二維動態顯微鏡的光學系統設計
2022-11-12 10:23:50路雨桐馮大偉向陽劉永坤呂思航
長春理工大學學報(自然科學版) 2022年5期
路雨桐,馮大偉,向陽,劉永坤,呂思航
(長春理工大學 光電工程學院,長春 130022)
線紋尺是幾何量計量的主要的實物標準,隨著工業和科學技術的發展,線紋計量更廣泛地應用于精密機床和加工中心的坐標位移測量、測繪中大長度的遙感精密測量等各個領域[1],而如今在超精密影像測量儀、光學顯微鏡、坐標測量機等幾種工業生產最重要設備的校準和溯源中[2-3],所使用的線紋樣板刻劃從單一直線發展為十字線、圓環、矩形等多種形式,因此,實現對二維線紋樣板的高精度標定對線紋計量尺度由一維至二維的發展具有重要意義。
在2017年中國計量院研制出的新型1 m激光干涉比長儀中,對一維線紋尺的測量不確定度達到U=(0.1+0.1L)μm(k=3,L-m),達到國內先進水平,其中一維光電顯微鏡對準裝置對準精度在k=1時優于30 μm[4]。
為實現二維線紋樣板的溯源測量,解決在樣板溯源測量中對二維線紋樣板的高精度對準這一關鍵問題,在一維動態光電顯微系統的基礎上,設計了一種應用于比長儀的二維動態光電顯微鏡光學系統。系統由分光系統、物鏡成像系統、觀察系統、照明系統組成;其中,分光系統采用消偏振分光棱鏡,消除多次折反射后由于偏振使分光光束強度不一致的情況,保證了差分電信號幅度的一致性;照明系統為科勒照明,在物面形成均勻照明;物鏡成像系統采用兩對雙膠合物鏡,結構簡單,可適用于現有大部分不同線寬、線間距、形狀的線紋尺;觀察系統將到達狹縫的像成于分劃板再經二次反射成像于CCD圖像傳感器上,便于調整較準狹縫于線紋位置及方向。相較于一維動態光電顯微鏡,系統結構緊湊小巧;改目視調整系統為CCD調整,操作性強;整體光學系統結構簡單,成像質量和光學參數均達到了系統指標要求。
1 工作原理
1.1 比長儀工作原理
