氣霧冷卻在熱軋實驗軋機上的應用
2022-11-05 01:51:36張芳芳
山東冶金 2022年5期
張芳芳
(山東工業職業學院,山東 淄博 256414)
1 前言
近年來,隨著汽車業、建筑業的發展,用戶對以熱軋產品為原料的最終產品的組織性能提出了更高的要求,使得追求鋼鐵質量和開發新品種成為我國鋼鐵行業發展的重中之重。對于熱軋帶鋼而言,軋后控制冷卻對組織性能起著關鍵性作用,因為冷卻速度的快慢直接影響帶鋼內部的晶相轉變及卷取溫度的高低。熱軋生產線上的冷卻裝置多以層流冷卻裝置為主,但是該冷卻裝置在冷卻帶肋鋼筋時,會對鋼材質量有一定程度的影響,鋼材表面也會形成馬氏體或回火馬氏體等對焊接有害的組織。鑒于此,本熱軋試驗軋機配置了在線氣霧冷卻裝置。汽霧冷卻技術是法國BERTIN 公司開發研制的專利技術,DAVY-CLECIM 公司具有獨家生產許可證。第一條生產線在法國GTS廠,第二條生產線在韓國浦項POSCO2#厚板廠[1]。
2 氣霧冷卻的換熱原理
氣霧冷卻是利用高壓空氣使水霧化,高壓水和高速氣流一起成霧狀噴向高溫鋼板使鋼板冷卻的方式。圖1為氣霧冷卻裝置示意圖,從圖1可以看出:氣霧冷卻裝置的上下集管分別有兩個管道分布在控冷區間兩側,一個管道輸送冷卻水,另一個管道輸送壓縮空氣。氣霧冷卻裝置采用中心進水,兩壁進高壓空氣的策略,噴嘴使用高位水塔供水,水壓恒定。

圖1 氣霧冷卻裝置示意圖
氣霧冷卻過程中,通過調整噴嘴的壓力或水流量,將形成的霧滴以一定速度噴射到鋼板上,霧滴在鋼板表面逐漸積累形成液膜,因此,該過程的換熱形式是沸騰換熱。根據Nukiyama等人的研究[2],結合圖2 中飽和水在高溫鋼板上沸騰的典型曲線可知[3],氣霧冷卻換熱形式屬于部分過渡沸騰換熱+穩定膜態沸騰換熱。根據文獻分析可知[4],氣霧冷卻大部分換熱過程屬于穩定的膜態沸騰換熱。

