TC2 鈦合金等溫鍛造雙冠葉片低倍組織亮線的原因分析
2022-11-03 09:59:22葉寧姚彥軍陜西宏遠航空鍛造有限責任公司
鍛造與沖壓 2022年19期
文/葉寧,姚彥軍·陜西宏遠航空鍛造有限責任公司
TC2 是一種具有中等強度和較好塑性的近α型高溫鈦合金材料,主要應用于高性能航空發動機的葉片。TC2 含有4%α 穩定元素Al和1.5%β 穩定元素Mn,名義化學成分為Ti-4Al-1.5Mn。這種合金不能進行熱處理強化,只能在退火狀態下使用。TC2 具有較好的工藝塑性、焊接性和熱穩定性,長期工作溫度可達350℃,短時使用溫度為750℃,在航空工業、宇航工業、化工工業、造船業等方面日益得到廣泛的應用。
等溫鍛造是近年來發展起來的一種高效、可靠的新工藝。與常規鍛造相比,等溫鍛造工藝不僅能夠有效減小或消除模具激冷和材料應變硬化的影響,顯著降低變形抗力與提高材料的成形性能,并能在一定的變形溫度和速度下實現超塑性變形,已經成為當前鈦合金鍛件生產工藝的一個重要發展方向。
本文以某型機TC2 合金葉片鍛件為研究對象,研究了等溫模鍛TC2 合金葉片低倍組織亮線現象的原因及改善措施,從而為TC2 鈦合金等溫鍛造葉片生產工作提供技術保障。
試驗過程
原材料明細
TC2 鈦合金等溫鍛葉片試驗所用原材料為采購到的兩種棒材,可稱為棒材1 和棒材2,規格為φ150mm×180mm,原材料明細見表1,化學成分見表2。

表1 原材料明細

表2 化學成分(wt%)
鍛造試制方案
鍛件二維簡圖見圖1,為保證足夠的加工余量(葉身單邊包絡4mm),葉片總長度為480mm,葉身最大弦寬約84mm,最大厚度15mm,葉片投影面積0.1m2,鍛件重量6.01kg。

圖1 鍛件二維簡圖
根據鍛件的具體形狀和坯料尺寸,綜合考慮變形量,再結合鍛件各處的應力應變,鍛件充型能力等,為棒材1、棒材2 設計合理的荒形(圖2)和預鍛件(圖3、圖4),荒形葉身經過拔長后,設計預鍛模分配鍛造變形量(圖5、圖6)。