激光干涉比長儀的總體結構如圖1所示,比長儀主要以動態非接觸的光學定位方法瞄準被測長度,其中光電顯微鏡作為瞄準工具。
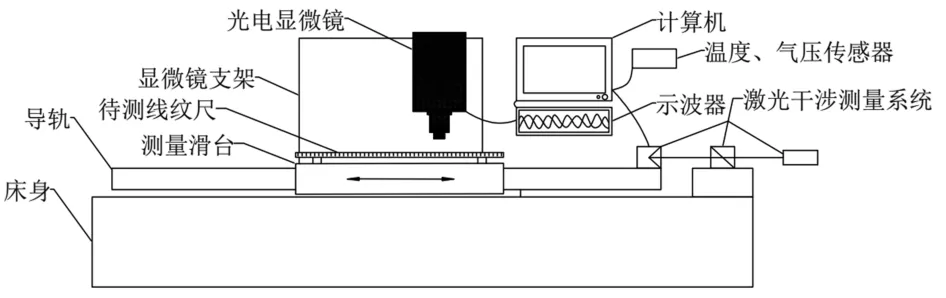
圖1 激光干涉比長儀總體結構圖
測量時,待測線紋尺隨精密氣浮測量滑臺沿一方向勻速移動,線紋移動的變化量經光電轉換變為交流電信號。刻線中心經過動態光電顯微鏡時,會發出采樣脈沖,實現對刻線黑度中心的瞄準,并觸發雙頻激光干涉儀讀數,得到線紋的位置信息,同時利用環境參量測量法修正空氣中激光波長以及材料溫度膨脹系數對測量結果的影響[5]。其中,光電顯微鏡的瞄準精度直接影響線紋尺的標定精度。
1.2 二維動態光電顯微鏡工作原理
如圖2所示,二維動態光電顯微鏡基于一維動態光電顯微鏡[6],采用雙狹縫瞄準方式,照明系統在刻尺面形成均勻照明,成像系統及分光系統將X、Y兩個方向的線紋分別成像在兩組狹縫上,狹縫寬與線紋像寬相近,狹縫部分透光,其余部分鍍亮鉻,以便使狹縫及線紋的像經觀察系統被CCD所接收;狹縫后接光電倍增管,在線紋尺沿一方向移動時,到達狹縫的像移動造成狹縫處光通量變化,經光電倍增管轉化為電信號,觀察系統與狹縫調整系統相配合使每組的兩狹縫在空間方向上錯開約為一個狹縫寬度的距離,且每一方向的狹縫與線紋像相平行,因而獲得兩列具有一定相位差的鐘形信號,利用差分原理取兩列信號交點作為刻線中心位置,供激光干涉儀讀數。

圖2 二維動態光電顯微鏡原理框圖
2 顯微鏡光學系統設計
2.1 總體光路設計
對基于二維動態光電顯微鏡的工作原理,顯微鏡的總體光路圖如圖3所示,總體光學系統由物鏡成像系統、照明系統、觀察系統組成,以分光系統聯結,對三部分光學系統分別進行設計,進行整合。系統工作波段為可見光波段,縱向光路總長小于300 mm,保證系統體積精巧,且適于比長儀實際安裝使用需求。

圖3 顯微鏡的總體光路圖
2.2 物鏡光學系統設計
