更小)。還有另外一種情況就是翻孔后進(jìn)行反鐓工藝,可以使翻孔的壁增厚(可以超過材料的原始壁厚)。翻孔的類型比較多,工藝也各不相同。在實(shí)際生產(chǎn)中,最常見的是先沖底孔再翻孔,還有直接刺孔翻孔、沖孔翻孔一體化、還有無預(yù)孔的直接翻孔、先拉伸再翻孔等多種工藝形式。
沖壓件通過翻孔之后再攻螺紋的情況非常多,有些情況下,因?yàn)橹萍壮叽绲囊蠛头坠に嚨木窒扌裕枰?jīng)過拉伸成形之后再?zèng)_孔翻孔。一方面是滿足翻孔有足夠的高度;另一方面是防止因翻孔變形太大,而導(dǎo)致翻孔開裂的情況發(fā)生,但這些工藝所產(chǎn)生的翻孔壁厚,往往都比原材料料厚薄。
汽車螺母板是汽車上比較常見的沖壓件,不僅品種多,而且每車的使用數(shù)量也比較多,這種制件因?yàn)閺?qiáng)度要求較高,往往需要螺紋孔的壁厚比較厚,以前很多是通過沖壓件焊接螺母的形式實(shí)現(xiàn),或者是通過螺母盒里面鑲嵌活動(dòng)螺母而實(shí)現(xiàn)。現(xiàn)在經(jīng)過結(jié)構(gòu)改進(jìn)和工藝優(yōu)化,汽車螺母板改進(jìn)為純沖壓件,它是通過拉伸、翻孔、反鐓、攻絲的工藝形式完成,這就是通常所說的螺母板沖壓工藝。雖然是沖壓件,但是螺母板的強(qiáng)度沒有降低要求。汽車上車門的安裝、安全帶的安裝、座椅的安裝等,都用到了螺母板。螺母板的形式多種多樣,這里以其中的一個(gè)品種作具體介紹。
2 螺母板簡介
圖3所示為某車型螺母板,材料QSTE420TM,料厚t=4mm,標(biāo)準(zhǔn)Q/BQB310-2009,屬于高強(qiáng)度板;螺紋M8×1.25mm-6H,等級AC12,螺紋的加工方式是采用擠壓絲錐成形,擠壓螺紋的底孔尺寸為?7.45±0.05mm。螺母部分的外部直徑為?18mm,壁厚為5.275mm(攻絲前),相當(dāng)于比原始料厚增厚了1.275mm,這在沖壓翻孔工藝?yán)锩鎸儆诒容^困難的事情,一般情況下翻孔的壁厚為料厚的80%~85%,而且翻孔的高度為9mm,超過了正常的翻邊高度。為此,需要針對性的設(shè)計(jì)特殊的沖壓工藝手段,達(dá)到制件要求的效果。
3 成形工藝分析
圖4所示的螺母板,材料強(qiáng)度較高,料厚較厚,翻孔直徑小,翻孔高度高,而且壁厚要求增厚,按常規(guī)的翻孔工藝,顯然是無法實(shí)現(xiàn)的。由于翻邊高度不能達(dá)到要求,考慮用多次拉伸的方式,先儲(chǔ)備材料,再翻孔,最后通過反鐓的工藝方式,使壁厚變厚,完成螺母底孔的沖壓工藝。由于制件的用量比較大,單工序生產(chǎn)無法滿足生產(chǎn)要求,因此,考慮級進(jìn)模的生產(chǎn)方式,解決生產(chǎn)的效率問題。從制件圖紙看,螺母底孔的成形是這個(gè)制件沖壓的關(guān)鍵所在,其它的鐓苞、修邊工序都屬于常規(guī)的、簡單的沖壓工藝,所以,先從螺母底孔的成形分析開始探討。
