帶凸緣空心鉚釘連續(xù)拉伸級(jí)進(jìn)模設(shè)計(jì)
2022-11-02 08:50:52文根保
模具制造 2022年9期
文根保,文 莉,史 文
(1.中航工業(yè)航宇救生裝備有限公司,湖北襄陽(yáng) 441000;2.澳大利亞悉尼大學(xué))
1 引言
鉚釘?shù)姆N類很多,按照用途分有:空心、實(shí)心、半空心、抽芯和擊芯等,廣泛應(yīng)用于從航天航空到辦公機(jī)器、電子產(chǎn)品以及運(yùn)動(dòng)場(chǎng)設(shè)備等,鉚釘可以是連接件、保護(hù)件和裝飾件。空心鉚釘?shù)膽?yīng)用也十分廣泛,通常用于服飾、鞋類等行業(yè),還應(yīng)用在密碼箱,旅行箱和軍用箱包上面。空心鉚釘是應(yīng)用在金屬材料和非金屬材料制成的零件型孔之間的鉚接,一般在空心鉚釘?shù)男涂字杏么├K帶的方法來(lái)調(diào)整各種鞋子和服飾的松緊程度。在覆蓋各種艦艇炮位、火炮、導(dǎo)彈的罩衣和行軍、旅游帳蓬上鉚接的空心鉚釘,以便保護(hù)好這些設(shè)備。頭盔外殼上以空心鉚釘鉚接的型孔,是用于透氣。因此,需要用空心鉚釘鉚接制品之間型孔來(lái)進(jìn)行包裹,目的是為了防止針織產(chǎn)品上的型孔被撕裂。空心鉚釘重量輕,釘頭弱,用于隨載荷不大的非金屬材料的鉚接場(chǎng)合。空心鉚釘一般是采用鋁或黃銅或紫銅薄板料,經(jīng)過(guò)多次連續(xù)拉伸成為帶凸緣形式的空心鉚釘,在切除底部鉚蓋后再經(jīng)鉚接而成。
