1.25Cr-0.5Mo鋼TIG堆焊347不銹鋼工藝
2022-11-07 23:30:05李戰(zhàn)斌,馬鳴,徐祥久,丁鐵軍
機械制造文摘·焊接分冊 2022年4期
李戰(zhàn)斌, 馬鳴, 徐祥久, 丁鐵軍


摘要: 某壓力容器產(chǎn)品的小口徑接管,需在其內(nèi)壁制備347不銹鋼耐蝕堆焊層,且對堆焊層鐵素體含量、化學成分及耐晶間腐蝕性能提出要求。針對該問題,采用TIG堆焊在1.25Cr-0.5Mo鋼基材上制備347不銹鋼耐蝕層,采用該工藝實現(xiàn)小口徑管內(nèi)壁堆焊過程。對試件堆焊層進行無損檢測,同時對堆焊層化學成分、鐵素體含量、宏觀組織、微觀組織、力學性能和耐晶間腐蝕性能等檢驗項目進行驗證。結(jié)果表明,采用該堆焊工藝可以獲得優(yōu)質(zhì)的堆焊層,且堆焊層的各項性能指標均滿足產(chǎn)品要求。
關(guān)鍵詞: 堆焊工藝; 晶間腐蝕; 1.25Cr-0.5Mo鋼; 347不銹鋼
中圖分類號: TG 455
TIG surfacing process of 347 stainless steel on 1.25Cr-0.5Mo steel
Li Zhanbin1, Ma Ming1, 2, Xu Xiangjiu1, 2, Ding Tiejun1
(1. Harbin Boiler Company Limited, Harbin 150046,Heilongjiang, China;
2. State Key Laboratory of Efficient and Clean Coal-fired Utility Boilers, Harbin 150046, Heilongjiang, China)
Abstract: It was necessary to surfacing 347 stainless steel corrosion resistance layer on the inner wall of small diameter pipe of a pressure vessel, and ferrite content, chemical composition and intergranular corrosion resistance of surfacing layer were required. Focus on the problem, TIG surfacing was used to fabricate 347 stainless steel corrosion resistance layer on 1.25Cr-0.5Mo steel substrate, and surfacing process of inner wall of small diameter pipe was realized. Non-destructive test of surfacing layer of test specimen was carried out. Meanwhile, chemical composition, ferrite content, macrostructure, microstructure, mechanical properties and intergranular corrosion resistance of surfacing layer were verified. The results showed that surfacing layer with high quality could be obtained by the surfacing process, and performance indexes of surfacing layer met requirements of product.
Key words:? ?surfacing process; intergranular corrosion; 1.25Cr-0.5Mo steel; 347 stainless steel
0前言
