基于實測數據陣列式多組件虛擬裝配技術研究
2022-11-12 10:23:50詹睿朱運東林雪竹郭麗麗唐鈺
長春理工大學學報(自然科學版) 2022年5期
關鍵詞:優化
詹睿,朱運東,林雪竹,郭麗麗,唐鈺
(長春理工大學 光電工程學院,長春 130022)
在現場裝配中,受防熱結構組件制造偏差、裝配偏差以及工裝定位偏差等因素的影響,會造成組件間間隙階差結果超差,防熱結構組件間產生的間隙階差對裝配的質量起關鍵作用。通過數字化三維測量技術獲得防熱結構組件的真實物理狀態信息,取代理論數模進行裝配過程仿真,并預測出因設計不當而引起的裝配干涉,可以提前對組件進行修整或調姿,減少裝配的次數,提高裝配的效率和質量[1]。
目前對于部件間干涉的修配方法多半是人工操作,憑手工測量和視覺判斷反復試裝、修配或者調整姿態,導致工作量大,裝配效率降低。傳統的通過軟件進行數字化預裝配,對產品進行裝配仿真檢測干涉的方式也只是針對理論CAD模型,對于實際構件裝配產生的干涉并未涉及[2]。
首先基于實測點云數據,進行點云分割,提取特征點,建立間隙階差數學模型。其次以防熱結構組件設計間隙階差為約束條件,建立目標函數,優化求解調姿參數,最后經過調整尋優位姿,達到滿足技術要求的最佳位姿。該方法可高效、高精度地實現組件裝配調整,為后續裝配提供指導意見。
1 間隙階差數學模型建立
以線式點云數據為例,由于組件結構邊界部分存在微小圓角,邊界各個位置點的間隙階差不同。根據各個邊界點,分割得到相應的子點云,提取對縫邊界特征點,計算各子點云間隙階差值。
1.1 點云分割
點云區域分割時首先確定分割方向,通過構造包圍盒,沿包圍盒主軸方向劃分區域。圖1中,包圍盒1234-5678可由最小坐標點1(xmin,ymin,zmin)和最大坐標點 7(xmax,ymax,zmax)確定,并與XYZ坐標系方向一致。以X軸為分割方向,可得其中一分割面 1′2′3′4′。
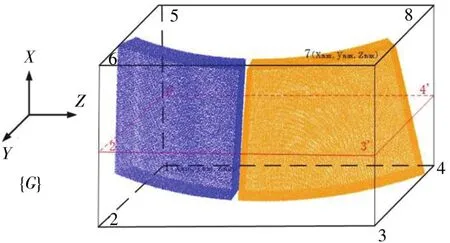
圖1 沿包圍盒主軸方向分割
將點云劃分至各等分區間,如圖2所示,設分割方向為X軸,則第i個分割面的x坐標xi=xmin+i× seg(i=0,1,…,U),其中 seg=(zmax-zmin)/U為區間高度,U為區間數。

圖2 等區間分割
在分割面內任取不共線的三點即可確定分割面方程,點為Pti(xi,yi,zi),i=0,1,2,分割面法矢為:

分割面方程為:

式中,常數項D=-Ax0-By0-Cz0。
區域Ui在相鄰分割面Pi和Pi+1之間,則按式(2)確定數據點與區域的歸屬關系為:

遍歷所有點云數據,若點滿足式(3),則該點劃歸區域Ui。
1.2 切片特征點提取
點云數據用三角化網格曲面表示。在三角網格面中,通過判斷鄰接三角形數量來提取三角網格的邊界點,對每一條邊做邊界邊判斷,鄰接三角形的個數為1的邊為邊界邊,個數為2的邊為內部邊[3],從邊界邊中提取邊界點。
將式(4)邊界點投影到全局坐標系{G}的XOZ面,設其法向量為(a,b,c),則點(xi,yi,zi)在XOZ面ax+by+cz+d=0上投影點為(x′i,y′i,z′i)。

