不銹復合鋼板的焊接
2016-11-01 12:31:00周潔逯志亮
中國科技博覽 2016年22期
關鍵詞:焊接工藝
周潔++逯志亮
[摘 ?要]通過分析不銹鋼復合板的焊接性,制定了不銹復合鋼板的焊接工藝措施,比較全面地總結了不銹鋼復合板的焊接技術要求。
[關鍵詞]不銹復合鋼板 ?焊接性 ?焊接工藝 ? 焊接要求
中圖分類號:TV547.6 文獻標識碼:A 文章編號:1009-914X(2016)22-0002-01
前言
不銹鋼復合板是由覆層(不銹鋼)和基層(珠光體鋼)復合軋制而成的雙金屬,由覆層保證耐蝕性能,由基層滿足結構的強度和剛性的要求,這樣可以節約大量不銹鋼,具有良好的經濟價值。不銹鋼復合板由于具有良好的綜合性能和價格優勢,在石油化工、食品工業等領域得到日益廣泛的應用。
一、不銹復合鋼板的焊接性分析
不銹復合鋼板的焊接,為珠光體鋼與奧氏體不銹鋼兩種母材的異種鋼焊接,這兩種材料的熱物理性能、化學成分和金相組織上均存在較大差異,焊接過程中可能會出現以下問題:
1.由于Cr、Ni元素在焊接過程中部分被燒損,使得焊縫中的Cr、Ni含量降低,影響覆層的耐腐蝕性【1】
2.由于基層焊縫對覆層焊縫的稀釋作用,降低焊縫中的Cr、Ni含量,增加覆層焊縫的含碳量,使基層焊縫的Cr、Ni含量增大,易導致基層焊縫中形成脆硬的馬氏體組織,容易產生裂紋,影響焊縫強度。[2]
3.基層焊接時可能熔化不銹鋼覆層使得合金元素摻入而導致基層焊縫金屬嚴重硬化和脆化,易于產生裂紋。
二、焊接工藝措施
由于不銹復合鋼板特殊的焊接性,一般在焊接不銹復合鋼時在基層與覆層之間增加一過渡層,這是不銹鋼復合板焊接的主要特點。復層焊縫和基層焊縫之間,以及復層焊縫與基層母材交界處宜采用過渡焊縫。基層和復層的過渡層焊接是不銹鋼復合板焊接的關鍵。
1.焊接方法的選擇
焊接不銹鋼復合板時,基層大都采用焊條電弧焊。對于直徑大、厚度大的不銹鋼復合板產品,基層也可以采用埋弧焊。基層采用埋弧焊的優越性是多方面的:生產效率高、焊縫質量優、表面成形美觀、勞動條件好、節省焊接材料和電能。過渡層和復層焊接,最常用的方法是焊條電弧焊。
2.焊接材料的選擇
過渡層位于覆層與基層的交界處,為減少基層對覆層焊縫金屬的稀釋作用,補充焊接過程中金屬元素的燒損,焊條電弧焊接時,可采用含鉻、鎳量高的焊條,如E309-15、E310-15,以減少稀釋的作用,并補充合金元素的燒損。基層與覆層的焊接材料原則上采用與母材材質相應的焊接材料。[3]
3.坡口設計
應根據圖樣要求或工藝條件選用標準坡口或自行設計坡口。不銹鋼復合板的坡口應有利于減少過渡層焊縫金屬的稀釋率。
(1)坡口開在覆層側,加大了過渡層和覆層的焊接量和不銹鋼焊條的消耗,但是在容器外面清根的方式更容易受到操作者的歡迎。同時預先去除部分覆層材料,使基層與覆層完全分開,可避免在焊基層時可能會熔掉覆層材料的弊端,從結構上保證焊接質量。[4]
(2)坡口開在基層側,減少了過渡層和覆層的焊接工作量以及不銹鋼焊條的消耗,但是在容器內部清根,易對覆層金屬造成滲碳層和飛濺落在覆層表面留下腐蝕隱患,同時容器內部工作環境較外部惡劣,碳弧氣刨容易給操作者造成危害。
4.裝配定位焊
裝配焊件時要求以覆層為基準對齊,尤其不同厚度組隊時,如果覆層錯邊量大,則會影響覆層面的焊接質量,所以錯邊最好不要超過1mm。定位焊一定要焊在基層上,長度控制在10-30mm范圍內。
5.焊接順序
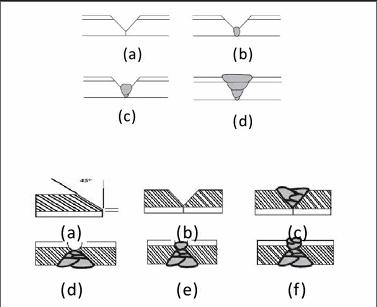
焊接宜先焊基層,再焊過渡層,最后焊覆層(如圖1、圖2所示)。
(1)基層的焊接