2 帶凸緣形式空心鉚釘與材料
帶凸緣形式的空心鉚釘,如圖1a所示。由于帶凸緣形式空心鉚釘是在平板黃銅坯料上,通過(guò)多次連續(xù)拉伸而成形的[1]。材料:H62 板材,厚度:t=0.5mm,根據(jù) 圖1a 所 示,d=5.6mm、D=4.6mm、h=8.1mm、R=0.6mm。
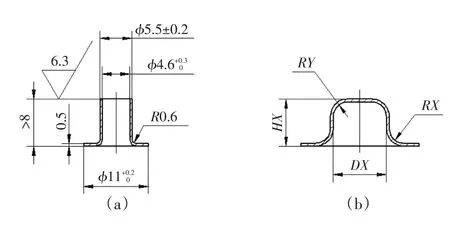
圖1 帶凸緣形式的空心鉚釘
3 帶凸緣形式空心鉚釘成形工藝
帶凸緣形式空心鉚釘連續(xù)拉伸成形工藝,主要包括有成形各參數(shù)的計(jì)算和帶凸緣形式空心鉚釘連續(xù)拉伸的排樣。
3.1 帶凸緣形式空心鉚釘成形參數(shù)的計(jì)算
帶凸緣形式空心鉚釘成形工藝尺寸的計(jì)算,包括由坯料展開尺寸d0、坯料寬度B、總拉伸系數(shù)M、步距P、拉伸工步高度HX、每次拉伸時(shí)的空心鉚釘筒形直徑DX、凸緣處圓角半徑RY、筒底處圓角半徑RX 和選取修邊余量δ。


(1)設(shè)放修邊余量δ為1.5mm,凸緣直徑dfmm 的計(jì)算。帶凸緣形式連續(xù)拉伸的空心鉚釘參數(shù),如圖1b所示。(包含首次工序在內(nèi)的總拉伸系數(shù)),取7 次。d1為4.6mm,實(shí)際總拉伸為10次。設(shè)m2=m3=m4=m5=m6=m7=m8=m9=m10=0.9。各次拉伸空心鉚釘?shù)睦熘睆健⑼埂寄A角半徑拉伸深度,如表1所示。