線形二維線紋線寬值一般為4~20μm,線間距200~500μm,圓形線紋直徑一般為0.1~0.5 mm,刻尺截面有直線及U型,如圖4所示即為二維線紋標準器的一種形式。
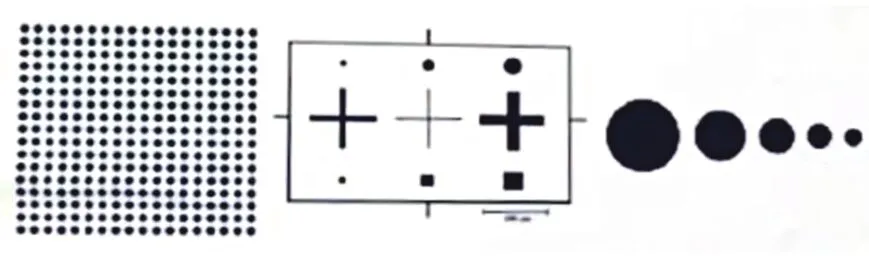
圖4 二維線紋標準器示例
結合使用需要,綜合考量如下幾點:為保證對準精度,顯微鏡分辨率應高于線紋尺線紋最小線寬;為便于調整,任意時刻視場中應至少有一條刻線;不同線寬的線紋成像寬應與狹縫寬相近以獲得較高的靈敏度和信噪比[7-8];鏡頭工作距應可適應不同形狀厚度的刻尺;顯微鏡縱向尺寸不宜過大。確定顯微物鏡參數要求如表1所示。
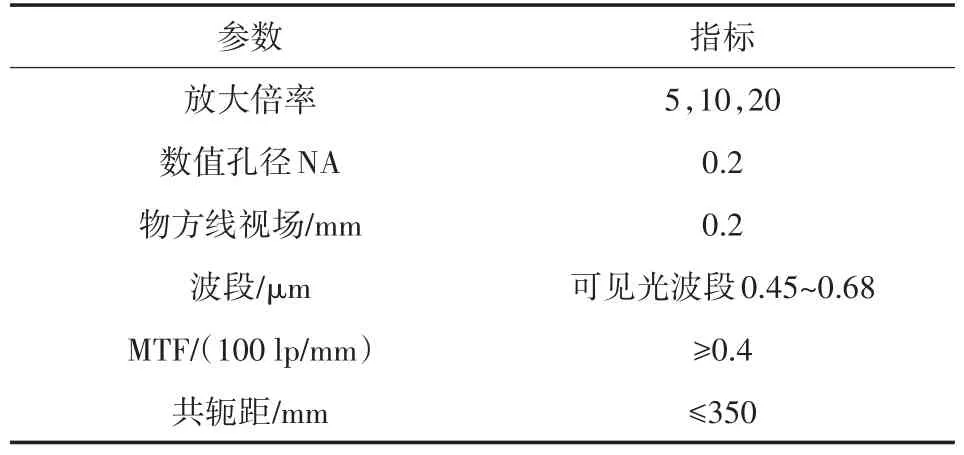
表1 顯微物鏡設計參數要求
由于系統的數值孔徑較大,為矯正產生的高級球差,采用李斯特物鏡,即一組雙膠合透鏡的形式來減小系統的像差,以得到更好的成像效果。采用物方遠心光路消減物平面在光軸方向移動產生的誤差[8],從而很大程度上提高系統的精度;為方便控制顯微系統共軛距,對系統進行倒置設計[9]。運用Zemax軟件進行優化,首先設計10倍物鏡系統,在保持共軛距與一膠合透鏡不變的情況下對另一膠合透鏡進行優化,最終得到5、10、20倍物鏡光學系統結構圖如圖5(a)、圖 5(b)、圖 5(c)所示,光學調制傳遞函數(MTF)如圖 6(a)、圖 6(b)、圖 6(c)所示。
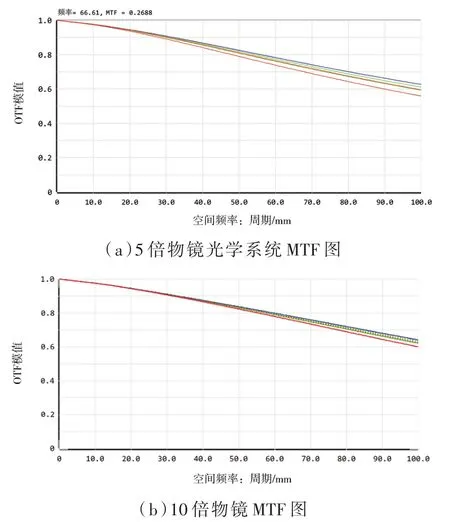
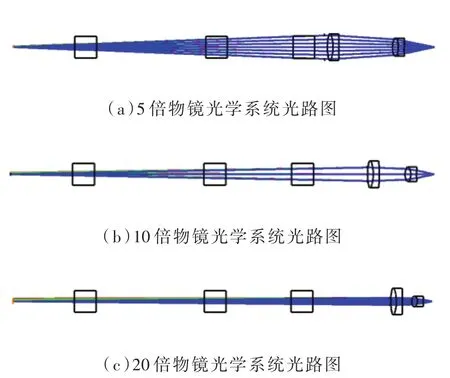
圖5 物鏡光學系統光路圖

圖6 物鏡光學系統MTF圖
可見5、10、20倍物鏡在100 lp/mm處所有視場MTF值均大于0.5,滿足成像需求。最終設計結果如表2所示。
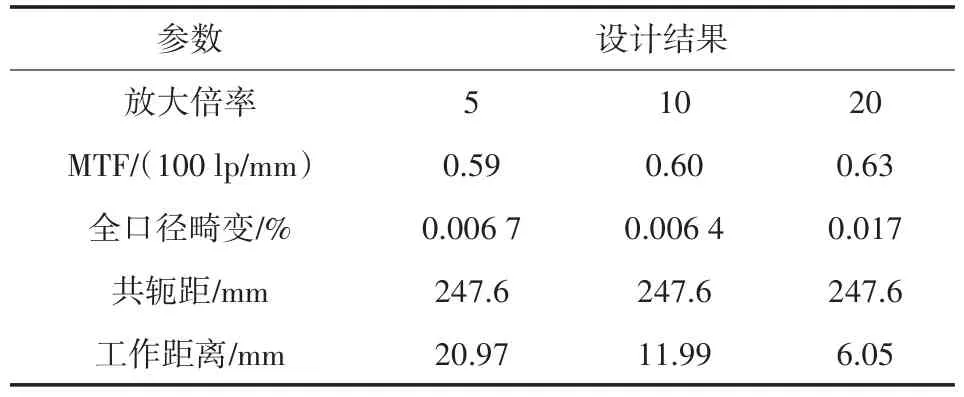
