05Cr19Ni6Mn4MoCu2N奧氏體不銹鋼的焊接工藝
2022-11-07 23:30:05谷河,王龍權(quán)
機械制造文摘·焊接分冊 2022年4期
關(guān)鍵詞:焊接工藝
谷河, 王龍權(quán)

摘要: 室溫下,以鉻-錳-鎳-氮系奧氏體不銹鋼材料05Cr19Ni6Mn4MoCu2N試板為研究對象,采用手工TIG填絲焊接方法、V形對接坡口形式,以ER316L低碳焊絲為焊接材料,并采用小電流、快速焊的工藝施焊;借助萬能試驗機、光學顯微鏡等測試設(shè)備進行焊接工藝評定試驗。結(jié)果表明,05Cr19Ni6Mn4MoCu2N焊接接頭未見氣孔、裂紋、夾雜、過燒等缺陷,質(zhì)量優(yōu)良;焊接接頭平均抗拉強度690 MPa,優(yōu)于母材;焊接接頭彎曲試驗受拉面均未出現(xiàn)裂紋,焊接接頭的強度、塑韌性均滿足標準要求。故05Cr19Ni6Mn4MoCu2N試板的焊接工藝,為該項目的焊接生產(chǎn)提供技術(shù)支持和應(yīng)用指導(dǎo)。
關(guān)鍵詞: 奧氏體不銹鋼;? 焊接材料; 焊接工藝
中圖分類號: TG 442
Welding process of 05Cr19Ni6Mn4MoCu2N austenitic stainless steel
Gu He1, Wang Longquan2
(1.Zhejiang Jingsheng M&E Co., Ltd., Shaoxing 312000, Zhejiang, China;
2. Harbin Welding Institute Co.,LTD., Harbin 150028, Heilongjiang, China)
Abstract: At room temperature, Cr-Mn-Ni-N austenitic stainless steel 05Cr19Ni6Mn4MoCu2N test plate was used as the research object. Manual TIG with wire filling and V butt groove, ER316L low-carbon welding wire as the welding material, and welding process with small current and fast welding were applied. Tests of welding procedure qualification were carried out with universal testing machine, optical microscope and other testing equipment. The results showed that 05Cr19Ni6Mn4MoCu2N welded joints had no defects such as porosity, crack, inclusion and over-burn, and had good quality. The average tensile strength of welded joints was 690 MPa, which was better than that of base metal. No crack appeared on tensile surface of welded joints in bending test. The strength, plastic and toughness of welded joints met requirements of the standard. Therefore, welding process of 05Cr19Ni6Mn4MoCu2N test plate coulded provide technical support and application guidance for welding production of the project.