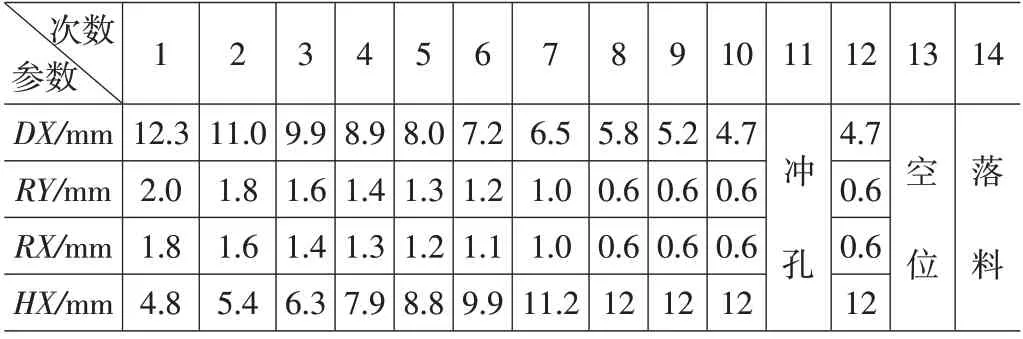
表1 各次拉伸空心鉚釘?shù)睦熘睆健⑼埂寄A角半徑和拉伸深度
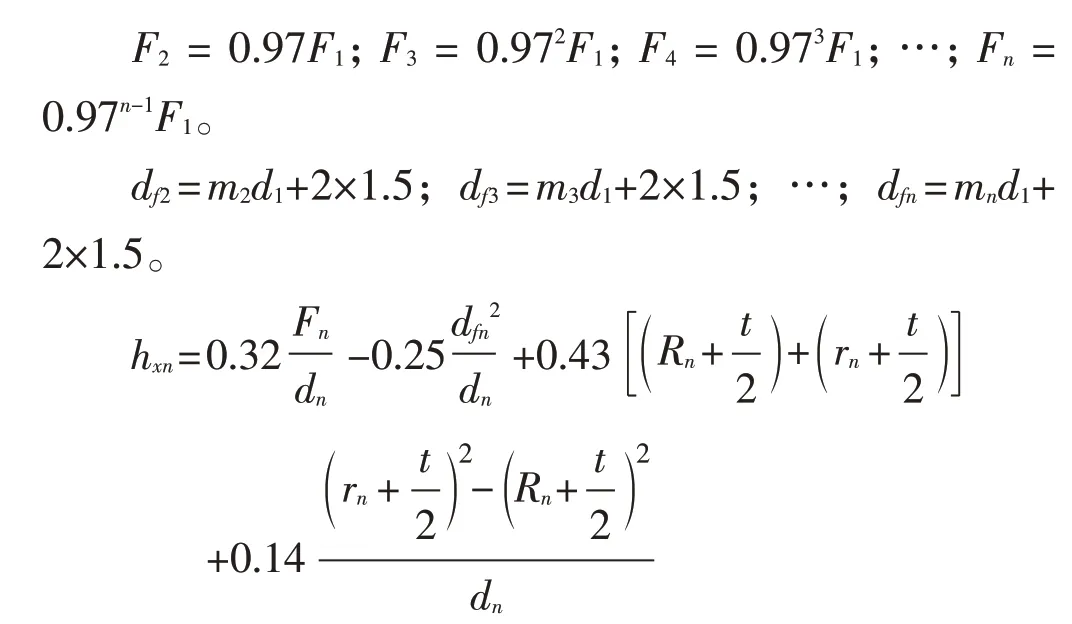
通過(guò)以下公式,可計(jì)算各次拉伸展開直徑dfn及相應(yīng)面積Fn及深度hxn。其中:
3.2 空心鉚釘?shù)呐艠?/h3>
空心鉚釘連續(xù)拉伸的排樣,如圖2 所示。根據(jù)表1 所示各次拉伸空心鉚釘?shù)睦熘睆胶屠焐疃燃巴埂寄A角半徑,繪制出空心鉚釘連續(xù)拉伸的排樣圖[3],如圖2所示。
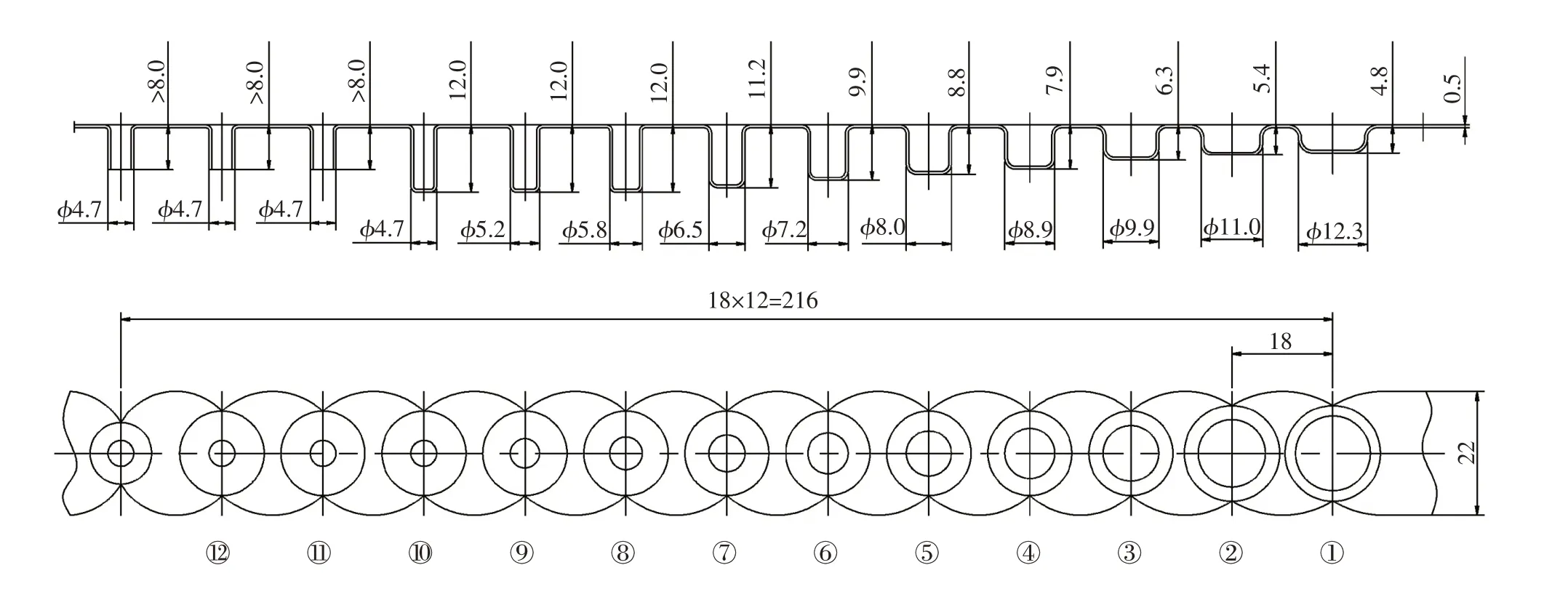
圖2 空心鉚釘連續(xù)拉伸的排樣
4 空心鉚釘連續(xù)拉伸級(jí)進(jìn)模設(shè)計(jì)
空心鉚釘連續(xù)拉伸級(jí)進(jìn)模,由模架和工作部分組成。
4.1 空心鉚釘連續(xù)拉伸級(jí)進(jìn)模的模架
(1)級(jí)進(jìn)模的模架。由上模部分、下模部分和導(dǎo)向、限位構(gòu)件組成,如圖3所示。
a.上模部分。由卸料板5、上安裝板6、上墊板7和上模座8用內(nèi)六角螺釘和圓柱銷連接成整體,在上模座8安裝有模柄13。
b.下模部分。由下模座1、下墊板2、下安裝板3和墊板4用內(nèi)六角螺釘和圓柱銷連接成整體。