表2 顯微物鏡設計結果
2.3 照明系統設計
目前顯微鏡的照明方式以科勒照明為主,主要用于不透明材質的刻尺。科勒照明的光源成像在物鏡入瞳面上,光源發出的光經集光鏡成像于后置可變光闌上,聚光鏡再將此光源成像在物鏡的入瞳面上。前置可變光闌位于集光鏡之后,并被聚光鏡成像于物面上,調節后置可變光闌可以使照明系統與不同數值孔徑的物鏡相匹配,調節前置可變光闌則可以改變物面上的照明范圍[10]。
在本文設計的光電顯微系統中,以20倍物鏡成像物鏡代替科勒照明的聚光鏡進行照明光學系統設計。光源選型為Nikon C-FLED2光纖光源,數值孔徑0.18,取光源直徑大小為0.02 mm,光源發出的光,經過聚光鏡及分光棱鏡后成像于孔徑光闌位置處,通過物鏡后成像于無窮遠處,在物平面上獲得一個均勻的照明。設計的透鏡光路如圖7所示,配合5、10、20倍物鏡最終照明面相對照度及光跡圖如圖8-圖10所示,驗證照明均勻度均符合照明要求。

圖7 照明光學系統光路圖
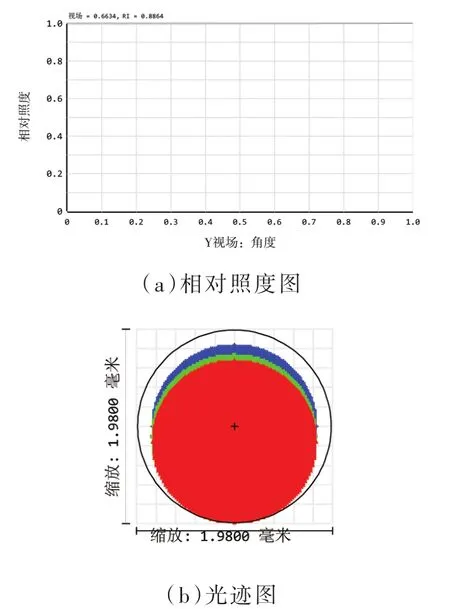
圖8 5倍照明光學系統設計結果

圖9 10倍照明光學系統設計結果

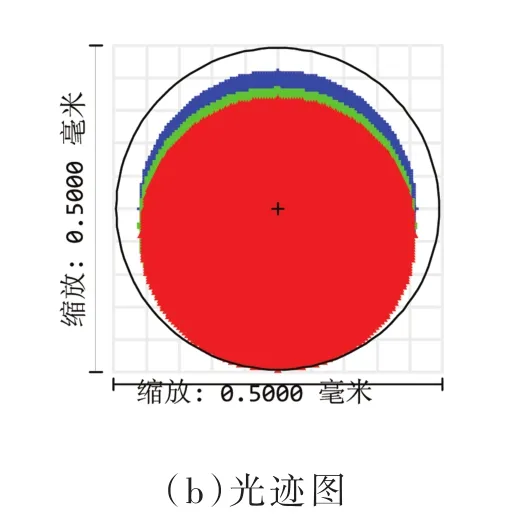
圖10 20倍照明光學系統設計結果
2.4 觀察系統設計
為了對刻線在狹縫處的成像情況進行觀測及調整,刻線在狹縫處的像經光電倍增管反射和物鏡成像中間像于分劃板上,再經二次成像于CCD上,其中分劃板作為調整狹縫與線紋之間相對位置的基準,由于不做測量用途,因而不對光學系統分辨率做過高要求。
CCD選型為加拿大灰點相機GRAS-50S5M-C,傳感器尺寸為2/3″,像元尺寸3.45μm,使用時功耗小、發熱低,因而減小由于溫度變化對實驗精度的影響。