Key words:? austenitic stainless steel; welding material; welding process
0前言
在出口項目中,選用Cr-Mn-Ni-N系新型奧氏體不銹鋼材料05Cr19Ni6Mn4MoCu2N,其相當于美標S31608,具有高強度、高耐蝕性、易加工、易焊接等優(yōu)良特性。與傳統(tǒng)的以Cr,Ni元素為主的奧氏體不銹鋼相比,該系列材料通過加入Mn,N,Cu元素代替Ni元素促進奧氏體的形成,降低了不銹鋼材成本,增加產(chǎn)品技術(shù)附加值,達到節(jié)鎳的目的,并提高鋼材的性價比優(yōu)勢。如Mo元素的加入不僅使不銹鋼的基體強化,提高鋼的高溫強度和蠕變性能,而且使不銹鋼的鈍化膜穩(wěn)定,提高其耐腐蝕性;Cu元素在耐腐蝕方面,也增加了對非氧化性酸的耐腐蝕性。
目前,國內(nèi)05Cr19Ni6Mn4MoCu2N的焊接尚無相關(guān)項目經(jīng)驗可供參考,這無疑給生產(chǎn)過程中的焊接工藝的選擇帶來較大的困難。文中采用手工鎢極氬弧焊(GTAW)填絲焊接,對05Cr19Ni6Mn4MoCu2N進行焊接工藝評定,通過對焊接接頭的力學性能和金相組織的分析,得出科學而且實用的焊接工藝數(shù)據(jù),進而為項目的推進和后期工藝的推廣提供技術(shù)支持和應(yīng)用指導(dǎo)。105Cr19Ni6Mn4MoCu2N的焊接性
1.105Cr19Ni6Mn4MoCu2N成分及性能
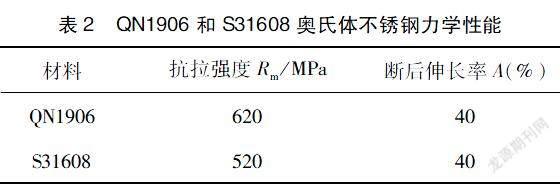
05Cr19Ni6Mn4MoCu2N供貨狀態(tài)為單一奧氏體組織,牌號QN1906。其化學成分和力學性能見表1和表2。與S31608相比可知,提高了Cr,N含量,降低了Ni和Mo的含量,PREN值有所提升,保證了材料的抗腐蝕性能(業(yè)界以耐點蝕當量 PREN 來衡量鋼鐵產(chǎn)品的耐腐蝕性,最小值設(shè)定為 10.0,PREN = Cr + 3.3Mo + 30N-Mn);同時保證了優(yōu)異的力學性能。提升N含量替代Ni,在達到奧氏體化的同時,降低了材料制備對Ni的消耗量,在提高材料抗點蝕和縫隙腐蝕能力的同時又促進晶粒細化,減少鐵素體和形變馬氏體的形成[1]。
1.2焊接性分析
QN1906供貨狀態(tài)單一的奧氏體組織,無冷裂傾向,焊接過程不需要預(yù)熱。相對于其它不銹鋼具有優(yōu)良的焊接性,焊接過程中存在的主要問題為晶間腐蝕、熱裂紋。
1.2.1晶間腐蝕
晶間腐蝕產(chǎn)生主要原因是奧氏體不銹鋼在450~850 ℃敏化區(qū)間時,過飽和的碳向奧氏體晶粒邊界擴散,并與晶界的鉻化合成碳化鉻(Cr23C6),造成奧氏體邊界貧鉻[2-5]。當晶界附近金屬Cr含量(質(zhì)量分數(shù))低于12%時,就失去了抗腐蝕能力,在腐蝕介質(zhì)作用下,產(chǎn)生晶間腐蝕。其中C含量是影響奧氏體不銹鋼晶間腐蝕的最主要因素,當不銹鋼中的C含量小于0.03%時晶間腐蝕敏感性大大降低,其敏感性隨C含量的增加而增加。
1.2.2熱裂紋