遍歷兩側所有點云,應用估算數據點曲率算法[4],曲率較小的點視為角點,提取出兩側邊緣點上下角點。對縫側上下角點之間的點即為邊緣點,如圖3所示。

圖3 邊緣點提取
線式點云是有序點云,設掃描線點個數為n,第i條掃描線邊緣點為pi0,pij(0≤j≤n)為第i條掃描線邊緣點pi0向后第j個點。如圖4所示,取單條掃描線單側的點云數據,計算點pij曲率,計算相鄰兩點的曲率差,并設定閾值δ,設第一個曲率差小于閾值δ的點為pi,s,角點區域為pij(0≤j≤s),角點區域之外的點即為平面擬合點pij(s+3≤j≤s+20)。所用平面擬合算法為特征值法[5]。
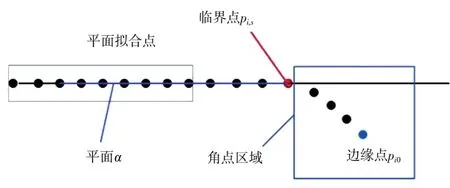
圖4 掃描線特征點劃分
1.3 數學模型建立
根據線式點云數據的特點,構建間隙階差數學模型,如圖5所示。將平面α平移至經過左側臨界點qi1(x1,y1,z1)得到平面α′(設方程為ax+by+cz+d=0)。記第i條掃描線的實測階差Flusui為qi2到平面α′的歐式距離,公式如下:
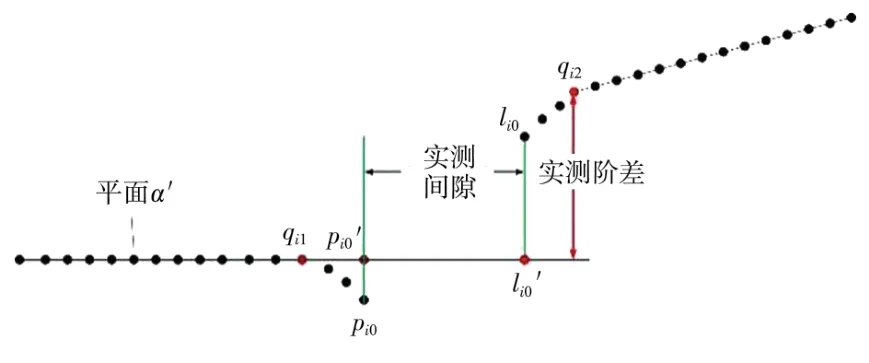
圖5 基于實測數據的間隙階差模型

掃描線右側邊緣點li0投影至平面α′,得到點li0′,左側邊緣點pi0投影至平面α′,得到點pi0′。記pi0′與li0′的點間距為該掃描線實測間隙Gapi。則該點云切片實測間隙值為:

2 基于實測數據的虛擬裝配位姿參數優化建模與仿真
虛擬裝配的關鍵是移動組件的位姿調整。移動組件為實測數據,移動組件的初始位姿為與理論數模最佳擬合匹配之后的位置。求解移動組件當前位姿參數,優化求解移動組件的位姿。各防熱結構組件間隙階差通過位姿調整優化,可得到與目標間隙階差稍有不同的目標間隙階差,在滿足約束條件下,優化求解出移動組件的裝配最佳目標位姿,進而實現組件間虛擬裝配調姿仿真。
2.1 位姿參數求解
防熱結構組件局部坐標系相對于空間全局坐標系的坐標轉換關系可用位姿矩陣表示,如下:

式中,R∈R3×3為姿態矩陣;T∈R3×1為平移矩陣。
將移動組件局部坐標系在裝配空間全局坐標系下的位置姿態參數定義為位姿參數向量:

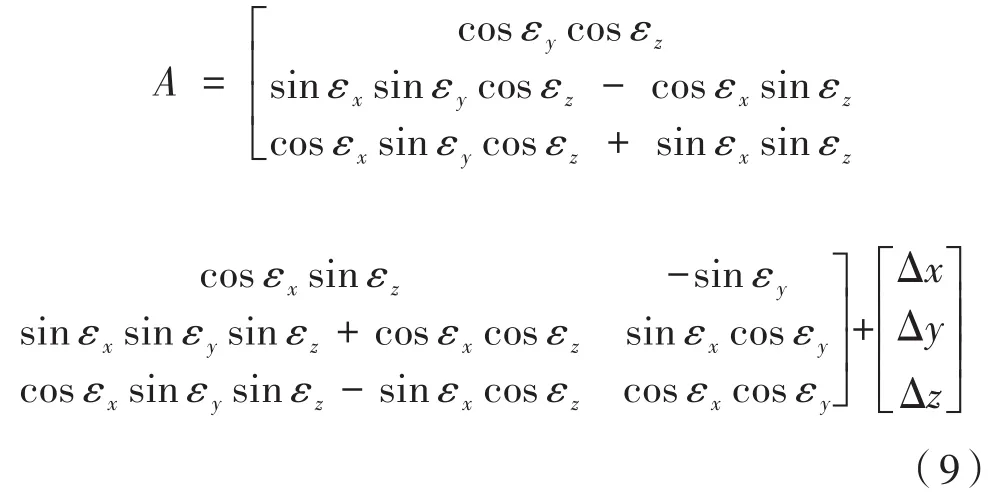
式中,[ΔxΔyΔz]T為位置分量;Δx、Δy和 Δz分別為局部坐標系原點各分量在全局坐標系中的位置;[εx,εy,εz]為姿態分量,εx、εy和εz分別為局部坐標系各軸線相對于全局坐標系的歐拉角。位姿參數向量與位姿矩陣的關系如下:
采用三點法求解移動組件的當前位姿參數[6]。
2.2 虛擬裝配目標位姿優化
在全局坐標系下的目標間隙階差已知,但是存在裝配、測量、加工、制造等誤差,因此,實際的裝配位姿已經無法等同于目標位姿[7]。且位姿尋優后移動組件與固定組件之間各切片點云數據已不同于調姿前用于計算的各切片點云數據,需重新對點云進行分割,計算各切片間隙階差,再次優化位姿,在切片進行間隙階差計算,直至實際間隙階差與其目標間隙階差的匹配誤差最小,移動組件調姿到目標最優位姿。
2.2.1 目標函數建立
移動組件是點云數據,設移動組件共有n個點,第i(i=1,2,…,n)個點在裝配全局坐標系{G}中的實際位置向量為,位姿優化后的點云數據目標位置向量為,如圖6所示。
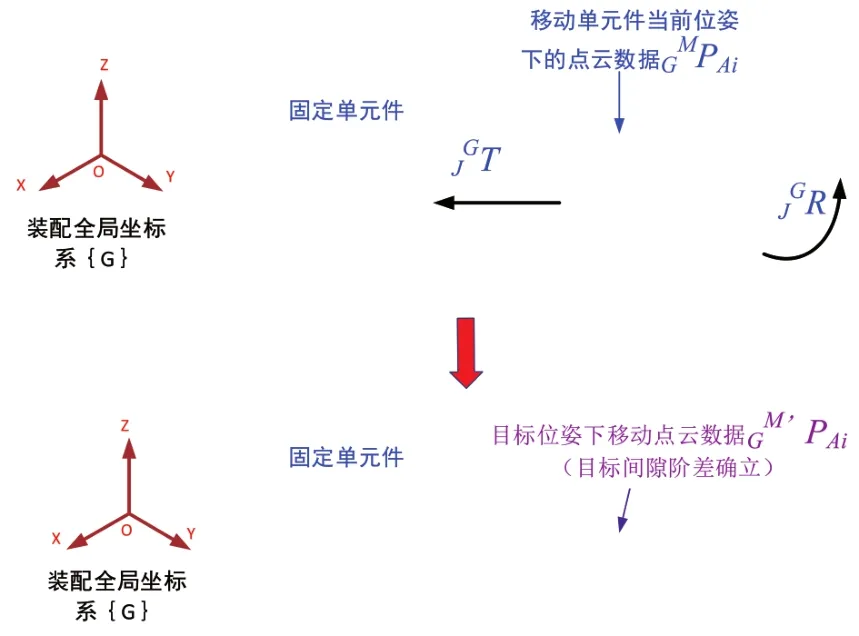
圖6 裝配調姿示意圖
在以v=(ΔxΔyΔzεxεyεz)T為調姿參數向量對移動組件進行位姿優化后,移動組件點云數據在{G}中的位置為:


式中,k=1,2,…,l為分割點云得到切片的個數。為當前位姿固定組件的點云切片特征點與移動組件的點云切片特征點根據式(5)和式(6)在{G}中計算所得裝配組件間各點云切片的間隙和階差。
間隙階差優化求解,采用平方加權構造目標函數,移動組件裝配調整后的最佳位姿等同于目標函數最小,即:

間隙階差誤差均需在允許的范圍內,即:

2.2.2 優化求解
采用量子粒子群優化算法[8]對裝配目標位姿進行最優化求解。設置適應度函數f(v)為式(12),目標位姿中的6個參數可作為粒子的6個維度,則第i個粒子表示為一個6維的向量,i=1,2,…,N。將待求解的目標位姿作為由N個粒子組成的一個粒子群中的一個粒子i,粒子i調姿參數為:

其中粒子的更新方程為:


設置迭代次數t=1 000,設置粒子數,m=100,n為總維數,n=6;設置調姿參數的上下限為-10~10,設置初始參數為0。
Pm為全部粒子的平均最好位置;pij為第i個粒子第j維度下的個體歷史最優值;Gj為粒子群體的全體最優值;φ和uij(t)服從(0,1)的均勻分布;α為收縮擴張系數,一般隨迭代而更新,初始一般取為0.8,更新公式為:

式中,α1、α2分別為α的初始值和最終值;Tmax為預設的最大迭代次數。
QPSO算法步驟簡述如下:
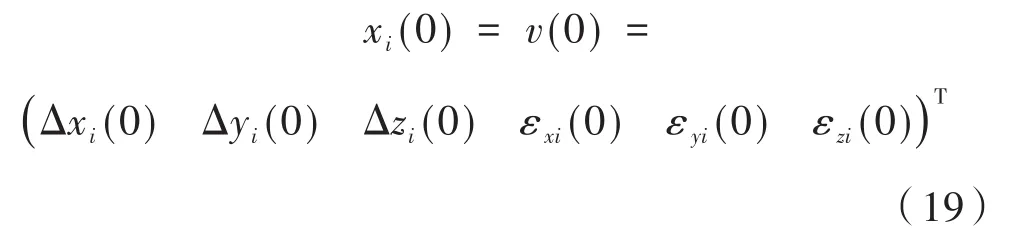
(1)初始化粒子群中各粒子的位置Xi(0),如公式(19)所示,6個調姿參數為移動部件當前位姿,初始位姿個體最優位置Pi(0)=Xi(0);
(2)由式(15)計算本次迭代中所有粒子的平均最優位置Pm;
(3)對比粒子i第t次和第t-1次迭代適應值,如果f[Xi(t)]>f[Pi(t-1)],則Pi(t)=Pi(t-1),否則Pi(t)=Xi(t);
(4)計算該次迭代的全局最優位置,即G(t);
(5)對比個體和群體的最優值更新全局最優值,如果f[Pi(t)]>f[Gi(t-1)],則G(t)=G(t-1),否則G(t)=Pi(t);
(6)根據式(18)計算粒子的新位置;
(7)重復步驟(2)至步驟(6),直至滿足循環結束條件。
得到滿足條件的最小適應度值fmin(v),可得調姿參數向量v。
由于優化后計算間隙階差特征點發生變化,優化得到的間隙階差與當前位姿下實際間隙階差有偏差,需重新進行點云分割計算間隙階差,調整移動組件,直至最優目標位姿。調整流程圖如圖7所示。
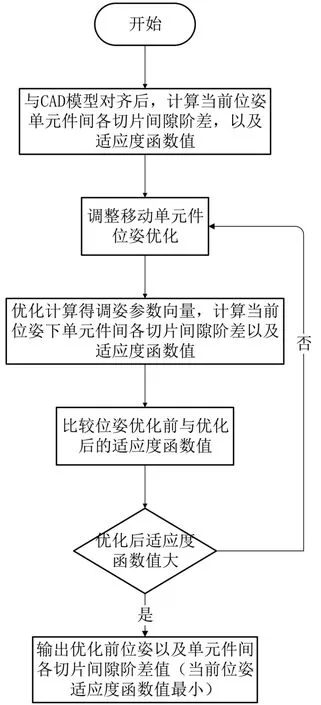
圖7 調整步驟
2.3 仿真
以兩塊實測防熱結構組件為例,將兩塊防熱結構組件最佳擬合匹配至理論數模下,如圖8所示。