某壓力容器產(chǎn)品有多個小口徑接管,其材質(zhì)為1.25Cr-0.5Mo型低合金耐熱鋼,需在接管內(nèi)壁堆焊347不銹鋼耐蝕層,且對堆焊層鐵素體含量、化學成分及耐晶間腐蝕性能提出要求。焊條電弧焊(SMAW)、熔化極氣體保護焊(GMAW)/藥芯焊絲氣體保護焊(FCAW-G)由于可達性限制均無法實現(xiàn)操作,因此只能選用TIG專機實現(xiàn)接管內(nèi)壁堆焊。
由于1.25Cr-0.5Mo鋼具有一定的淬硬傾向[1],且在1.25Cr-0.5Mo鋼上堆焊不銹鋼,基材和堆焊層的膨脹系數(shù)相差較大,焊接過程中將會產(chǎn)生較大的焊接應力,堆焊過程中應采取相應工藝措施避免出現(xiàn)裂紋;而且堆焊層焊后將經(jīng)歷熱處理,在敏化和碳遷移影響下,不銹鋼堆焊層及熔合區(qū)韌性降低,彎曲試驗結(jié)果不易合格,抗晶間腐蝕能力下降[2]。所以需要制定合理的焊接工藝方案,控制焊接過程中熱輸入,同時要考慮堆焊層化學成分稀釋率及耐晶間腐蝕性能,才能保證堆焊層性能滿足產(chǎn)品要求。
1焊接工藝參數(shù)對堆焊層性能的影響
堆焊過程中熱輸入、層間溫度、壓道量等因素都會對堆焊層性能產(chǎn)生較大影響。有研究表明堆焊時熱輸入量偏大、層道間溫度偏高的熔敷金屬中鐵素體含量明顯低于正常焊接規(guī)范[3],且層道間溫度過高時,會加劇熱影響區(qū)晶粒長大及碳化物的析出過程,使耐蝕層的耐蝕性降低[4]。壓道量直接影響堆焊層成形和焊縫性能,壓道量過小,易在焊道搭接處產(chǎn)生夾渣或凹槽,壓道量過大,會使焊道壓道不平整或產(chǎn)生咬邊,另外壓道量大小影響熔合比和稀釋率。因此,選擇合理的壓道量有利于堆焊焊縫的成形,保證堆焊層質(zhì)量[5]。綜上所述,制定了1.25Cr-0.5Mo鋼堆焊347型不銹鋼的工藝方案。
2焊接工藝及材料
為方便驗證堆焊工藝的可行性,試驗采用板狀試件,在平焊位置開展堆焊試驗,堆焊分為3層,第1層為過渡層,第2層和第3層為耐蝕層。焊前對基材待堆焊面進行無損檢驗,焊后對堆焊層進行無損檢驗。焊態(tài)下進行鐵素體含量檢驗和熔敷金屬化學成分檢驗,熱處理后進行彎曲試驗、硬度試驗、宏觀檢驗、微觀檢驗及耐晶間腐蝕性能檢驗。
2.1試驗材料
基材為1.25Cr-0.5Mo,試板規(guī)格為400 mm×300 mm,厚度為60 mm。過渡層堆焊焊絲為ER309L,焊絲直徑為1.2 mm,耐蝕層堆焊焊絲為ER347,焊絲直徑為1.2 mm。1.25Cr-0.5Mo鋼板與焊材熔敷金屬化學成分見表1。
2.2焊接工藝
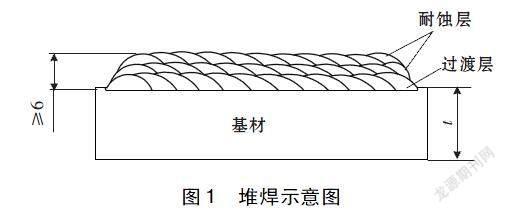
采用TIG焊接工藝進行堆焊。第1層采用1.2 mm ER309L焊絲進行堆焊,焊前進行預熱,考慮基材材質(zhì),過渡層預熱溫度不低于120 ℃,層道間溫度不大于250 ℃。第2層和第3層在室溫下采用1.2 mm ER347焊絲進行堆焊,層道間溫度不大于200 ℃,如圖1所示。采用4.0 mm鈰鎢極,電源型號為AEP-500,具體焊接工藝參數(shù)見表2。堆焊完成后,將試件加工為兩部分,一部分取樣進行鐵素體含量檢驗和熔敷金屬化學成分檢驗;另一部分進行665 ℃×22 h熱處理,熱處理后取樣進行力學性能檢驗、宏觀檢驗、微觀檢驗及耐晶間腐蝕性能檢驗。
3試驗方法
采用WE-60型液壓萬能材料試驗機進行彎曲試驗;采用AXIOVERT200MAT型金相顯微鏡及圖像分析系統(tǒng)進行宏觀檢驗、微觀檢驗;采用HVS-50型維氏硬度計和HB-3000型布氏硬度計進行硬度測試;采用YT-4B型試驗裝置和WYE-S100型彎曲試驗機進行晶間腐蝕試驗;采用MP30E-S型鐵素體檢測儀進行鐵素體含量測試。4試驗結(jié)果
4.1無損檢驗
按照NB/T 47013—2015《承壓設備無損檢測》對基材待堆焊面進行100%MT,堆焊后對堆焊層進行100%UT和100%PT,均未發(fā)現(xiàn)缺陷。
4.2彎曲性能檢驗
按照NB/T 47014—2011《承壓設備用焊接工藝評定》制備4個試樣,進行側(cè)彎試驗。試樣拉伸面焊縫和熱影響區(qū)均完好無缺陷,說明焊縫塑性良好,堆焊層與母材熔合良好。