焊接基層焊道不得觸及和熔化覆層,焊接基層時時,其焊道根部或表面,應距覆層界面1-2mm。根據基層厚度、材質以及結構等因素,必要時可采用適當的預熱處理。
(2)過渡層的焊接
焊接過渡層時,要在保證熔合良好的前提下盡量減少基層金屬的熔入量降低熔合比。為此應采用較小直徑的焊條或焊絲以及較小的焊接線能量。過渡層的厚度應不小于2mm。[5]
(3)覆層的焊接
焊接覆層時,要注意保護覆層的表面,防止焊接飛濺物損傷覆層表面,不得在覆層表面隨意引弧、焊接卡蘭、吊環以及臨時支架等。覆層焊縫表面應盡可能與覆層表面保持平整、光順。對接焊縫余高不大于1.5mm。
三、焊接要求
為了保證不銹復合鋼板原有的綜合性能,應對基層、過渡層和覆層分別進行焊接。不銹復合鋼板焊接時,應注意以下幾點:
1.嚴格按照圖紙、焊接工藝和有關標準進行施焊。
2.遵循先焊接基層,再焊接過渡層,最后焊接覆層的焊接順序。
3.為防止焊接飛濺,施焊前需在不銹復合鋼板坡口兩側100mm范圍內刷涂防飛濺涂料。
4.定位焊縫只允許采用焊接基層金屬的焊條在基層金屬面上施焊。
5.基層的焊接,應嚴防基層焊縫熔化到不銹鋼的過渡層甚至覆層焊縫,以免少量高鉻、高鎳的不銹鋼成分稀釋到珠光體鋼焊縫中形成馬氏體組織而發生硬化。在不銹鋼一側的基層焊縫盡量采用無飛濺的焊接方法(例如埋弧焊、非熔化極氬弧焊等),因為珠光體鋼的飛濺會在覆層表面造成腐蝕。
6.焊接過渡層時,為減小稀釋率,在保證焊透的條件下,應盡可能采用小直徑焊條,并采用小焊接參數直流反接進行焊接,以降低基層對過渡層焊縫的稀釋。
7.復層焊接時,為保證焊接質量,必須控制焊接熱輸入,應采取多層多道快速不擺動焊法,盡量采用小的焊接熱輸入和電流,并快速焊接。復層焊接時,不應預熱和緩冷,有時甚至采取強制冷卻措施,以盡量減少焊縫在400~850℃溫度區間的停留時間,防止焊縫產生奧氏體晶界局部貧鉻,析出σ脆性相,產生475℃脆性,從而保證焊縫金屬具有良好的力學性能和抗晶間腐蝕性能。
四.結束語
在不銹復合鋼板的焊接過程中采取的大多數工藝措施都是圍繞減少熔合比而制定的,隨著不銹復合鋼板的廣泛應用,只有嚴格的遵循焊接工藝的有關規程,才能更好的把握不銹復合鋼板的焊接工藝,解決各種不銹復合鋼板焊接結構中出現的問題。
參考文獻
[1] 高青.20g+AISI405復合鋼板的焊接.維修與改造,2000.
[2] 胡華忠,閆建義.不銹復合鋼板的焊接工藝探討.化工施工技術,1998,20(5).
[3] 中國機械工程學會焊接學會編.焊接手冊.北京:機械工業出版社,1992.
[4] 郭晶.國內復合鋼板產品焊接中存在的問題分析.石油化工設備.
[5] 鄒增大等.焊接材料、工藝及設備手冊.北京:化學工業出版社,2001.
猜你喜歡
科技與創新(2017年1期)2017-02-16 20:34:01
建材發展導向(2016年6期)2017-01-17 18:20:56
山東工業技術(2016年24期)2017-01-12 09:38:25
科學與財富(2016年29期)2016-12-27 16:07:51
中國高新技術企業(2016年30期)2016-12-20 04:00:34
科技視界(2016年23期)2016-11-04 12:46:10
中國科技博覽(2016年13期)2016-07-13 02:54:28
科技視界(2016年1期)2016-03-30 23:10:15
中國高新技術企業(2015年23期)2015-06-24 23:22:35
中國高新技術企業(2015年22期)2015-06-15 21:49:25
中國科技博覽2016年22期