具體的成形工藝:先拉伸、再?zèng)_底孔、再翻孔(由于料太厚,孔太小,不需要進(jìn)行翻孔,直接精修底孔到螺紋底孔尺寸);然后利用反鐓成形,使螺紋底孔的壁厚增厚。
(1)根據(jù)螺母板的制件圖紙,采用等體積法的原理,計(jì)算出毛坯尺寸的大小,如圖4所示。
(2)根據(jù)螺母底孔最終的尺寸,推算出反鐓之前,制件所需要拉伸的形狀,以及翻孔的形狀(這里由于料厚較厚必須區(qū)域太小,不需要進(jìn)行翻孔,采用沖孔的工藝方案可以直接替代翻孔)。拉伸、翻孔、反鐓的局部尺寸,如圖5所示。
(3)根據(jù)制件的毛坯尺寸和拉伸所需要的最終底孔尺寸要求,利用等體積法和材料的拉伸系數(shù)計(jì)算原理,推算沖壓件的拉伸次數(shù)和各拉伸工序所要求的尺寸。經(jīng)過初步計(jì)算,需要15道拉伸工序和1道整形、1道沖孔工序完成最終底孔的尺寸要求,具體拉伸次數(shù)和拉伸系數(shù)如表1所示。
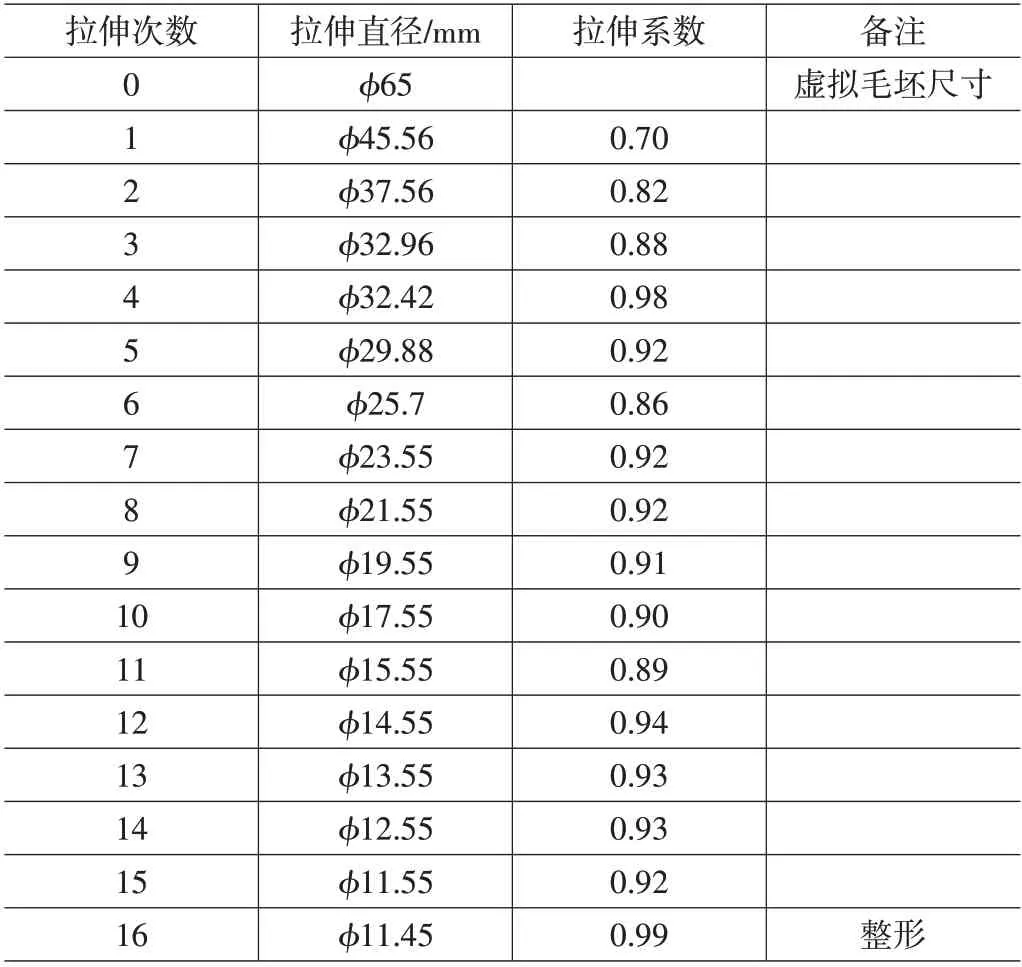
表1 螺母板拉伸次數(shù)和拉伸系數(shù)計(jì)算值
(4)沖壓件從毛坯開始,每道工序的拉伸工序圖,如圖6所示。
(5)螺母板經(jīng)過拉伸整形沖孔工序后,開始幾次反鐓、拉伸、整形的工序。反鐓是為了增加壁厚,拉伸是為了使壁厚平滑均勻避免折疊,整形是為了達(dá)到制件的最終尺寸要求。經(jīng)過幾次反復(fù)工序,使螺母板的壁厚逐步增加,其工序圖如圖7所示。
反鐓主要是使翻孔的壁厚增厚,通過減小翻孔的高度和增大翻孔的外徑實(shí)現(xiàn)壁厚增厚。內(nèi)徑因?yàn)橐ソz,其表面質(zhì)量要求比較高,就不再參與成形,其目的是防止材料因成形過程中產(chǎn)生局部暗疊料或內(nèi)孔形狀輪廓不均勻,影響螺紋的形狀和強(qiáng)度。
(6)經(jīng)過沖壓件的毛坯形狀、拉伸次數(shù)、反鐓工藝等綜合分析,可以得到完整的級進(jìn)模的料帶工序圖,考慮到模具的強(qiáng)度問題以及調(diào)試過程中的其它情況發(fā)生,在料帶的排布過程中,采用了一模二件的形式,對稱分布,同時(shí)設(shè)置了料帶伸縮工藝切口,保證了導(dǎo)正銷正常導(dǎo)正,并適當(dāng)安排了空步工序。具體排樣如圖8所示。
4 螺母板級進(jìn)模結(jié)構(gòu)
螺母板的級進(jìn)模結(jié)構(gòu)如圖9所示。