4.3硬度檢驗
按GB/T 231.1—2018《金屬材料 布氏硬度試驗第1部分:試驗方法》對堆焊層表面進行硬度檢測,硬度平均值為191 HB,滿足產(chǎn)品堆焊層表面硬度不大于240 HB的要求。
4.4鐵素體含量檢驗
在焊態(tài)下,按ASTM A751-20《Standard test methods and practices for chemical analysis of steel products》檢測耐蝕層表面鐵素體數(shù),鐵素體數(shù)平均值為7.7,按GB/T 1954—2008《鉻鎳奧氏體不銹鋼焊縫鐵素體含量測量方法》中磁性法檢測距耐蝕層表面3 mm處堆焊層鐵素體數(shù)為7.3,均滿足產(chǎn)品耐蝕層鐵素體數(shù)介于3~8之間的要求。
4.5化學成分檢驗
在焊態(tài)下,按ASTM A751-20檢測距基材表面5 mm處耐蝕層化學成分,結(jié)果見表3。與合格指標對比,可以看出耐蝕層化學成分滿足產(chǎn)品要求。
4.6宏觀檢驗
對堆焊接頭進行宏觀檢驗,過渡層與基材熔合良好,過渡層與耐蝕層均未發(fā)現(xiàn)裂紋、氣孔等缺陷,如圖2所示。
4.7微觀金相檢驗
按GB/T 13298—2015《金屬顯微組織檢驗方法》對堆焊接頭進行微觀金相檢驗,包括熱影響區(qū)、過渡層和耐蝕層,結(jié)果如圖3所示。圖3a為基材和熱影響區(qū)金相組織,基材和熱影響區(qū)金相組織均為貝氏體。在熱影響區(qū)存在深度不一的脫碳層,過渡層與熔合區(qū)出現(xiàn)低碳馬氏體帶。圖3b為過渡層金相組織,金相檢驗顯示為奧氏體+少量鐵素體。圖3c為耐蝕層金相組織,金相檢驗顯示為奧氏體+少量鐵素體+碳化物,枝狀晶組織清晰可見。過渡層與耐蝕層均為柱狀晶。
4.8晶間腐蝕試驗
按照GB/T 4334—2008《金屬和合金的腐蝕 不銹鋼晶間腐蝕試驗方法》中E法,在耐蝕層取2個晶間腐蝕試樣,規(guī)格為80 mm×20 mm×3.5 mm,放在加有銅屑的硫酸-硫酸銅溶液中煮沸16 h進行晶間腐蝕試驗,通過彎曲試樣判斷晶間腐蝕傾向。在10倍放大鏡下觀察彎曲試樣外表面,均無因晶間腐蝕產(chǎn)生的裂紋,如圖4所示。
5結(jié)論
采用TIG堆焊在1.25Cr-0.5Mo上堆焊ER309L+ER347不銹鋼耐蝕層,獲得了無損檢驗合格的焊接接頭,堆焊層與基材熔合良好,彎曲試驗未發(fā)現(xiàn)缺陷,鐵素體含量、化學成分滿足產(chǎn)品技術(shù)條件要求,并且具有較好力學性能和耐晶間腐蝕性能,為保證產(chǎn)品良好穩(wěn)定運行提供了試驗數(shù)據(jù)支持。
參考文獻
[1]徐鍇, 馮偉, 鄒力維, 等. 工藝參數(shù)對帶極單層電渣堆焊層成分、成形及性能的影響[J]. 焊接, 2019(12): 32-36.
[2]柳昱, 包曄峰, 宋亓寧, 等. 敏化處理對2209雙相不銹鋼堆焊層點蝕行為的影響[J]. 焊接學報, 2020, 41(9): 33-38.
[3]李方亮, 程尚華, 邵珠晶, 等. 工藝參數(shù)對304L不銹鋼GTAW熔覆金屬中鐵素體含量的影響[J]. 焊接, 2020(3): 24-28.
[4]劉西洋, 楊淼森, 徐鍇, 等. 激光介入不銹鋼自保護藥芯焊絲MAG電弧堆焊熔滴受力分析[J]. 焊接學報, 2019, 40(9): 65-70.
[5]劉鳴宇, 吳義黨, 楊志鵬. CPR1000反應堆壓力容器大面積不銹鋼堆焊工藝探討[J]. 熱加工工藝, 2012, 41 (5): 187-189.
收稿日期: 2022-05-12
李戰(zhàn)斌簡介: 學士,工程師;主要從事鍋爐、壓力容器的焊接與熱處理技術(shù)工作;15663456083@163.com。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數(shù)理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術(shù)與機床(2015年10期)2015-04-09 07:06:00