c.上下模運(yùn)動(dòng)導(dǎo)向和限位。上下模運(yùn)動(dòng)的導(dǎo)向是靠二處的導(dǎo)套17和導(dǎo)柱18來(lái)保證,二處限位器19可限制上下模運(yùn)動(dòng)的位置,以保護(hù)模具的工作部位。
(2)級(jí)進(jìn)模在沖床上的安裝。空心鉚釘連續(xù)拉伸級(jí)進(jìn)模結(jié)構(gòu),如圖3所示。級(jí)進(jìn)模上模以模柄13安裝在沖床模柄孔內(nèi),以壓板用T形螺釘和螺母將上模座8固定在沖床上工作臺(tái)上。以壓板用T形螺釘和螺母將下模座1固定在沖床下工作臺(tái)上。
(3)級(jí)進(jìn)模帶料的導(dǎo)向。導(dǎo)料板16 上開有導(dǎo)向槽,可以保證帶料推進(jìn)時(shí)導(dǎo)向,帶料的送料可以采用自動(dòng)送料設(shè)備。
4.2 空心鉚釘連續(xù)拉伸級(jí)進(jìn)模的工作部分
空心鉚釘連續(xù)拉伸級(jí)進(jìn)模的工作部分,包括有拉伸工步、沖孔工步、整形工步、切邊工步的凸、凹模和卸料部分,所有的凸、凹模硬度為58~62HRC。
(1)空心鉚釘連續(xù)拉伸凸、凹模。工步①~⑩為拉伸階段,由①~⑩之間的拉伸凸模14與拉伸凹模21之間的運(yùn)動(dòng),完成空心鉚釘連續(xù)拉伸。
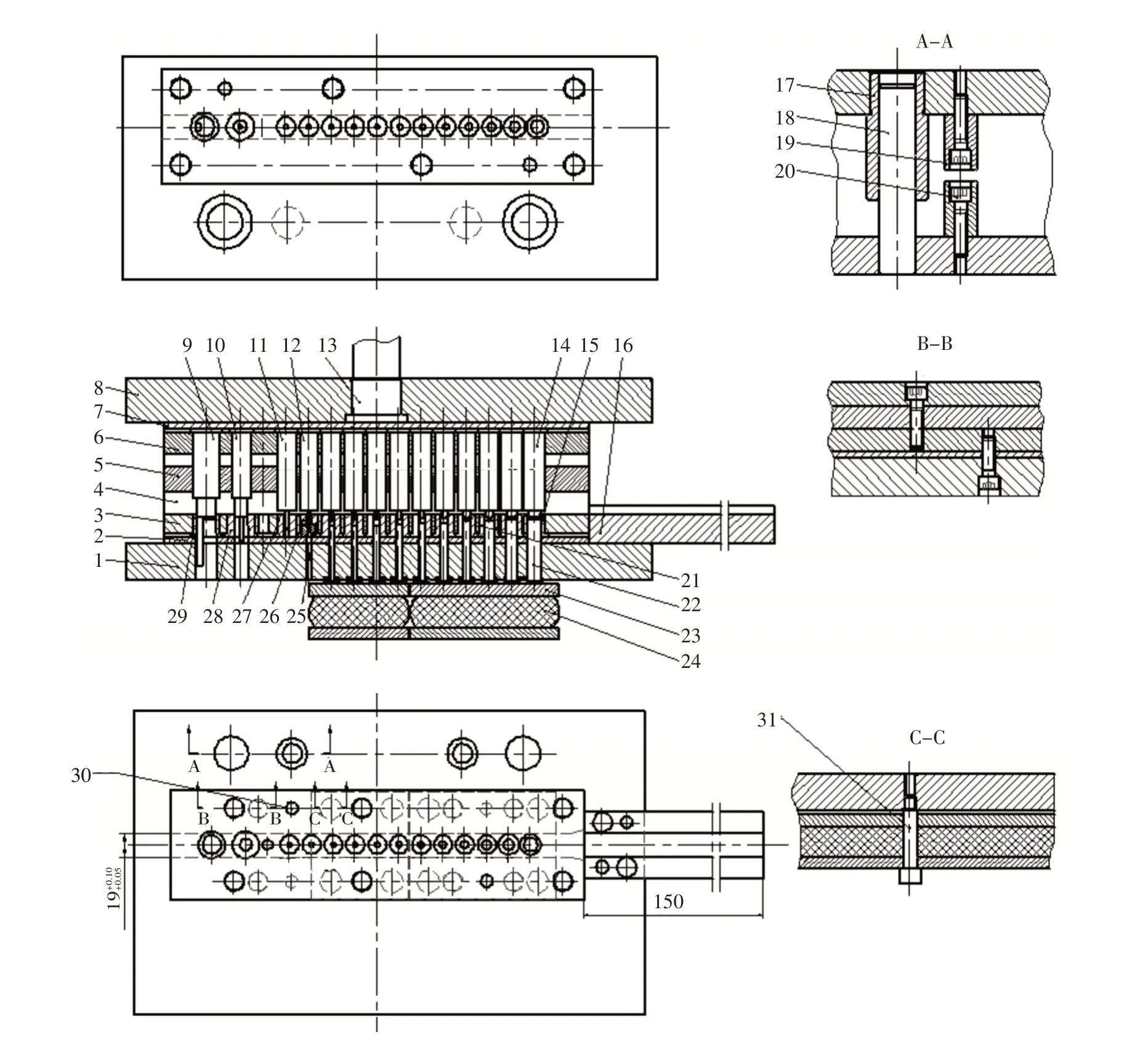