圖8 全局坐標系下的實驗組件點云數據
左邊為固定組件,右邊為移動組件。最佳擬合匹配過后的移動組件在全局坐標系下的位姿為初始位姿。對組件點云分割4次得到5塊切片,去掉中間兩個切片,如圖9所示。
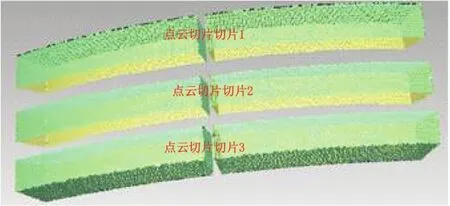
圖9 組件點云切片
提取切片點云特征點,計算3塊點云間隙階差以及調姿參數,如表1所示。
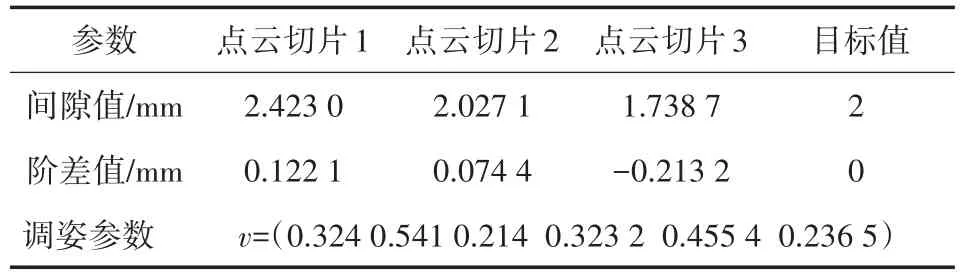
表1 初始位姿3塊點云切片間隙階差值
第一次調姿優化后的間隙階差以及適應度函數值如表2所示。
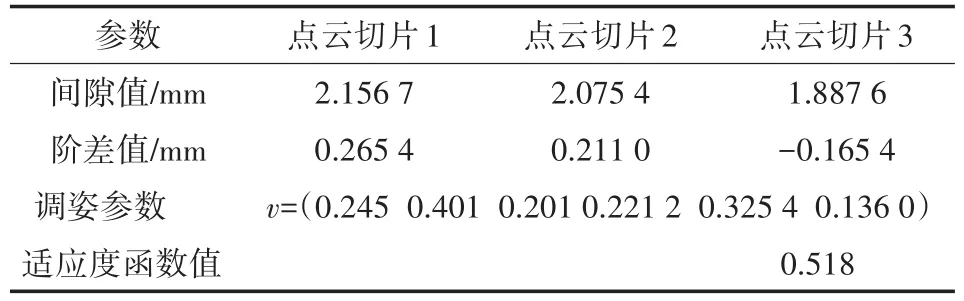
表2 第1次調姿優化后當前位姿3塊點云切片間隙階差值以及適應度函數值
第1次優化間隙階差值與目標值比較如圖10所示。
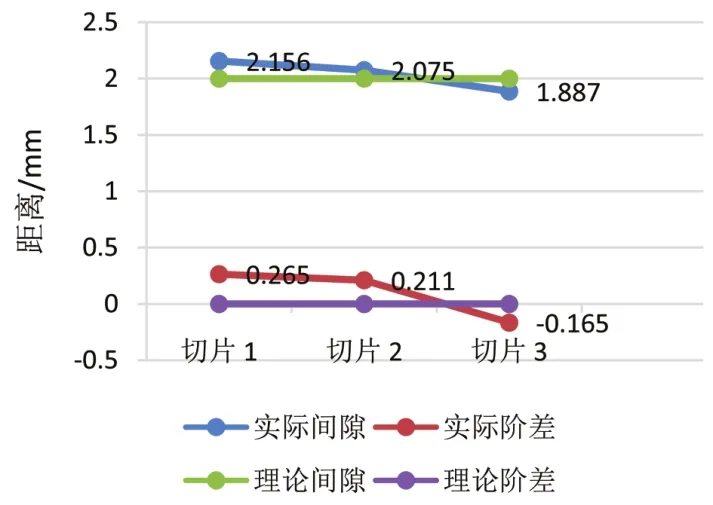
圖10 第1次優化間隙階差值與目標值比較
