基于QC模式下的提升給排水立管套管安裝一次成功率研究
2022-11-12 02:31:04劉燕飛張小娜相素芬
科海故事博覽 2022年31期
關鍵詞:施工
劉燕飛 張小娜 相素芬
(1.山東信誠建筑規劃設計有限公司,山東 東營 257000; 2.中天昊建設管理集團股份有限公司,山東 東營 257000)
給排水管道立管套管安裝是大型建筑施工中必不可少的一項工序,其安裝一次成功率的高低直接決定著整個工程的施工效益及后續管道運行效率[1-3]。然而統計分析國內各類型建筑的給排水管道立管套管安裝發現,能夠確保套管立管安裝一次成功率高于90%的項目非常少,幾乎所有的項目都需要多次返工,對施工效益產生了嚴重影響,因此,通過科學有效的措施解決給排水管道立管套管安裝一次成功率低的問題刻不容緩。而基于立管套管安裝全過程控制的QC模式可以實現該工序關鍵節點的全要素分析,為解決安裝一次成功率低難題提供了良好思路。
1 給排水立管套管安裝一次成功率現狀調查
針對該綜合體已完成施工的給排水立管套管進行分析,共抽檢294個套管,其中安裝一次成功率僅為83%,針對自檢出現的情況,通過數據分類匯總,找出了影響給排水立管套管安裝一次成功率的5個因素,其中在這5個影響因素中,有一項為:“套管不居中”,占據了78%的比例,占比最高。因此,要想實現更高的套管安裝一次成功率,解決套管不居中問題最關鍵。
2 給排水立管套管安裝時存在問題的要因確認
按照QC模式的流程從人、機、料、法、環五個方面就給排水管道立管施工過程中出現的套管不居中問題進行了全要素起因評價,并統計出總共有11項末端因素對造成套管產生不居中問題產生了作用,并分析出這11個末端因素中有3個最為關鍵,分別是預留孔洞位置存在較大偏差、套管臨時固定程度不夠、全過程監督質檢員不足。
2.1 預留孔洞位置偏差
吊線后預留孔洞偏差標準值為:-2cm≤ΔL≤+2cm,通過采用常用工具線墜隨機抽查6 層立管的共24個預留孔洞,抽查結果發現不合格點數合計有13個,50%以上預留孔洞無法滿足按照給水排水工藝標準進行套管的安裝,如果繼續施工,空間不足必然造成套管無法居中,而套管不居中是影響管井套管的安裝質量的最重要的因素。
2.2 套管臨時固定不牢固
居中偏差值≤3mm是套管臨時固定時的最低標準,并且要用直尺或居中固定工具進行專門測量。而通過對所有正在管井套管安裝的班組進行檢查,結果發現所有安裝過程都是為了加快施工進度沒有進行專業校對,僅僅是通過簡單的水平尺進行找平后用肉眼進行判斷,然而肉眼判斷存在很大的漏洞,現場抽檢了10個套管的居中偏差值,統計數據得出,居中偏差值平均偏差達3.5mm,合格率僅為80%,大大超過了套管居中的標準,嚴重拉低了套管安裝一次成功率。