1.下模座 2.下墊板 3.下安裝板 4.墊板 5.卸料板 6.上安裝板 7.上墊板 8.上模座 9.定位器10.切邊凸模 11.整形凸模 12.沖孔凸模 13.模柄 14.拉伸凸模 15、21.拉伸凹模 16.導(dǎo)料板17.導(dǎo)套 18.導(dǎo)柱 19.限位器 20.內(nèi)六角螺釘 22.頂桿 23.緩沖器墊板 24.緩沖器(橡皮)25.沖孔凹模 26.沖孔凹模套 27.切邊凹模 28.整形凹模 29.定位器凹模 30.圓柱銷 31.卸料螺釘
(2)空心鉚釘沖孔凸、凹模。工步?為沖孔,空心鉚釘?shù)臎_孔由沖孔凸模12 與沖孔凹模25、沖孔凹模套26之間的運(yùn)動(dòng)完成。沖孔后切斷的鉚蓋,可以從沖孔凹模25、沖孔凹模套26、下模座1和下墊板2的排屑孔排出。
(3)空心鉚釘整形凸、凹模。工步?為整形,空心鉚釘?shù)恼斡烧瓮鼓?1 與整形凹模28 之間的運(yùn)動(dòng)完成。
(4)空位工步的設(shè)置。為了防止空心鉚釘連續(xù)拉伸尺寸不到位或拉伸形狀不符合圖紙要求,設(shè)置了一個(gè)空位工步,以便根據(jù)空心鉚釘加工的質(zhì)量增加拉伸或整形工步。
(5)空心鉚釘切邊凸、凹模。空心鉚釘?shù)那羞呌汕羞呁鼓?0與切邊凹模27之間的運(yùn)動(dòng)完成。
(6)空心鉚釘連續(xù)拉伸步距的定位。空心鉚釘送料跳步的步距18±0.01mm,由定位器9 和定位器凹模29保證。
4.3 空心鉚釘連續(xù)拉伸級(jí)進(jìn)模的送料
空心鉚釘拉伸用帶料,是從導(dǎo)料板16的導(dǎo)料槽中送入,可以使用自動(dòng)送料設(shè)備,也可以手工送料。
