提高GCr15鋼小棒材芯部質(zhì)量的軋制工藝優(yōu)化
2022-11-05 01:51:30朱保全張永安程明華
山東冶金 2022年5期
朱保全,張永安,程明華
(山東壽光巨能特鋼有限公司,山東 壽光 262700)
1 前言
山東壽光巨能特鋼連軋線所用連鑄坯為150 mm×150 mm×(7 000~9 000)mm,該坯型用于生產(chǎn)Φ20~60 mm 熱軋棒材,主要鋼種為合金結(jié)構(gòu)鋼、軸承鋼、錨鏈鋼和優(yōu)質(zhì)碳素結(jié)構(gòu)鋼等,使用18架軋機(jī)連軋生產(chǎn)。連軋線投產(chǎn)初期,GCr15鋼芯部質(zhì)量不高,較原生產(chǎn)線同類產(chǎn)品差,其中心疏松隨規(guī)格增加呈上升趨勢,Φ40~50 mm 規(guī)格尤為明顯,中心疏松1 級的比例明顯低于原生產(chǎn)線,多次出現(xiàn)沙箱試樣中心裂紋缺陷及用戶高頻感應(yīng)加熱后剪切下料棒料撕裂的問題。該質(zhì)量狀況嚴(yán)重影響公司GCr15 鋼的生產(chǎn),急需解決。
2 中心裂紋原因分析
典型的沙箱試樣中心裂紋如圖1 所示。在酸浸低倍試片上,中心疏松明顯,裂紋位于中心部位,且大多穿過或略偏穿過試樣中心,呈直線分布,裂紋長度一般幾毫米,每支試樣較明顯的裂紋大多存在一條。在高倍金相試樣上,裂紋處呈輕微鋸齒狀,沿晶分布,基體組織正常且無脫碳,內(nèi)部無異常夾雜物,符合白點(diǎn)的特征。這種裂紋一般認(rèn)為是氫和組織應(yīng)力疊加作用的結(jié)果。雖僅在沙箱試樣中檢出,但影響了試樣理化性能檢驗(yàn)的代表性。同時因GCr15鋼本身具有較高的白點(diǎn)傾向,為避免問題產(chǎn)品流出,沙箱試樣檢驗(yàn)不合格的爐號均需要全部進(jìn)行超聲波探傷把關(guān),造成噸鋼生產(chǎn)成本的增加。
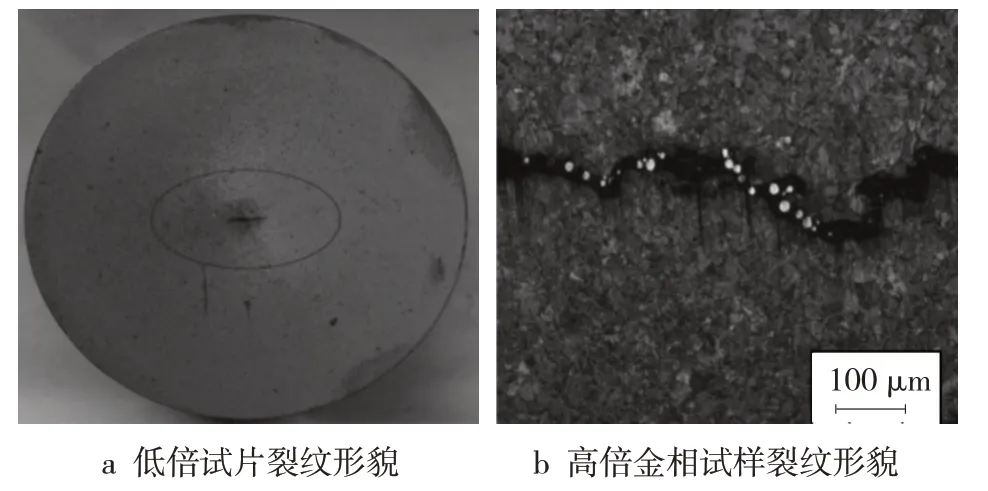
圖1 典型的沙箱試樣中心裂紋形貌
用戶高頻感應(yīng)加熱后剪切下料棒料撕裂形貌如圖2所示。剪切后在剪切面約1/2半徑處呈圓周狀撕裂,在撕裂處形成“舌頭狀”孔洞,造成前后兩根棒料根部粘連。對用戶而言,一方面使下料棒料切廢,造成原材料的浪費(fèi);另一方面嚴(yán)重時使下料飛剪憋剪,對設(shè)備造成損傷,降低加工效率。
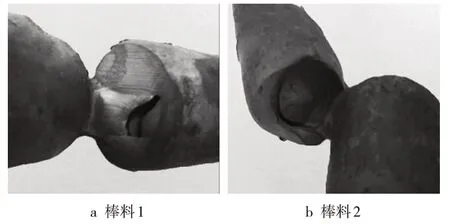
圖2 用戶高頻感應(yīng)加熱后剪切下料棒料撕裂形貌