圖2 制坯荒形

圖3 預鍛1 火

圖4 預鍛2 火
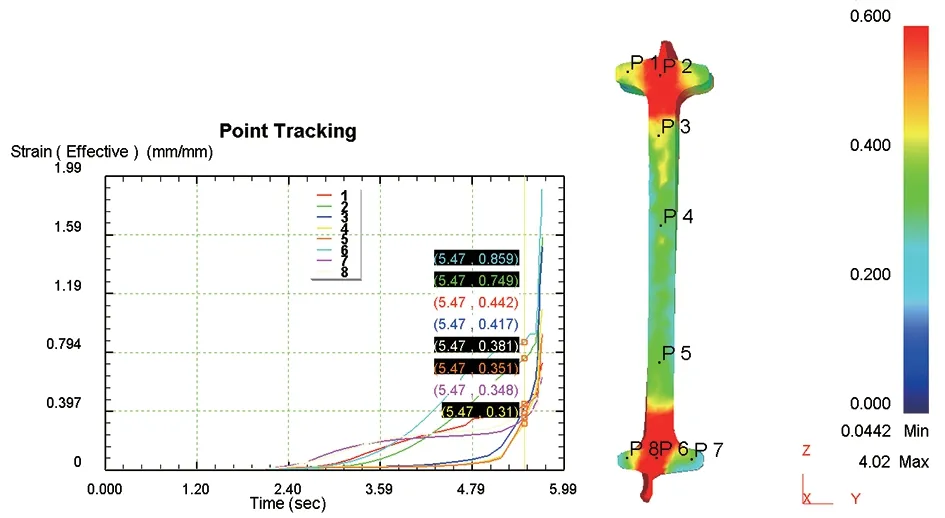
圖5 預鍛1 火縱向應變模擬

圖6 預鍛2 火縱向應變模擬
預鍛1 火變形量,P1:35%、P2:53%、P3:34%、P4:27%、P5:29%、P6:57%、P7:29%。
預鍛2 火變形量,P1:47%、P2:55%、P3:31%、P4:47%、P5:30%、P6:30%、P7:33%、P8:58%、P9:29%、P10:25%。
等溫終鍛變形量(圖7),P1:12%、P2:33%、P3:43%、P4:50%、P5:49%、P6:49%、P7:41%、P8:24%。

圖7 等溫終鍛縱向應變模擬
主要鍛造參數如下,
荒形鍛造設備:2t 電液錘;
預鍛制坯設備:8000t 壓力機;
等溫模鍛設備:油壓機;
鍛造溫度:Tβ-35℃;
保溫系數:0.8min/mm;
預鍛參數,1 火:自由下落1 錘,約在50%打擊能量下打擊1 ~2 錘;2 火:約在60%打擊能量下打擊1 ~2 錘;
等溫終鍛壓制速度:0.1 ~0.3mm/s;
熱處理:780℃環境下保溫60min 后出爐空冷,散開空冷。
試驗結果
⑴棒材1。
1)高低倍試驗。
對棒材1 生產后的鍛件進行理化縱向低倍測試,經腐蝕(HF:HNO3:H2O=10:15:75)后發現低倍上有亮線顯示,呈沿縱向流線分布,如圖8 所示。

圖8 縱向低倍結果
將切取的高倍試樣,分別磨制縱向面與橫向面,并經腐蝕(HF:HNO3:H2O=5:12:83)后,宏觀組織照片見圖9,高倍組織照片見圖10。
由圖9 可見,亮線沿縱向流線方向分布,橫向面也存在亮線;亮線呈現半清晰晶形態,沿金屬流線分布,較為細小。

圖9 高倍試樣的宏觀組織照片
由圖10 可見,低倍亮線處的高倍組織(紅圈圈示意圖)中初生α 相含量較少,亮線處等軸初生α相大量減少,亮線寬度為40 ~50μm。
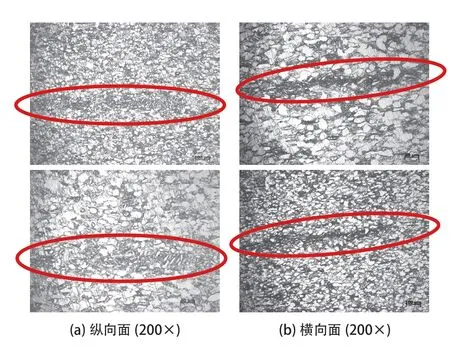
圖10 高倍試樣的高倍組織照片
2)能譜試驗。
對高倍試樣進行能譜測試,結果如圖11 所示。
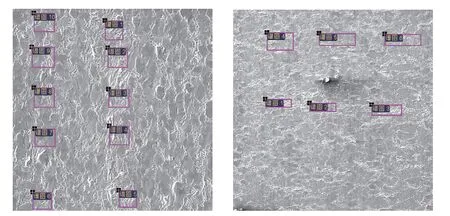
圖11 高倍試樣的縱向面與橫向面EDS 圖
高倍試樣縱向EDS 分布見表3:高倍縱向試樣“亮線”區,Mn 元素最大值為1.83,平均值為1.696;正常區最小值為1.26,平均值為1.356;Mn 元素極差值為0.57,平均差值為0.34;其他元素含量幾乎無明顯差異。