4.4 空心鉚釘連續(xù)拉伸級(jí)進(jìn)模頂料機(jī)構(gòu)
上模部分下移時(shí),通過(guò)①~⑩工步拉伸凹模21中的頂桿22 的作用,使得緩沖器墊板23 壓縮用橡皮制成的緩沖器24,可實(shí)現(xiàn)空心鉚釘?shù)亩喙げ降睦臁?招你T釘通過(guò)拉伸、整形、沖孔和切邊工步之后,拉伸的帶料和切邊之后的空心鉚釘都卡在凹模型孔中。上模部分上升后,頂桿22在緩沖器24回彈力的作用下,頂桿22可將空心鉚釘與帶料頂出凹模型孔。
空心鉚釘連續(xù)拉伸,通過(guò)①~⑩共10工步的連續(xù)拉伸,?工步?jīng)_孔,?工步整形,最后工步切邊后,加工成空心鉚釘,通過(guò)鉚接工序,即可加工成鉚眼。
5 空心鉚釘連續(xù)拉伸級(jí)進(jìn)模工作件的尺寸
空心鉚釘拉伸的形狀和尺寸,全依靠著拉伸、沖孔、校形和切邊凸、凹的直徑、轉(zhuǎn)接半徑和凸模高度的尺寸及表面粗糙度。只要其中某項(xiàng)參數(shù)與實(shí)際加工過(guò)程不符,不是造成拉伸破裂,就是拉伸的形狀和尺寸與圖紙要求不符。
5.1 空心鉚釘拉伸凸、凹模及其參數(shù)
空心鉚釘拉伸質(zhì)量主要依靠拉伸凸、凹模的形狀與參數(shù),空心鉚釘拉伸凸、凹模,如圖4所示。空心鉚釘拉伸凸、凹模參數(shù),如表2所示。

圖4 空心鉚釘拉伸凸凹模
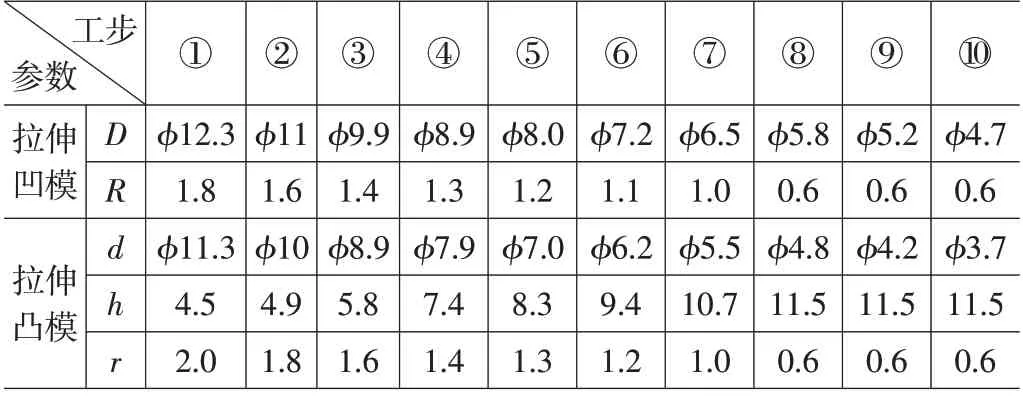