2.3 配備質檢員人數不足
按照標準要求每個班組配備質檢員≥1,項目部配備質檢員≥2,且巡查記錄表必須有套管專項檢查記錄,然而在實際檢查中發現部分班組沒有安排質量監督巡查員,并以兼職為主,整個項目部專業質檢員更是只有1個,而給排水管道工程不僅體量大而且工期緊,這導致作業現場難以形成有效的質量監督,質檢記錄和質檢效果都大打折扣,嚴重影響了套管安全一次成功率。
3 針對給排水立管套管安裝時存在問題的應對策略
3.1 預留孔洞位置偏差解決措施
由于預留孔洞施工根據剪力墻、柱子、梁等進行定位,而每層結構施工存在偏差,因此不同樓層的預留孔洞中心存在一定偏差,而建筑工程標準要求偏差值不得超出2cm。對此,通過安排現場施工員對預留孔洞全部用線墜吊線檢測,對超出2cm的孔洞進行現場整改,以打鑿孔洞為主,并確保打鑿寬度與套管安裝所需寬度之間有至少1cm的富余寬度。打鑿孔洞作業效果由質檢員進行現場查驗,如果存在打鑿寬度不符合標準的問題則現場立刻進行整改,直到符合標準為止。
3.2 套管臨時固定不牢固解決措施
針對安裝現場在進行套管居中后無法便捷地進行臨時固定問題,提出了設計制作一種工具的解決措施,該工具用于套管和管道之間起限位作用,實現套管居中后的有效固定,以便進行套管塞縫封口[4-5]。考慮到套管數量非常大,為確保設計工具應用效果,進一步提升作業效率,在原設計工具基礎上提出了利用φ5號鋼筋按照計算尺寸加工成Y字形,下半部作為手柄,上半部成等邊直角三角形,三角形的3點分別卡住套管的3點將套管固定,然后根據居中作業時管道表面與套管內側的間距計算出三角形上的3個限位點,具體樣式如圖1所示。
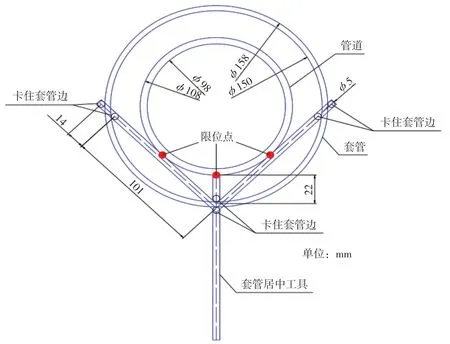
圖1 居中固定工具大樣圖
工具加工完成后,馬上到現場進行測試,測試結果表明該工具可以有效確保套管有效居中,居中度偏差幾乎可以忽略不計。
3.3 配備質檢員人數不足應對措施
按照《給水排水施工工藝標準》要求全面配齊現場質檢員,并在實時更新質量檢查表的同時增加套管質量檢查項目,具體實施細則如下:
1.班組質檢員每天需全數檢查套管安裝質量,若有不合格套管,應立刻通知班組長當天進行整改,并將不合格數量登記在檢查表中,并向項目部質檢員匯報檢查情況。
2.為預防班組質檢員疏于職守,項目部質檢員每天對班組質檢員提交的質量檢查記錄表進行抽檢。
3.為了激勵班組重視施工質量,結合現場質檢效果和整體安裝一次成功率高低,對班組長、施工員、質檢員進行分級獎懲。
4 措施效果
4.1 預留孔洞位置查驗
采用線墜隨機抽查了后續施工的4層立管的共16個預留孔洞,抽查結果如表1所示。