上述兩種缺陷,一種出現(xiàn)在中心部位,另一種出現(xiàn)在約1/2半徑內(nèi)的芯部區(qū)域,均受到GCr15鋼棒材芯部質(zhì)量差的影響。中心疏松是評價棒材芯部質(zhì)量好壞的重要指標(biāo)之一。中心疏松產(chǎn)生的原因是鋼液凝固時因體積收縮而引起的組織疏松,以及鑄坯的中心部位最后凝固因體積收縮使氣體析集和夾雜物聚集較為嚴(yán)重所致[1]。芯部區(qū)域的暗點(diǎn)、孔隙等的存在,既降低了棒材芯部致密性,削弱了棒材塑韌性及強(qiáng)度,又成為氫氣析集的場所,增加了GCr15鋼的白點(diǎn)傾向,加劇了中心裂紋的產(chǎn)生。
相關(guān)研究表明,軋制工藝對棒材芯部質(zhì)量的影響,一般表現(xiàn)在以下幾個方面:
(1)壓下量的影響。當(dāng)軋制道次相同時,總壓下量越大,棒材芯部孔隙性缺陷壓合的就越好,芯部致密性得到相應(yīng)的提升。當(dāng)總壓下量相同時,單道次的相對壓下量越大,棒材芯部孔隙性缺陷壓合的就越好,芯部致密性得到相應(yīng)的提升。因此,在破壞極限范圍內(nèi),應(yīng)通過加大總壓下量和提高單道次相對壓下量來達(dá)到改善棒材芯部質(zhì)量的目的,同時盡量將大壓下量放在前幾個道次[2]。
(2)軋制溫度的影響。當(dāng)軋件表面溫度高于芯部溫度時,金屬的塑性變形主要集中在軋件表面,不利于變形向芯部的滲透,減弱了棒材芯部孔隙性缺陷的壓合,因此降低棒材表面溫度有利于提高棒材芯部質(zhì)量[3]。
(3)軋制速度的影響。隨軋制速度增加,變形速率及變形不均勻性增加,產(chǎn)生的變形熱增加且集中在變形金屬處,造成軋件溫度分布不均。一般軋件表面的變形要大于芯部,則軋件表面溫度升高,造成表面變形進(jìn)一步大于芯部,更加不利于變形向芯部的滲透,對棒材芯部質(zhì)量不利。因此降低軋制速度有利于提高棒材芯部質(zhì)量[4]。
3 軋制工藝優(yōu)化措施及效果
通過上述分析,應(yīng)從壓下量、軋制溫度和軋制速度控制這三個方面入手,以增加變形向芯部的滲透性,提高棒材芯部質(zhì)量。
3.1 大壓下軋制
為提高GCr15 鋼棒材芯部質(zhì)量、減輕中心疏松,重新設(shè)計(jì)粗軋階段的壓下制度,通過增加原前3道次的壓下量,將粗軋階段由6 道次軋制縮減為4道次,充分發(fā)揮大壓下量在粗軋階段的變形滲透性,中軋及精軋階段的孔型系統(tǒng)暫不做改變。孔型設(shè)計(jì)中為實(shí)現(xiàn)大的道次壓下量,將第3道次孔型由雙弧橢圓孔改為平底橢圓孔。同時為便于軋件的脫槽、增加寬展的余地,將第1道次和第2道次箱型孔的側(cè)壁斜度增大。粗軋階段調(diào)整前后的孔型系統(tǒng)對比見圖3。
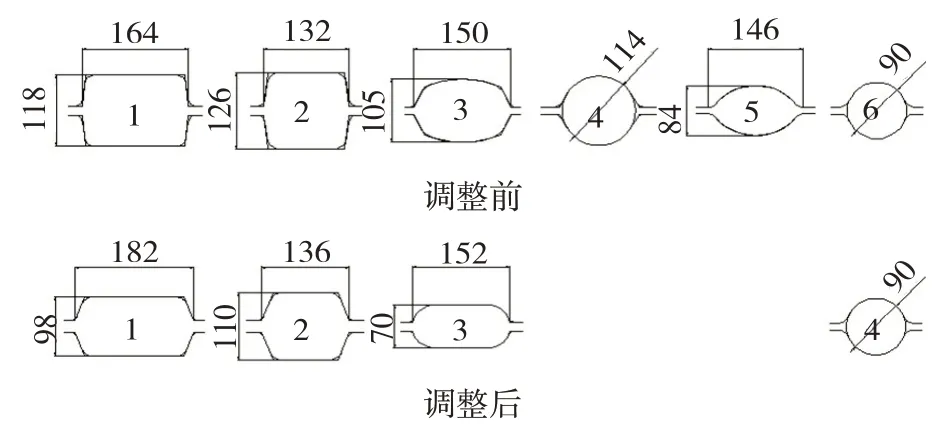