熱裂紋是奧氏體不銹鋼焊接接頭的一種常見焊接缺陷[6-8],分為結(jié)晶裂紋、液化裂紋等形式。產(chǎn)生主要原因:①焊后接頭中存在較大的內(nèi)應(yīng)力;②奧氏體不銹鋼中的硫、磷等雜質(zhì)與鐵形成低熔點共晶,合金元素之間或與雜質(zhì)間作用也可形成低熔點化合物和共晶;③奧氏體不銹鋼結(jié)晶區(qū)間大、方向性強,雜質(zhì)偏析較嚴重。
結(jié)合產(chǎn)品結(jié)構(gòu)設(shè)計及現(xiàn)有焊工技能等現(xiàn)有情況,選擇合適的焊接工藝可有效消除QN1906焊接性問題。例如合適的焊接方法及焊接材料,合理的焊接過程控制等。
2焊接工藝過程
2.1焊接方法
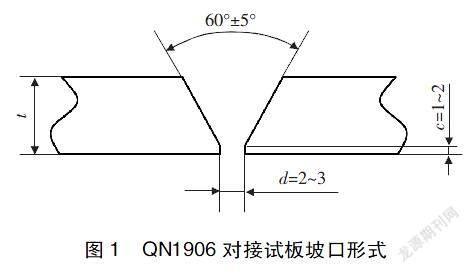
QN1906母材規(guī)格350 mm×150 mm×6 mm。選用手工TIG填絲焊,以獲得更優(yōu)的抗腐蝕性能[9];焊機型號為YC-400TX,氬氣(99.99%)保護,正面保護氣體流量為8~12 L/min,反面保護氣體流量為6~7 L/min,坡口形式如圖1所示。
2.2焊接材料
根據(jù)奧氏體不銹鋼的焊接材料選用要點[10],即等強、等性能、等成分的原則。即保證了焊接接頭強度也保證了接頭性能滿足產(chǎn)品服役條件。經(jīng)對比分析后,最終選用ER316L(牌號:H022Cr19Ni12Mo2Si)低碳型氬弧焊絲,低碳型焊絲更助于提升焊接接頭耐晶間腐蝕能力。
2.3焊接工藝參數(shù)
焊接工藝參數(shù)的選擇對接頭的耐腐蝕性和抗熱裂性能有至關(guān)重要的影響。若焊接熱輸入過大,焊接接頭在高溫和敏化區(qū)間停留時間長,冷卻速度減慢,不僅造成焊接接頭的晶粒組織粗大,而且加重Si及有害雜質(zhì)元素的偏析,同時導(dǎo)致貧鉻區(qū)域的形成,造成接頭的熱裂紋傾向增大,耐腐蝕性能下降[11-12]。焊接過程中應(yīng)盡可能的控制熱輸入,采用小電流、快速焊的方式,同時控制層間溫度不大于100 ℃;焊接后,焊縫為銀白色或金黃色最佳。
QN1906試板的焊接工藝參數(shù)見表3。焊前坡口及焊縫兩側(cè)50 mm范圍內(nèi)進行去除油污等清潔工作;坡口最好采用冷加工形式制作,文中采用坡口機加工。
3焊接工藝評定試驗及結(jié)果分析
3.1焊接接頭組織分析
焊接接頭經(jīng)射線和滲透檢測結(jié)果均為I級焊縫。焊接接頭熔透性較好,實現(xiàn)了單面焊雙面成形,未見氣孔、裂紋、夾雜等缺陷。試板焊接接頭微觀組織如圖2所示,焊接接頭由焊縫、熔合區(qū)和熱影響區(qū)組成,焊縫區(qū)組織依附熔合區(qū)以柱狀晶向焊縫中心生成,熱影響區(qū)由于受熱的影響晶粒有所長大,出現(xiàn)孿晶,母材處晶粒細小均勻,為單一奧氏體組織。
3.2拉伸試驗結(jié)果分析
按照NB/T 47014—2011《承壓設(shè)備焊接工藝評定》中規(guī)定,進行拉伸試驗,其取樣位置如圖3所示,拉伸試驗結(jié)果見表4,由表中數(shù)據(jù)可知,抗拉強度大于母材抗拉強度,即焊接接頭滿足技術(shù)要求,斷裂后試樣如圖4所示。
3.3彎曲試驗結(jié)果分析
按照NB/T 47014—2011《承壓設(shè)備焊接工藝評定》中規(guī)定,進行橫向彎曲試驗(取樣參照圖3),在焊接接頭范圍內(nèi)截取2個面彎和2個背彎試樣,彎心直徑24 mm,彎曲角度180°,彎曲試驗結(jié)果見表5,試樣彎曲后如圖5所示,用放大鏡觀察受拉面均未出現(xiàn)超標裂紋,試驗結(jié)果符合標準要求,表明焊縫金屬有足夠的韌性和塑性。
3.4晶間腐蝕試驗結(jié)果分析