表2 空心鉚釘拉伸凸、凹模參數(shù)
5.2 空心鉚釘級(jí)進(jìn)模沖孔、整形、切邊凸、凹模和定位器及定位器凹模
空心鉚釘級(jí)進(jìn)模除具有10個(gè)工步拉伸凸、凹模之外,還具有沖孔、整形、切邊凸、凹模和定位器及定位器凹模。
(1)空心鉚釘級(jí)進(jìn)模的沖孔、整形、切邊凸、凹模和定位器及定位器凹模圖。空心鉚釘級(jí)進(jìn)模的沖孔、整形、切邊凸、凹模和定位器及定位器凹模形狀、尺寸和粗糙度,如圖5所示。
(2)空心鉚釘級(jí)進(jìn)模的沖孔、整形、切邊凸、凹模和定位器及定位器凹模特點(diǎn)。該4處工步的凸、凹模是繼拉伸工步之后的重要工步,缺一不可。
a.空心鉚釘級(jí)進(jìn)模的沖孔凸、凹模特點(diǎn)。如圖5a所示,由于空心鉚釘?shù)谋诤駜H為0.5mm,底部鉚蓋的切除如放在切邊之后進(jìn)行,不管是采用那一種機(jī)械加工都會(huì)使空心鉚釘被砸扁。不被砸扁只能采用線切割或激光切割,這2種加工方法一是成本高,二是效率低。而采用沖孔是利用凸、凹模的沖裁間隙完成,沖孔工步與拉伸工步是同時(shí)進(jìn)行,效率高而成本低。
b.空心鉚釘級(jí)進(jìn)模的整形凸、凹模特點(diǎn)。如圖5b所示,空心鉚釘沖孔之后,特別是凸、凹模刃口鈍后會(huì)出現(xiàn)沖裁毛刺和擴(kuò)縮口的現(xiàn)象,為此需要進(jìn)行整形。