根據(jù)排樣圖,設(shè)計(jì)級進(jìn)模的模具結(jié)構(gòu),模具的基本結(jié)構(gòu)分為上模座、上墊板、凸模固定板、卸料板、凹模固定板、下墊板、下模座、下模支撐板、下模壓板組成。整副模具采用8 個(gè)導(dǎo)柱導(dǎo)向,確保模具的精度。由于模具的總工步數(shù)是41步,考慮模具加工困難和變形等因素,把模具的內(nèi)部結(jié)構(gòu)分成5個(gè)小模塊拼裝在一起,每個(gè)模塊都有4個(gè)獨(dú)立的小導(dǎo)柱導(dǎo)向。每一工步都是獨(dú)立的小單元模芯,可以單獨(dú)拆卸和裝配,方便制造、維修和更換部件。模具的分型面全長都設(shè)置有平衡塊,防止模具在工作過程中產(chǎn)生不平衡的情況,確保模具整個(gè)過程平衡工作。最后是制件落料1模2件,制件從模具下方漏出,條料的廢料從右邊切斷側(cè)滑出。由于是高強(qiáng)度厚板料拉伸成形,所以,凸、凹模部分需要做表面涂覆處理,防止拉傷制件或凸、凹模的工作部分,凸、凹模部分需要設(shè)置有排氣功能。厚板料拉伸,對應(yīng)壓料不是很關(guān)鍵,但每個(gè)工步必須設(shè)置有頂出功能,方便工序件脫模。
5 結(jié)束語
經(jīng)過模具的設(shè)計(jì)、制造和調(diào)試,整個(gè)過程比較順利,生產(chǎn)的制件滿足要求。由于是級進(jìn)模生產(chǎn),又是一模二件,生產(chǎn)效率比較高,所以模具的表面涂覆、生產(chǎn)過程中使用潤滑油顯得非常重要。同時(shí),模具的易損備件必須要有準(zhǔn)備,隨時(shí)可以快速更換。拉伸、翻孔工藝是沖壓領(lǐng)域的常規(guī)工藝,而且在材料成形中占很大比例。但是,拉伸、翻孔使材料壁厚增厚的工藝方案并不多見。采用反鐓成形工藝,使壁厚增加,又能實(shí)現(xiàn)級進(jìn)模的高效生產(chǎn)方式,是一種比較新穎的工藝方案,尤其適用于螺紋孔的成形工藝。該制件的調(diào)試比較滿意,實(shí)物如圖10所示。
通過對材料拉伸、翻孔、反鐓的成形分析,對級進(jìn)模的排樣方式以及每道序的工作內(nèi)容進(jìn)行綜合考慮,最終形成了比較完善的螺母板的生產(chǎn)工藝,克服了螺母板翻孔壁厚變薄的問題,實(shí)現(xiàn)了壁厚增厚的要求,為類似制件的生產(chǎn)提供了一定的幫助。由于制件的強(qiáng)度高、尺寸小,生產(chǎn)效率高,在模具制造的過程中,對模具的制造精度、表面涂覆、模具冷卻、潤滑等都有嚴(yán)格的要求。該制件的螺紋加工是在另外的工序完成,這里不作介紹。如果要使生產(chǎn)效率進(jìn)一步提高,還可以在模具里面設(shè)置模內(nèi)攻絲機(jī),直接完成整個(gè)成品的制造過程。這些先進(jìn)的理念應(yīng)用,會(huì)使生產(chǎn)效率得到顯著提升。
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