第二次調姿優化后的間隙階差以及適應度函數值如表3所示,目標間隙階差值相比第一次優化后的位姿更接近目標間隙階差如表3所示。
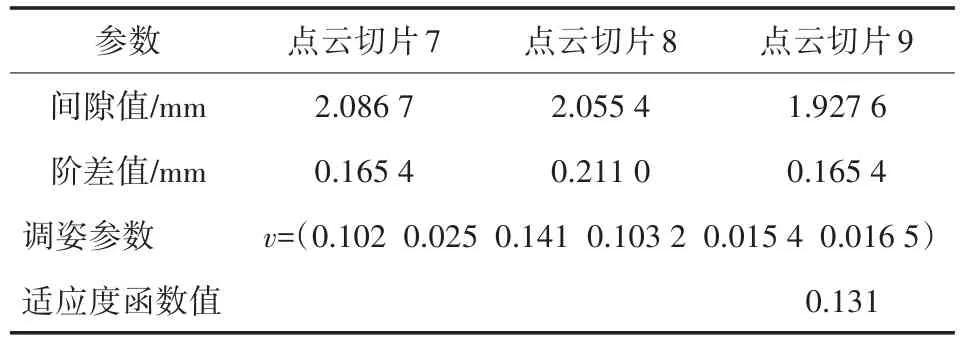
表3 第2次調姿優化后當前位姿3塊點云切片間隙階差值以及適應度函數值
第2次優化間隙階差值與目標值比較如圖11所示。
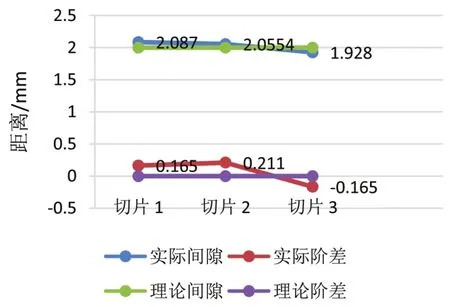
圖11 第2次優化間隙階差值與目標值比較
如圖12所示,經過6次適應度值優化后得到的適應度值不再減小,反而增大,得到的實際間隙階差與目標間隙階差誤差最小。
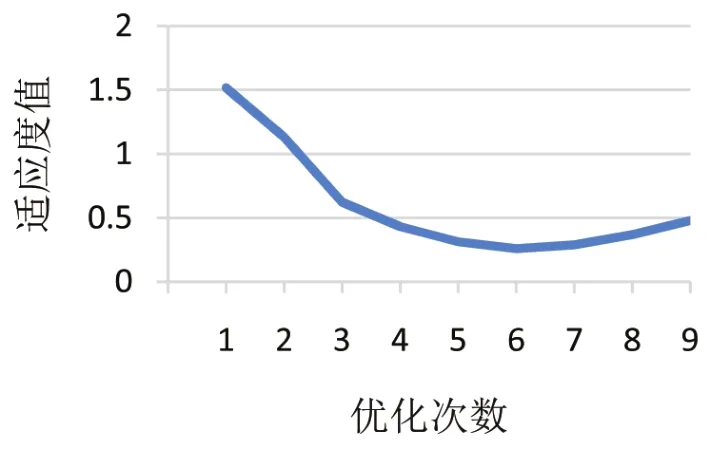
圖12 適應度值與優化次數變化關系
第6次優化間隙階差值與目標值比較如圖13所示。
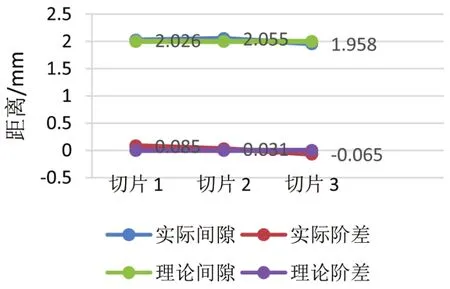
圖13 第6次優化間隙階差值與目標值比較
如表4所示,即當前位姿為裝配質量最好的位姿,移動組件當前位姿可用三點法求解[6]。