c.空心鉚釘級(jí)進(jìn)模的切邊凸、凹模特點(diǎn)。如圖5c所示,空心鉚釘進(jìn)行連續(xù)拉伸、沖孔和整形之后,其形狀和尺寸都已經(jīng)符合圖紙要求了,只需要將空心鉚釘?shù)耐咕墢膸Я仙锨懈罹涂梢粤恕?/p>
d.空心鉚釘級(jí)進(jìn)模的定位器和定位器凹模特點(diǎn):如圖5d所示,定位器和定位器凹模是保證級(jí)進(jìn)模的18±0.005mm步距。帶料開始加工是依靠手工送料或自動(dòng)送料器,之后才是靠定位器和定位器凹模保證送料步距。
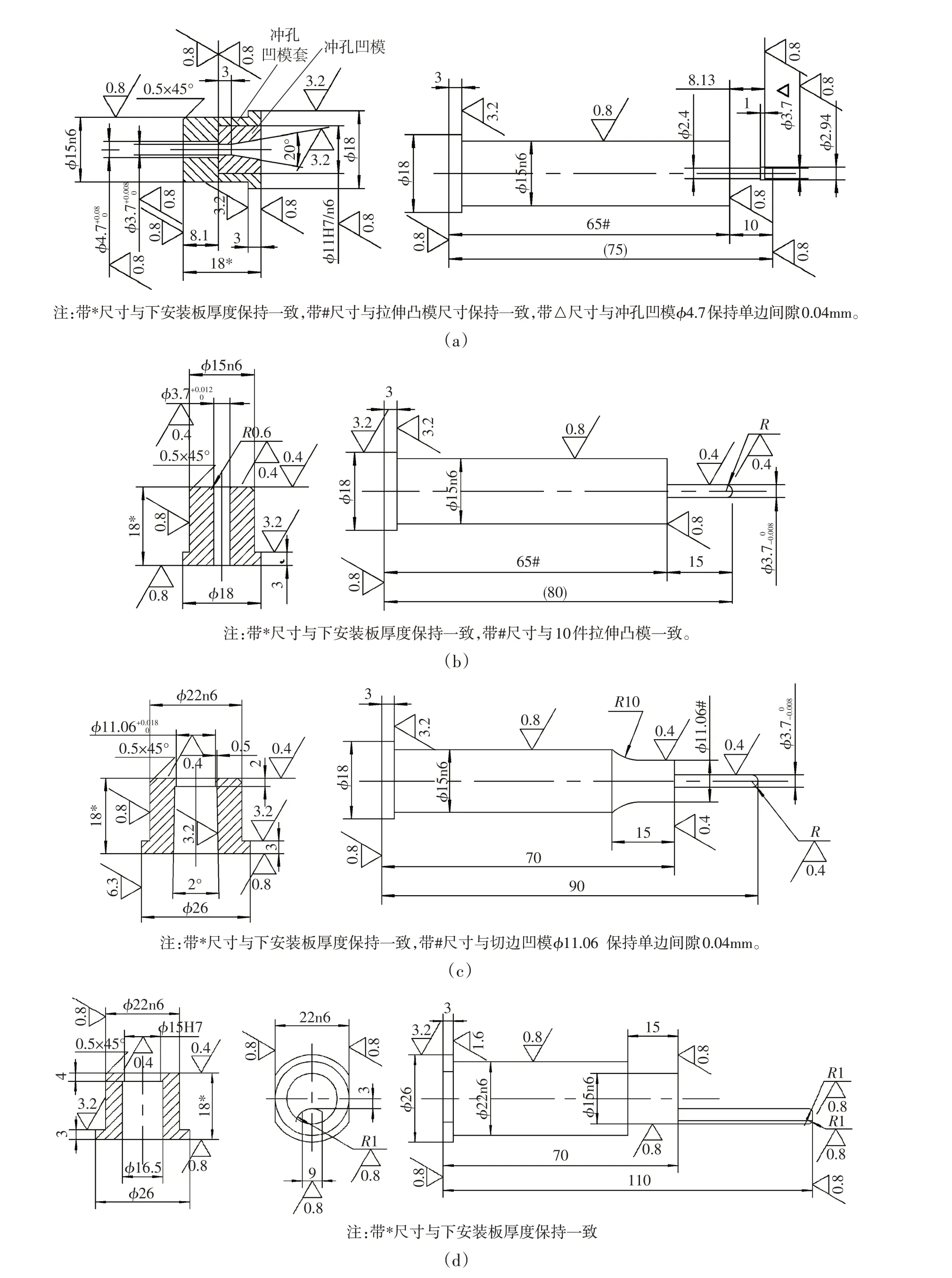
圖5 空心鉚釘拉伸、沖孔、整形、切邊凸凹模和定位器及、定位器凹模
空心鉚釘連續(xù)拉伸級(jí)進(jìn)模具有多次連續(xù)拉伸、沖孔、整形、切邊、空位和跳步限位的工步,還具有以下料器、頂桿和卸料機(jī)構(gòu),以及排出廢料與頂出空心鉚釘和帶料的結(jié)構(gòu),說(shuō)明了該拉伸級(jí)進(jìn)模的結(jié)構(gòu)是完善的。
6 結(jié)束語(yǔ)
由于空心鉚釘級(jí)進(jìn)模設(shè)置了10個(gè)拉伸工步,之后又設(shè)置了沖孔、整形、切邊凸、凹模和定位器及定位器凹模限位步距的工步,才使得帶凸緣空心鉚釘能夠從黃銅薄板逐漸拉伸成圖紙要求的制件。該模具的結(jié)構(gòu)對(duì)類似的帶凸緣圓筒形連續(xù)拉伸制件和需要切割底蓋的空心鉚釘具有指導(dǎo)性作用。
