中間坯冷卻工藝(IC)在單機架爐卷產線的應用
2022-11-05 01:51:26蔡茗宇蔡瑞濤劉朝振賈保禎
山東冶金 2022年5期
關鍵詞:工藝
蔡茗宇,王 永,蔡瑞濤,劉朝振,賈保禎
(山東鋼鐵集團日照有限公司,山東 日照 276800)
1 前言
山東鋼鐵集團日照有限公司中厚板廠(簡稱山鋼日照公司中厚板廠)3500爐卷產線于2019年4月投產,生產5~80 mm 厚度規格鋼板。20~80 mm厚度規格鋼板通常采用控軋工藝生產,中間坯需要待溫至一定溫度以下才能進入精軋道次軋制,這種傳統的控軋工藝待溫時間較長,嚴重影響了軋機機時產量[1-3]。若采用批軋方式生產,需要對坯料長度進行限制,對生產計劃要求較高,在時序控制上存在較多的不確定性因素。同時,經過了粗大變形量的軋制,晶粒內部儲存了大量的畸變能,中間坯在再結晶區待溫過程中,高溫的影響及畸變能的釋放會使晶粒會進一步長大[4-6]。隨后,中間坯進入部分再結晶區待溫,由于組織具有遺傳性,長大的晶粒對整個精軋過程的工藝效果造成直接影響[7-8]。因此,在中厚板采用控制軋制工藝時,需要控制待溫過程中中間坯晶粒的長大。為此,山鋼日照公司中厚板廠開發了中間坯冷卻(IC)工藝,在大幅度提高生產效率的同時,有效提高了鋼板的力學性能。
2 工藝控制
中間坯冷卻工藝主要應用布置于軋機之后的超快冷設備,設備參數:組數4(縫隙)+30(高密);水壓0.2~0.5 MPa;使用高度20~600 mm;冷卻模式為通過式/擺動式。
2.1 工藝流程
中間坯冷卻(IC)工藝是坯料軋至中間坯厚度,由輥道輸送至超快冷設備,采用通過式或擺動式冷卻后輸送回機前,在機前進行短時間擺動,隨后進行精軋道次軋制,避免了中間坯在機前進行長時間待溫。中間坯冷卻(IC)工藝如圖1所示。
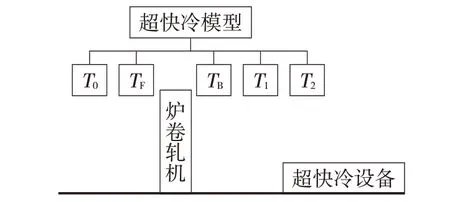
圖1 中間坯冷卻(IC)工藝流程
在進行第一道次軋制前,超快冷模型通過軋機的PDI 信息獲得中間坯厚度、中間坯長度、精軋開軋目標溫度以及需要的中間坯冷卻溫度。當軋至中間坯厚度后,中間坯以3 m/s 被輸送至超快冷進行冷卻。由Tb高溫計掃描出頭中尾溫度發送給模型用于計算加速度;模型根據T1高溫計檢測出的溫度進行預計算,計算出預計需要開啟的組數、水量、輥道速度、加速度;中間坯運行至T2高溫計,模型進行修正計算,確定最終的組數和水量。冷卻結束后,中間坯返回軋機前,由T0高溫計進行溫度檢測,檢測出的溫度發送至自學習模型進行計算修正,以提高溫度命中率。
2.2 問題及解決辦法