根據所選CCD分辨率及屏幕尺寸,為保證CCD傳感器接收到的像高大于1/2傳感器屏幕尺寸,設計CCD觀察系統的參數為:線視場2y=6 mm,放大倍率0.5~1倍,最終設計放大倍率為0.83倍,符合設計要求,且受實際比長儀機械結構限制,在光路中加入一五棱鏡實現光路90°偏折,設計觀察系統的透鏡結構圖及像質評價如圖11(a)、圖11(b)、圖 11(c),可見 50 lp/mm處兩像面各視場MTF值均大于0.2,符合成像需求。
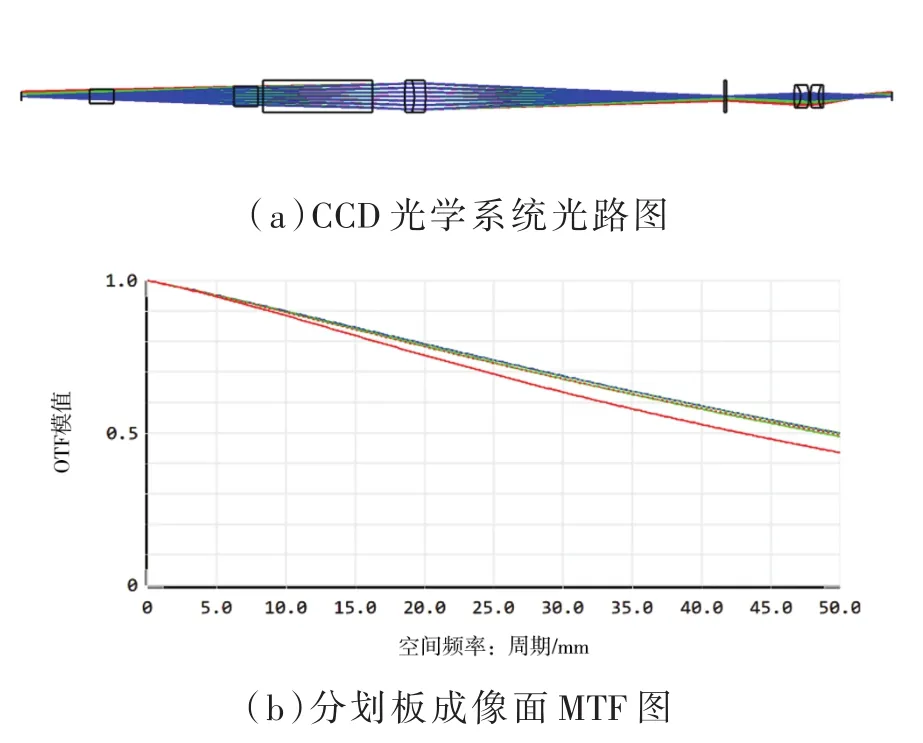
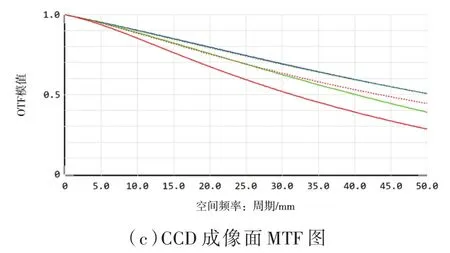
圖11 CCD光學系統設計結果
3 公差分析
在光學設計完成后,為避免光學系統在加工、裝配時由于公差分配不合理而導致的成像性能下降的問題,利用敏感度蒙特卡洛分析法對成像光學系統穩定性進行分析,并為它制定合理的公差分配,確保光學系統的成像質量能夠達到要求[11]。表3所示為經過公差分析計算后各元件允許的公差容限,并且表中所有的公差容限在實際加工及裝配中均可實現。
在表3所示的公差容限下,對該系統執行1 000次蒙特卡洛分析,分析結果如表4所示。系統數據表明在合理的公差容限下系統成像質量均可達到要求。

表3 系統各元件允許的公差容限

表4 公差分析計算結果
4 結論
本文介紹了一種應用于二維線紋樣板檢測的二維動態光電顯微鏡的工作原理,給出了光學系統的具體結構和參數,5、10、20三種不同的倍率可適應不同寬度的線紋,考慮到不同樣板尺的厚度和形狀,對應6~20 mm的工作距離,保證系統適用范圍全面;設計對準精度高,可滿足對高精度線紋樣板的檢測要求。在充分考慮結構要求、加工成本后,設計了一高分辨率、高精度、加工簡單、加工成本低的二維動態光電顯微鏡,解決了二維線紋樣板的對準問題,在工業生產與檢測等領域有著廣闊的應用前景。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17