圖2 飽和水在水平加熱面上沸騰的典型曲線
3 氣霧冷卻裝置的冷卻能力
由于氣霧冷卻裝置的結構由壓縮空氣和冷卻水兩部分構成,因此可以實現冷卻速率在較大范圍內可調。在不使用風機的情況下,即單獨開啟集管即可實現弱水冷;若將風機單獨打開便可實現風冷;若將風機和集管同時打開便可實現氣霧冷卻。因此,該設備可以單獨實現風冷、弱水冷和噴霧冷。由于噴霧比較均勻,鋼板的上下表面均采用噴霧冷卻方式,鋼板的冷卻均勻性將得到很好的保證。
3.1 氣霧冷卻裝置的水流量確定
不同的冷卻速率對產品性能有很大的影響,而冷卻水流量對冷卻速率起到決定性作用。因此,需要對每組集管進行標定。該氣霧冷卻集管噴嘴為等間距排成一列,有效冷卻區長度為0.45 m,寬度為0.13 m,整個冷卻區共有9 組集管。根據流量標定曲線的原理,繪制氣霧冷卻裝置的開口度-流量曲線,如圖3所示。圖中數字1~9表示9組集管的開口度-流量曲線。
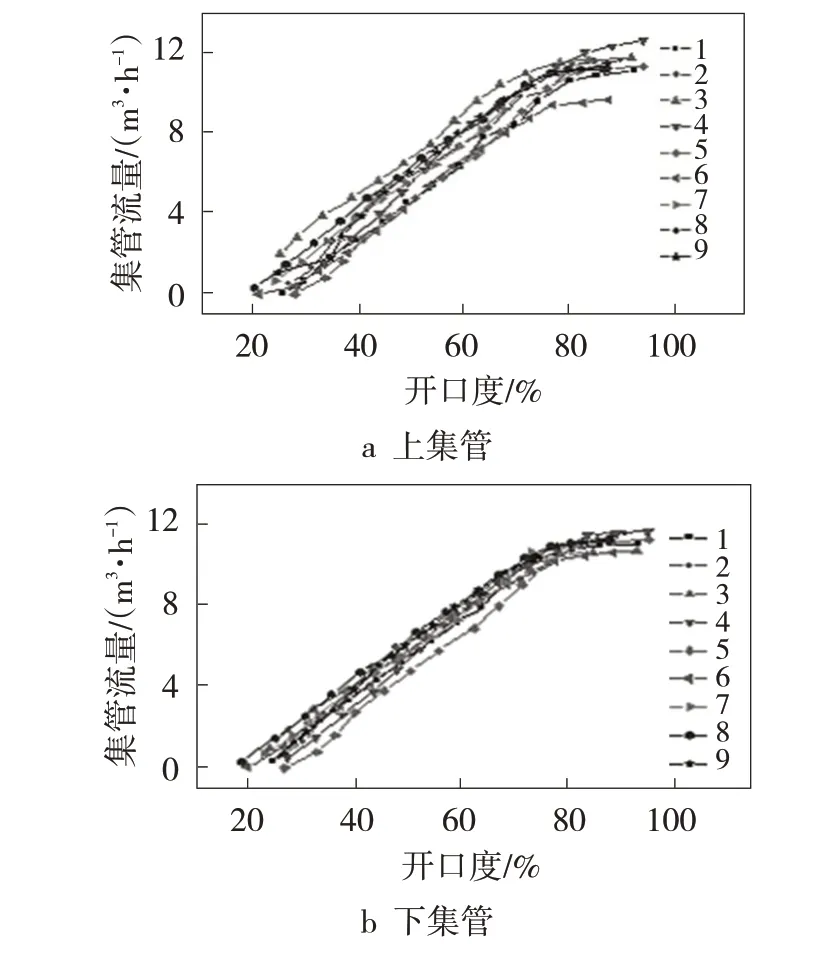
圖3 氣霧冷卻裝置集管流量曲線
從圖3 可以看出,雖然集管的噴嘴結構相同,但是相同開口度對應的流量也不相同。從開口度-流量曲線的趨勢中可以看出,盡管相同開口度對應的流量不同,但是在集管開口度20%~60%范圍內開口度-流量曲線成線性變化,這也是氣霧冷卻裝置使用的流量范圍。
3.2 氣霧冷卻設備實測冷卻速率
從冷卻裝置的結構可以看出,氣霧冷卻裝置的供水系統和層流冷卻裝置的供水系統并無太大區別。但是氣霧冷卻和層流冷卻的最大區別在于層流冷卻裝置的冷卻水是連續的、不斷流的,而氣霧冷卻的冷卻水可以斷流,所以,氣霧冷卻使用的水量范圍比層流冷卻的水量小。
從氣霧冷卻設備的原理和換熱基本原理可知,若氣霧冷卻的水流量太大,壓縮空氣不足以將冷卻水打成霧狀,因此氣霧冷卻的流量不會太大,其冷卻能力范圍介于空冷和層流冷卻之間。為了測試該實驗軋機的冷卻能力,采用最大水流量及最小水流量分別對厚度為10、20、30 mm的鋼板進行冷卻,其冷卻能力范圍如表1、表2 所示。將其繪制成冷卻速率-厚度曲線,如圖4所示,圖中陰影部分為氣霧冷卻技術的冷卻能力范圍。