(1)中間坯頭尾過冷。由于中間坯冷卻需要開啟的組數較多、水量較大,在進行中間坯冷卻時,超快冷沒有物料跟蹤,出現了頭尾過冷的現象,與身段溫差接近80 ℃。將軋機對中間坯頭尾的跟蹤位置發送給超快冷,超快冷進行頭尾遮蔽控制,有效解決了頭尾過冷的現象。
(2)中間坯咬鋼沖擊過大。由于中間坯厚度較大,中間坯冷卻后,表面與心部存在較大溫差,雖然中間坯表面有足夠的返紅溫度,但對軋機的沖擊依然很大。在軋機模型中增加ASC功能,利用粗軋階段的高溫特性,在粗軋的最后一道對頭部進行變厚度軋制,將頭部厚度減薄3~5 mm,從而保證精軋第一道次順利咬入。
3 中間坯冷卻工藝的應用試驗
3.1 中間坯冷卻工藝試驗
不同厚度和冷卻溫度的中間坯冷卻工藝試驗數據如表1 所示。3#鋼采用中間坯冷卻工藝,4#鋼采用傳統控軋工藝,待溫時間前者少于后者235 s,這說明此工藝能夠大幅度減少待溫時間。從表1可以看出,當中間坯厚度相同時(1#和2#鋼),精軋溫度和終軋溫度均隨中間坯冷卻溫度的降低而降低,中間坯待溫時間隨中間坯冷卻溫度的降低而減少。當中間坯厚度不同時(2#和3#鋼),中間坯厚度越厚,待溫時間則越長。這說明中間坯厚度越厚,冷卻后的中間坯表面與心部溫差越大,反而造成返溫后的表面溫度要明顯高于精軋開始溫度,待溫時間增加。因此,在滿足性能的條件下,選擇合適的中間坯厚度和中間坯冷卻目標溫度,才能達到最佳的生產效率。
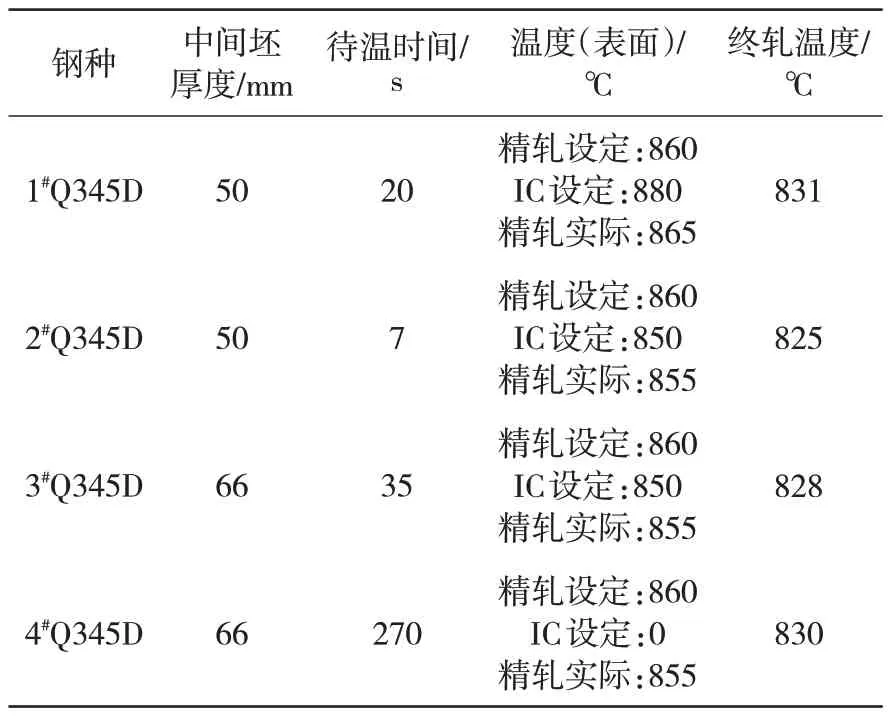
表1 中間坯冷卻工藝試驗(成品厚度30 mm)
3.2 中間坯冷卻工藝性能試驗
投用與不投用中間坯冷卻工藝的鋼板性能如表2所示。使用中間坯冷卻工藝的3#鋼,屈服強度和抗拉強度高于4#鋼;-20 ℃沖擊韌性相近。從3#和4#鋼1/4處金相組織可以看出,3#鋼的晶粒較4#鋼細,珠光體組分比4#鋼多(如圖2所示)。這說明中間坯冷卻工藝將中間坯直接冷卻至精軋開軋溫度附近,減少了待溫時間,抑制了奧氏體晶粒長大,為精軋過程及之后的控冷提供了良好的組織基礎。
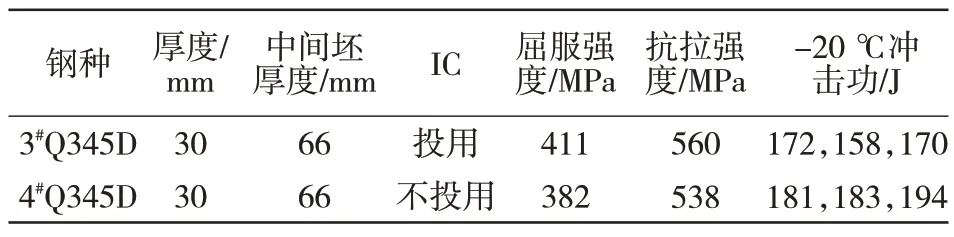
表2 不同工藝的鋼板性能
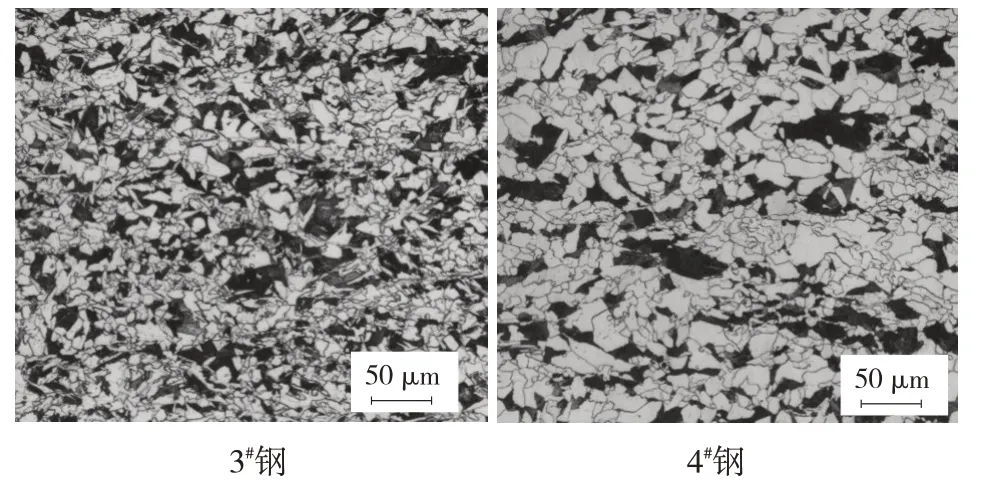
圖2 3#和4#鋼1/4處金相組織
4 結語
(1)中間坯冷卻工藝可以大幅度縮減中間坯待溫時間,提高生產效率;選擇合適的中間坯厚度和IC溫度,才能達到最佳的生產效率。
(2)開發中間坯冷卻頭尾遮蔽和中間坯ASC功能,有效解決了頭尾過冷和精軋咬鋼沖擊大的問題。
(3)中間坯冷卻工藝抑制奧氏體晶粒長大,為精軋過程及之后的控冷奠定了良好的組織基礎,提高了鋼板的力學性能。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52