Q420B鋼板對接焊工藝探討
2017-02-16 20:34:01施志強
科技與創新 2017年1期
關鍵詞:焊接工藝
施志強

摘 要:目前,Q420B高強鋼已經廣泛應用于輸電線路鐵塔中,而Q420B高強鋼的焊接工藝還不成熟、不規范。以Q420B鋼板對接焊為例,通過闡述Q42B鋼板對接焊的過程,為Q420B鋼板的對接焊和Q420B高強鋼的焊接工藝提供了參考依據。
關鍵詞:Q420B鋼板;對接焊;焊接工藝;焊接性
中圖分類號:TU758.16 文獻標識碼:A DOI:10.15913/j.cnki.kjycx.2017.01.123
近年來,由于我國南方地區的自然災害不斷,對輸電線路鐵塔造成了嚴重的損壞,而且我國電力事業正朝著能源節約型方向迅猛發展。因此,Q420B高強度鋼開始被應用于輸電線路鐵塔中。Q420B高強度鋼是一種剛被引入輸電線路鐵塔行業中的新型鋼種,目前其焊接工藝還很不成熟。在輸電線路鐵塔加工中,焊接是一道非常重要的工序,而焊接件則往往是鐵塔中受力比較大的關鍵聯接構件。這些焊接件往往會因焊接質量問題,使其機械性能下降,出現裂紋,甚至開裂,進而會給電網帶來很大的損害。為此,本文就Q420B鋼板對接焊進行了探討。
1 Q420B鋼板的焊接性分析
由于在鐵塔中,420B鋼板焊接要求很高的強度、硬度、耐磨性和機械性能,所以我們首先對其焊接性能進行分析。Q420B的化學成分如表1所示。
表1 Q420B的化學成分
牌號 化學成分(質量分數)/(%)
C Mn Si S P
Q420B 0.17 1.44 0.27 0.006 0.011
從表1可以看出,Q420B鋼板作為母材,其含碳量較高,且含有大量合金元素,我們根據國際焊接協會(IIW)推薦的碳當量(CET)計算公式來計算這一鋼板的焊接性能:
CET=C+(Mn+Mo)/10+(Cr+Cu)/20+Ni/40(%).
(1)
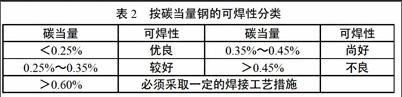
計算可得Q420B的CET=0.314%.而根據表2,我們可以看出Q420B的焊接性能不良。
表2 按碳當量鋼的可焊性分類
碳當量 可焊性 碳當量 可焊性
<0.25% 優良 0.35%~0.45% 尚好
0.25%~0.35% 較好 >0.45% 不良
>0.60% 必須采取一定的焊接工藝措施
綜合上述數據和零件本身的剛性(厚度16 mm),我們可以得出:Q420B板淬硬傾向較為嚴重(C、Cr均是淬硬性元素),焊接性不良,且其焊接性的主要內容就是防止裂紋和內部缺陷的產生。要取得滿意的拼接效果,我們既要合理選擇焊接材料,又要制訂相應的焊接工藝措施。
2 焊接材料的選擇
2.1 過渡層材料的選擇
因母材有較強的淬硬傾向,焊接過渡層是必不可少的,它是拼接成功與否的關鍵一環。選擇過渡層材料的原則是:焊材的含碳量要低,塑性要好。因此我們選用了抗裂性較好的低氫型焊條純鐵焊條J350,成功地解決了過渡層產生裂紋的難題。
2.2 工作層材料的選擇
由于這類焊接板表面要承受著較大的載荷,因此要求其表面具有較高的強度、硬度和耐磨性。但此對接縫只是連接焊縫,并非工作焊縫。基于這個前提,我們選擇了ER55-G氣保焊絲,取得了滿意效果。
3 焊接工藝
3.1 焊前準備
3.1.1 坡口的制備
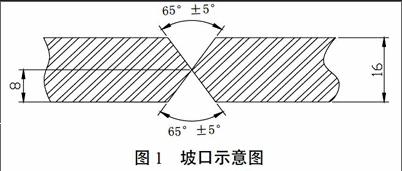
由于Q420B的淬硬傾向極為嚴重,為了防止坡口制備過程中淬硬層和微細裂紋的出現,我們采用機加工方式制備坡口,如圖1所示。