表1 氣霧冷卻裝置的最大冷卻速率

表2 氣霧冷卻裝置的最小冷卻速率
由于氣霧冷卻的冷卻速率對鋼板的組織性能產生很大的影響,而且掌握設備的冷卻速率對今后實驗有重要的指導意義。根據表1、2 繪制氣霧冷卻模式的冷卻速率-厚度曲線,如圖4 所示。曲線中陰影部分為氣霧冷卻裝置的冷卻速率范圍,在該范圍內冷卻速率連續可調。

圖4 氣霧冷卻模式的冷卻速率-厚度曲線
4 氣霧冷卻裝置冷卻模式的應用
隨著國民經濟的發展,鋼鐵材料的綜合性能不斷提高,對熱軋后的冷卻提出了更高的要求,其中氣霧冷卻是模具鋼在線淬火的最佳選擇[5]。計算機技術和高精度的控制技術加速了氣霧冷卻技術的推廣應用,其冷卻策略也不再單一。根據現場設備的冷卻能力將氣霧冷卻系統分為前段主冷模式、后段主冷模式、稀疏冷卻模式等3種冷卻策略。
4.1 前段主冷模式
鋼板需要在高溫區快速降溫冷卻時采用前段主冷模式。此時,根據氣霧冷卻模型計算出到達終冷溫度所需開啟的集管組數,由起始閥門開始,沿控冷方向依次將所需的閥門打開,實現前段主冷模式。前段主冷的集管分配如圖5所示。

圖5 前段主冷模式示意圖
4.2 后段主冷模式
鋼板在低溫區快速降溫時采用后段主冷冷卻模式。控制系統將出口區第一組集管作為起始閥門,根據氣霧模型計算出所需冷卻區長度來確定打開閥門的組數,由起始閥門開始,沿與控冷方向相反的方向依次將所需的閥門打開,實現后段主冷控制模式,集管開啟狀態如圖6所示。

圖6 后段主冷模式示意圖
4.3 稀疏冷卻模式
當鋼板在不同溫度段需要不同的冷卻強度時,可采用按組冷卻和按組空冷的交替冷卻模式,即稀疏冷卻模式。由于氣霧冷卻的冷卻能力較低,可將2 個集管組為一個控制子區。采用稀疏冷卻模式時,根據模型算出的所需冷卻長度的計算結果,來確定所需的控制子區數以及每組集管的流量值,起始閥門根據實際情況而定,其集管開閉狀態見圖7。

圖7 稀疏冷卻模式示意圖
由氣霧冷卻策略定義可以看出,前段主冷模式在前段的冷卻速率較大,后段主要以空冷為主;后段主冷模式在前段主要以熱輻射進行熱交換,其冷卻速率在后段較大;而稀疏冷卻的冷卻速率在整個冷卻區成線性變化。不同冷卻模式的鋼板溫度隨時間的變化曲線如圖8所示。

圖8 不同冷卻策略下的溫度-時間曲線
5 結語
結合某高校熱軋實驗項目,在學習研究氣霧冷卻理論知識的基礎上,著重以冷卻裝置為研究對象,確定了氣霧冷卻裝置的冷卻能力并進行產品試制試驗,并得出以下結論:(1)通過反復測試并結合流量標定原理繪制出各集管的流量-開口度曲線,為氣霧冷卻模型提供基本的水系統能力參數,并確定了冷卻水的最大流量為146 m3/h。(2)實驗測得氣霧冷卻模式條件下的最大和最小冷卻速率,繪制了冷卻速率范圍曲線,對于厚度為10 mm的鋼板,9組集管全部投入使用時的最大冷卻速率為61.2 ℃/s,最小冷卻速率為11.5 ℃/s,可實現冷卻速率在一個較大范圍內連續可調,滿足新鋼種開發的需求。(3)根據冷卻裝置結構特點及冷卻能力,獲得了3種不同的冷卻策略,即前段主冷模式、后段主冷模式和稀疏冷卻模式,可滿足不同鋼種冷卻的需求。