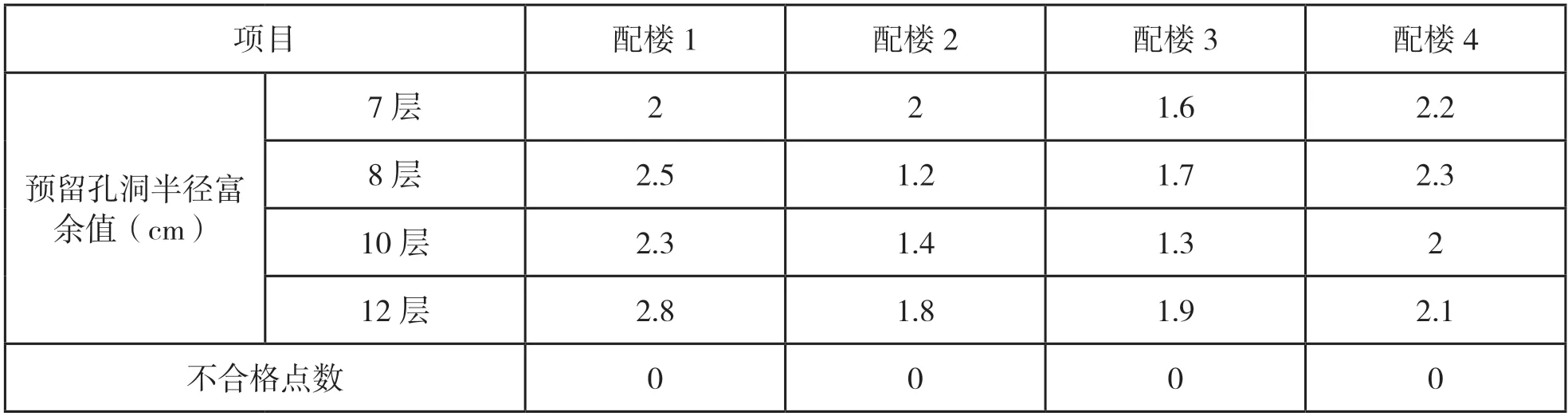
表1 預留孔洞半徑富余值統計表
數據表明,通過針對性措施的應用預留孔洞半徑富余值完全符合標準,實現了該末端要素的有效控制。
4.2 套管居中偏差查驗
使用居中固定工具后的套管居中偏差值,每棟樓各抽檢60個套管,將合格率、平均偏差匯總統計如表2所示。
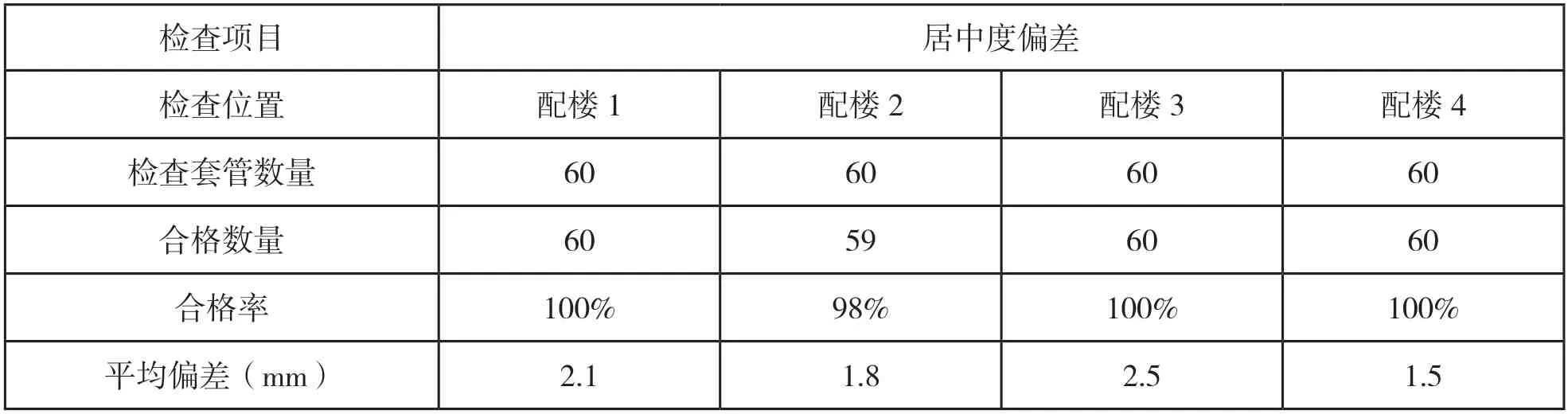
表2 套管居中度統計表
數據表明,對策實施后僅有1個套管因不水平造成居中度不達標,其余套管居中度偏差均在3mm范圍內,抽檢合格率在98%以上,且在檢查過程中全員應用了居中固定工具。
4.3 質檢員有效配備
結果顯示,質檢員充足配備并實施全過程質檢后,特別是分級獎懲措施的實施有效發揮確保了現場安裝人員的積極性,再沒有發現因操作問題而導致一次按照成功率低的情況。
4.4 總體效果
通過上述多項措施的實施,對相關配樓后續施工的給排水立管套管進行了初步驗收,共驗收1552個,套管一次安裝成功數為1496個,一次成功率為96.4%,并對不合格的56個套管進行調查分析后發現,經過針對性措施實施后,因套管不居中因素導致一次安裝不成功的比例由原來的78%降低到28%,給排水立管套管安裝的一次成功率也由 83%提高到96.4%,大大超過了項目的預設目標,有效提升了經濟效益。
5 結語
通過開展基于QC模式下的提升給排水立管套管安裝一次成功率研究,從現場的具體情況出發對大型建筑給排水立管套管的安裝和相關的技術措施進行探討研究,明確了導致一次成功率較低的主要影響因素是套管不居中,而導致套管不居中的三個主要原因是預留孔洞位置偏差、套管臨時固定不牢固以及現場配備質檢員人數不足,而在此基礎上依據QC控制模式采取的針對性預防及控制措施有效解決了套管不居中問題,大大提升了套管安全一次成功率,取得了良好的經濟效益。
猜你喜歡
建材發展導向(2022年18期)2022-09-22 07:13:20
建材發展導向(2022年12期)2022-08-19 02:33:10
建材發展導向(2022年10期)2022-07-28 03:04:36
建材發展導向(2021年22期)2022-01-18 06:12:46
建材發展導向(2021年19期)2021-12-06 03:20:50
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年12期)2021-07-22 08:06:58
建材發展導向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產業(2016年2期)2016-03-01 01:25:48