用不銹鋼硫酸-硫酸銅腐蝕試驗方法(GB/T 4334—2020 E法)進行晶間腐蝕試驗。在 10 倍放大鏡下觀察彎曲試樣外表面,無因晶間腐蝕產(chǎn)生的裂紋,滿足項目要求。在焊接過程中,始終使用較小熱輸入,控制較低的層間溫度,盡量減少接頭在敏化區(qū)的停留時間;焊縫中鐵素體均勻分布在奧氏體晶界中,阻隔晶界延伸,有效降低了焊接接頭的晶間腐蝕的傾向。
4結(jié)論
(1)選用ER316L(H022Cr19Ni12Mo2Si)焊絲進行焊接,滿足05Cr19Ni6Mn4MoCu2N的力學性能的要求,可以用于該項目產(chǎn)品的焊接生產(chǎn)。
(2)05Cr19Ni6Mn4MoCu2N選用鎢極氬弧焊進行焊接,使用較小的熱輸入,控制較低的層間溫度,可以獲得優(yōu)質(zhì)的焊縫接頭,滿足材料服役條件。
參考文獻
[1]夏明生, 田志凌, 彭云, 等. 高氮奧氏體不銹鋼的氮化物析出及其對焊接性影響[J]. 焊接學報, 2005, 26(12): 108-112,128.
[2]明珠, 王克鴻, 王偉, 等. 焊絲含氮量及焊接電流對高氮鋼焊縫組織和性能影響[J]. 焊接學報, 2019, 40(1): 104-108.
[3]羅宏, 龔敏. 奧氏體不銹鋼的晶間腐蝕[J]. 腐蝕科學與防護技術(shù), 2006(5): 357-360.
[4]張述林, 李敏嬌, 王曉波, 等. 18-8奧氏體不銹鋼的晶間腐蝕[J]. 中國腐蝕與防護學報, 2007, 27(2):124-128.
[5]周杰, 張明渝, 李志洋, 等. 高氮不銹鋼與675高強鋼焊接接頭微觀組織與力學性能[J]. 焊接, 2022(2): 6-10.
[6]方乃文, 黃瑞生, 楊義成, 等. 填充金屬對08Cr19MnNi3Cu2N低鎳含氮奧氏體不銹鋼MAG焊接頭組織性能的影響[J]. 機械制造文摘—焊接分冊, 2019(6): 20-25.
[7]李偉, 奚泉, 張怡典. 18-8型奧氏體不銹鋼焊接熱裂紋的分析[J]. 機械制造文摘——焊接分冊, 2014(6): 23-24.
[8]張興田, 丁有元, 王建軍, 等. 奧氏體不銹鋼管道焊接熱裂紋缺陷模擬方法[J]. 焊接, 2008(12): 55-57.
[9]張俊旺, 王文先, 王保東, 等. 奧氏體不銹鋼焊接接頭抗腐蝕性能研究[J]. 太原理工大學學報, 2006(3):310-312.
[10]付洪亮, 毛雅麗. 奧氏體不銹鋼的焊接特點及焊條選用[J]. 石油和化工設(shè)備, 2009(6): 56-57.
[11]穆宏偉, 劉潔, 白永杰, 等. 焊接熱循環(huán)對奧氏體不銹鋼254SMo組織與性能的影響[J]. 焊接, 2017(12): 23-27.
[12]陳滿乾. 00Cr14Ni14Si4奧氏體不銹鋼的焊接[J]. 焊接, 2001(9): 43-44.
收稿日期: 2022-06-16
谷河簡介: 學士,工程師;主要從事新材料焊接工藝開發(fā)和應(yīng)用及焊接結(jié)構(gòu)設(shè)計的研究;695293889@qq.com。
猜你喜歡
科技與創(chuàng)新(2017年1期)2017-02-16 20:34:01
建材發(fā)展導(dǎo)向(2016年6期)2017-01-17 18:20:56
山東工業(yè)技術(shù)(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術(shù)企業(yè)(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術(shù)企業(yè)(2015年22期)2015-06-15 21:49:25