圖1 坡口示意圖
3.1.2 坡口區域的清理
對坡口區域進行全面、徹底的清理,保證焊縫坡口處平整、無毛刺、無裂紋、無氣割熔瘤、夾層等缺陷,清除影響焊縫質量的附著物存在,例如油、銹、氧化皮等。
3.1.3 裝配對接
裝配對接要求兩板之間不留間隙,且坡口板厚方向無錯邊,裝配點焊要求預熱50~80 ℃后實施,且定位焊焊縫不宜超過設計焊縫的2/3(但要有一定的厚度),定位焊長度宜為30~50 mm,間隔不宜超過600 mm,以保證接頭有一定的剛性,在翻身施焊過程中不至于開裂。
3.1.4 防變形措施
為保證鋼板拼接完成后角變形不會超差,且機械矯正角變形不易引起焊縫開裂,我們除采用交錯翻身施焊的方法外,特別采用了剛性固定法,沿焊縫方向每隔400 mm點焊一工藝“碼子”,如圖2所示。
3.1.5 焊條在焊前除氫
氫對焊接質量是非常有害的,它使焊接冷裂紋具有延遲性。而焊接時,氫主要來源之一是焊接材料—焊條。因此,在焊前要對焊條進行烘干去氫處理,即在350 ℃下烘干1 h。
3.2 焊前預熱
預熱是指在焊接開始前對焊件的全部(或局部)進行加熱的工藝措施。預熱的目的是減少焊接區和結構整體的溫差,溫差越小,越能使焊縫區和結構整體盡可能地均勻冷卻,從而減小內應力,對于易裂的母材和剛性大的焊件,常采用此法。
根據SMS DEMAG公司沿用的SN200標準,焊前預熱溫度視母材材料分析而定,與母材碳當量相關,其預熱溫度(TP)的推薦計算公式如下:
由此可計算出Q420B的最佳預熱溫度在85 ℃左右,因此我們采用遠紅外線履帶片加熱器輔以氧-丙烷加熱坡口區域至80 ℃后開始施焊。
4 施焊
在焊接過程中,由于對焊縫加熱時間過長,連續焊往往造成較大的變形,所以我們采用分段退焊法,使局部焊縫造成的變形適當減小或相互抵消,從而達到減小總體變形的目的。
另外,焊縫區金屬由于在冷卻收縮時受阻會產生拉伸應力,在層道焊后冷卻的過程中,可用渣錘或風鏟敲擊焊縫金屬(為防止產生裂紋,敲擊應在焊縫塑性較好的熱態下進行),促使焊縫金屬產生塑性變形,以抵消焊縫的一部分收縮,從而起到階段性減小焊接應力的作用。焊接過程及焊接規范如表3所示。
5 層間溫度的控制
保證一定的層間溫度,可以使熔池中的氣體充分析出,雜質元素偏析分散,不會呈集中連續狀,同時后焊焊道對前一焊道及其熱影響區進行再加熱,使再加熱區的組織和性能發生變化,形成細小晶粒,塑性韌性得到改善。因此,我們通過采用連續施焊和相關保溫措施,使層間溫度一直保持在250 ℃左右。
6 后熱保溫(時效)
加熱至80~200 ℃,保溫5~20 h或更長時間,然后空冷,稱為時效處理。施焊完畢后,對對接縫采用這種處理方式,達到了穩定組織尺寸、消除殘余應力、消除氫脆傾向的良好效果。
7 結束語
通過以上一系列工藝措施的嚴格執行,Q420B鋼板對接縫無裂紋出現,且對接縫錯邊小于2 mm。Q420B鋼板的成功對接焊為高強度鋼材的施焊提供了比較規范、成熟的焊接工藝。
〔編輯:王霞〕
猜你喜歡
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年22期)2016-11-01 12:31:00
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年23期)2015-06-24 23:22:35
中國高新技術企業(2015年22期)2015-06-15 21:49:25