表3 高倍試樣縱向EDS 元素分布表(wt%)
高倍試樣橫向EDS 元素分布見表4:高倍橫向試樣“亮線”區,Mn 元素最大值為1.78,平均值為1.65;正常區最小值為1.39,平均值為1.5;Mn 元素極差值為0.39,平均差值為0.15;其他元素含量幾乎無明顯差異。

表4 高倍試樣橫向EDS 元素分布表(wt%)
比較可知,縱向試樣Mn 元素的波動比橫向的高。
⑵棒材2。
1)高低倍試驗。
由圖12 可見,棒材2 生產后的鍛件,其縱、橫向低倍組織均勻,無亮線出現。

圖12 縱橫向低倍組織
由圖13 可見,棒材2 生產后的鍛件,其縱、橫向高倍組織為初生α 相+基體,高倍組織均勻。

圖13 縱橫向高倍組織
2)能譜試驗。
對高倍試樣進行能譜測試(圖14、表5)。由表5 可見,四個EDS 采點區,Mn 元素含量無明顯差異,極差值為0.14,小于標準供料異常區值。

圖14 高倍試樣EDS 圖

表5 高倍試樣EDS 元素分布表(wt%)
試驗分析
TC2 合金為近α 相合金,主要合金元素為Al、Mn。在TC2 鑄錠的真空自耗熔煉過程中,由于鋁、錳屬于易揮發組元,在真空冶煉條件下大量揮發,除相當部分被真空機抽出外,大部分在鑄錠周邊和頂部富集,尤其是Mn 元素偏析更為嚴重,鑄錠表層的含錳量可高達中心部位的15 倍,造成鑄錠化學成分不均勻,產生嚴重的錳偏析。Fe、Mn、Cr 為β 相慢共析型元素,在鈦錠凝固時,合金成分會降低凝固溫度,使凝固點有一個很大的溫度范圍,還將導致鑄錠凝固期間的溶質偏析。Fe、Mn、Cr 的偏析會導致該區域β 相轉變溫度的降低,在最終產品中,這些區域顯示了不同的微結構,有時在接近正常的β 相變溫度處理后,這些溶質富集區在材料中清晰可見,一般稱為β 斑。β 斑對鍛件疲勞強度有害,因為它們的強度較低,易優先變形,導致早期的形核裂紋。
采用棒材1 生產后的鍛件,分析其縱向低倍流線異常情況,查詢相關標準圖片(圖15),對比TC2 合金與易產生偏析的TC6 與TC4 合金鍛件低倍組織流線,可以看出:
⑴TC2 葉片縱向低倍組織流線區“亮線”,類似于圖15 中TC6 以及TC4 鍛件中局部偽大晶粒加偏析條帶,此偏析條帶正好類似鍛件低倍組織流線中的β 斑偏析。


圖15 標準中疑似“流線”β 斑
⑵結合高倍組織、低倍組織以及EDS 結果,認為TC2 鈦合金等溫鍛件縱向低倍組織“亮線”,可能為Mn元素的局部偏析導致的類似鍛件流線的偏析條帶。
⑶采用超導棒材2 試驗的鍛件,低倍組織無明顯異常。通過EDS 分析,高倍試樣Mn 元素分布均勻,而采用同一種鍛造工藝試制的鍛件,其超導鍛件低倍組織正常,進一步驗證了原材料中Mn 元素的局部偏析是形成鍛件低倍組織亮線的主要原因。
實用功能:生活照明
擺放方式:有臺擺式
示例原屬:宮廷器具
示例名稱:長信宮燈
名詞解釋: 仕女跪坐玉階前 手持金罩把風擋火光清亮無油煙 長信宮內華燈掌

結束語
⑴采用棒材1 試驗的鍛件,通過高低倍試驗及EDS 分析,Mn 元素不均勻;
⑵采用棒材2 試驗的鍛件,通過高低倍試驗及EDS 分析,Mn 元素均勻性好;
⑶本批鍛件低倍組織亮線可能是由原材料中Mn元素的不均勻,導致出現類似鍛件流線的偏析條帶造成的。