圖3 粗軋階段調(diào)整前后的孔型系統(tǒng)對比
3.2 待軋降溫
因GCr15 鋼需要通過高溫?cái)U(kuò)散來消除液析碳化物,所以不宜通過降低加熱溫度來降低軋制溫度。此次工藝調(diào)整通過坯料軋前待軋來降低開軋溫度,實(shí)現(xiàn)“硬殼”軋制,有利于變形向芯部的滲透,提高棒材芯部質(zhì)量。待軋降溫是通過降低粗軋前輸送輥道的速度,充分利用此區(qū)間對坯料的緩沖來實(shí)現(xiàn)的。工藝調(diào)整前,上一支鋼坯開始咬入時,下一支鋼坯出鋼結(jié)束。工藝調(diào)整后,上一支鋼坯開始咬入時,中間一支鋼坯在輸送輥道上待軋降溫,下一支鋼坯開始出鋼。在不降低出鋼節(jié)奏的前提下,由于粗軋前輸送輥道上多緩存了1支鋼坯,相應(yīng)增加了每支鋼坯的待軋時間約30 s,降低開軋溫度約60 ℃。
3.3 低速軋制
在不影響小時產(chǎn)量的前提下,縮短軋制間隙時間來盡量降低各道次軋制速度,從而降低變形速率,提高變形滲透性,利于改善棒材芯部質(zhì)量。粗軋階段調(diào)整前后的軋制工藝參數(shù)對比見表1。

表1 粗軋階段調(diào)整前后的軋制工藝參數(shù)對比
3.4 工藝優(yōu)化效果
按照優(yōu)化后的軋制工藝組織生產(chǎn)GCr15鋼,棒材芯部質(zhì)量得到顯著提高。中心疏松較工藝調(diào)整前有明顯改善,Φ40~50 mm 規(guī)格GCr15 鋼中心疏松1 級比例由90.6%提高到99.7%,軋制工藝調(diào)整前后的GCr15鋼中心疏松檢驗(yàn)情況對比見表2。經(jīng)近半年的運(yùn)行,未再出現(xiàn)沙箱試樣中心裂紋的情況。通過對用戶使用情況的跟蹤調(diào)研,棒材高頻感應(yīng)加熱后剪切下料的撕裂問題已得到徹底解決。
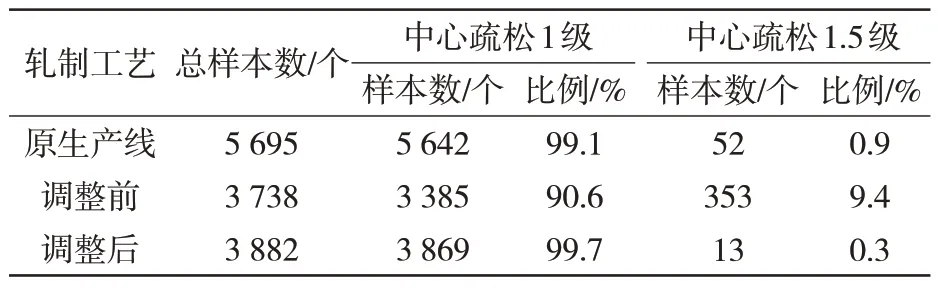
表2 GCr15 鋼軋制工藝調(diào)整前后的中心疏松檢驗(yàn)
4 結(jié)語
通過采用大壓下、待軋降溫與低速軋制,對GCr15鋼軋制工藝進(jìn)行優(yōu)化,顯著提高了小棒材芯部質(zhì)量,徹底解決了沙箱試樣中心裂紋缺陷及用戶高頻感應(yīng)加熱后剪切下料棒料撕裂的問題。同時粗軋階段軋制道次縮減2道后,為在原有裝備水平下的軋制規(guī)格下延創(chuàng)造了條件。
猜你喜歡
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
小學(xué)生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03