表4 第6次調姿優化后當前位姿3塊點云切片間隙階差值以及適應度函數值
3 實驗
如圖14所示,試驗件為14個防熱結構組件,對基于實測數據的陣列式組件虛擬裝配進行驗證。

圖14 試驗件
用HandyScan三維掃描儀獲取試驗件點云數據并進行數據處理,與理論數模最佳擬合匹配,其中,設定理論數模間隙為2 mm,階差為0 mm,得到在全局坐標系下的點云數據,如圖15所示。
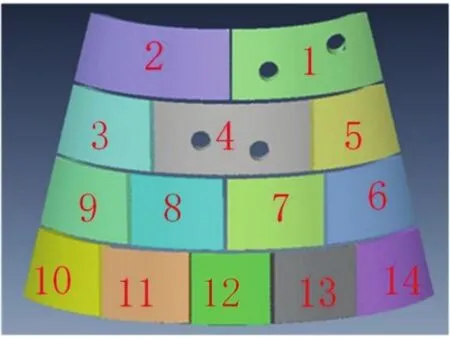
圖15 與理論數模最佳擬合匹配后的實測數據
如圖16所示,以組件7和8為例,存在組件間間隙不均勻的現象。

圖16 組件7和8截面
對組件7與8進行點云分割,等間距分割3塊切片,取樣外側2塊點云切片,如圖17所示
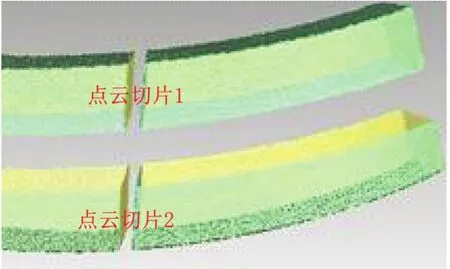
圖17 組件7與8外側點云切片示意圖
提取特征點,建立間隙階差模型,計算得點云切片間隙階差,如表5所示。

表5 裝配前組件10和11點云切片間隙階差值
操作步驟同組件7和8,對所有組件間進行切片提取間隙階差,如圖18所示。
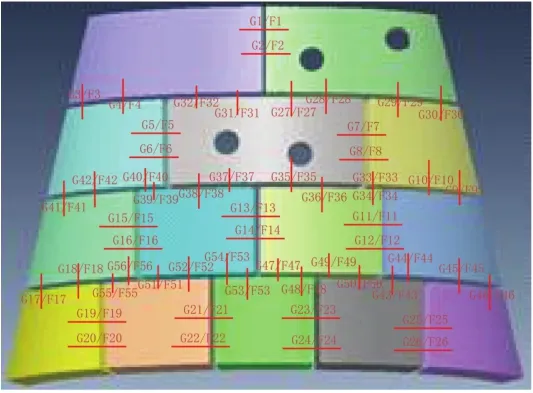
圖18 各組件對縫點云截面位置示意圖
經過計算得各位置點云切片間隙階差值,如表6所示。

表6 裝配前組件對縫處點云切片間隙階差
如圖14所示,組件1和4有限位孔,為定位固定組件,組件1和4根據圓孔約束定位調整后不動,完成調整的組件位置鎖定,不再變動,移動組件以固定組件為基準調姿。其他組件以固定組件1和4為基準,調整順序為2-3-5-6-7-8-9-10-11-12-13-14,裝配步驟流程如圖7所示。設計目標間隙為2 mm,階差為0 mm。
經過虛擬裝配后,所有組件在全局坐標系下如圖19所示。
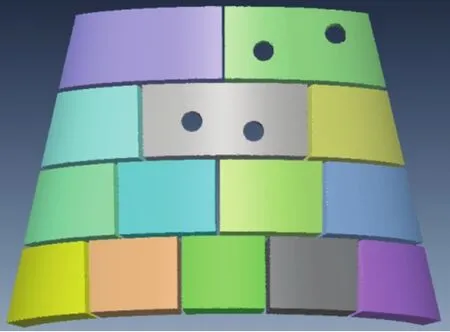
圖19 裝配后的組件點云數據
組件7和8對縫間截面如圖20所示。

圖20 組件7和8截面示意圖
如表7中數據所示,經過裝配后,防熱結構組件7和8對縫間間隙和階差與目標值偏差均小于0.1 mm,防熱結構組件經過點云分割計算(步驟同上),所有組件間切片間隙階差如表7所示。
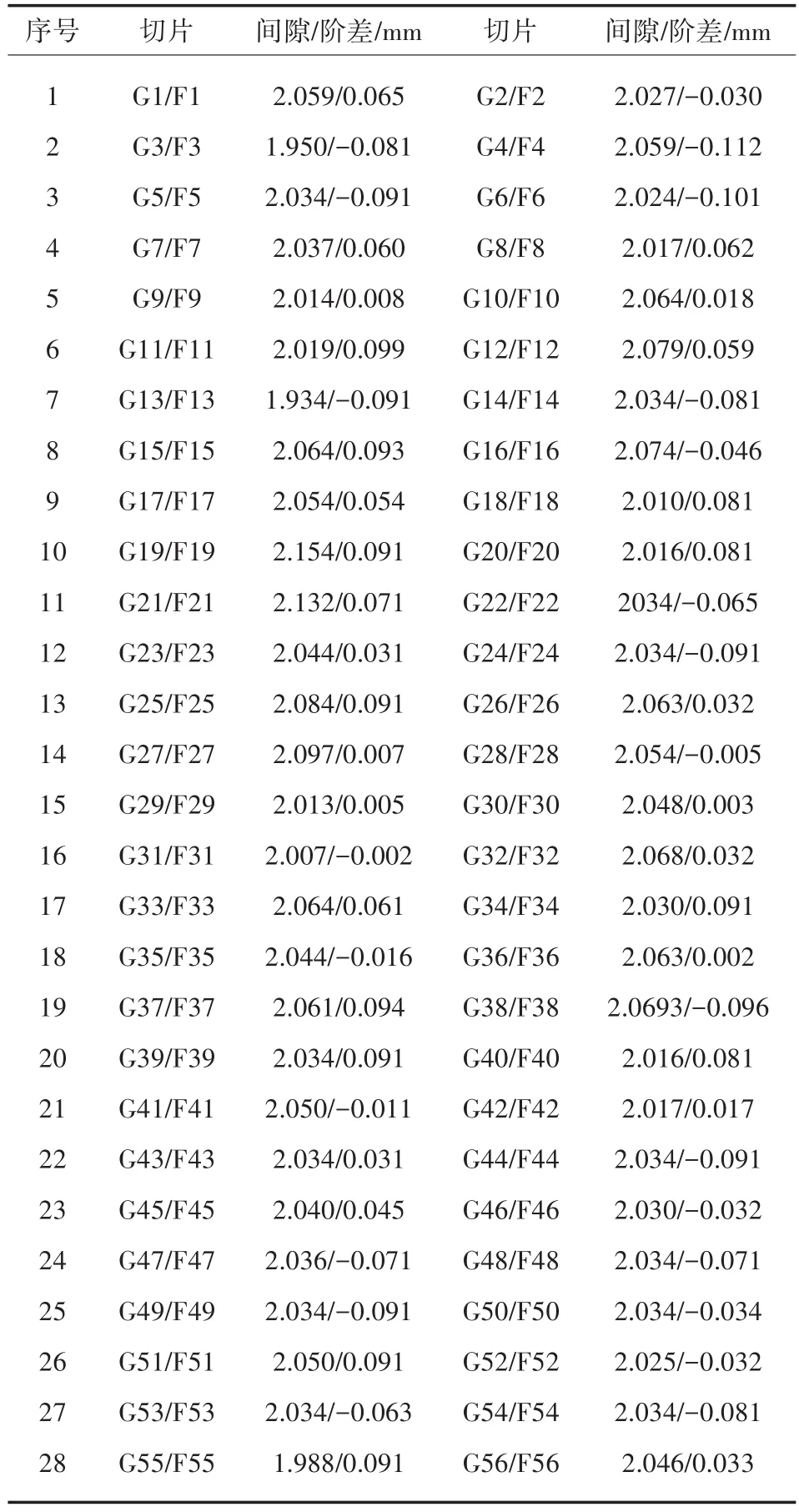
表7 裝配后組件間對縫處點云切片間隙階差
裝配前各防熱結構組件,切片間最大間隙階差散點圖如圖21所示,最大間隙偏差在0.1 mm以下的占14%,最大階差偏差在0.1 mm以下的占21%。
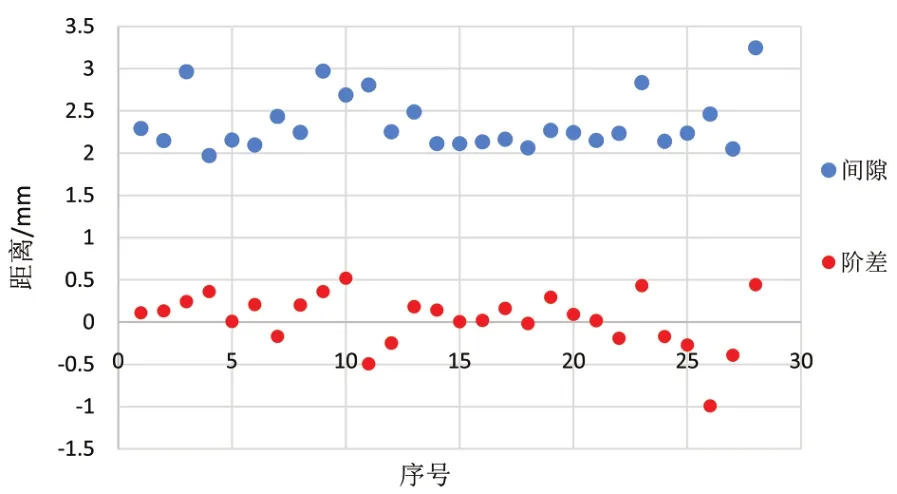
圖21 裝配前各防熱結構組件最大間隙階差值
裝配后對各防熱結構組件切片間最大間隙階差進行統計,如圖22所示,裝配后各防熱結構組件,最大間隙偏差在0.1 mm以下的占93%,階差偏差在0.1 mm以下的占100%。(目標間隙為2 mm,目標階差為0 mm)。
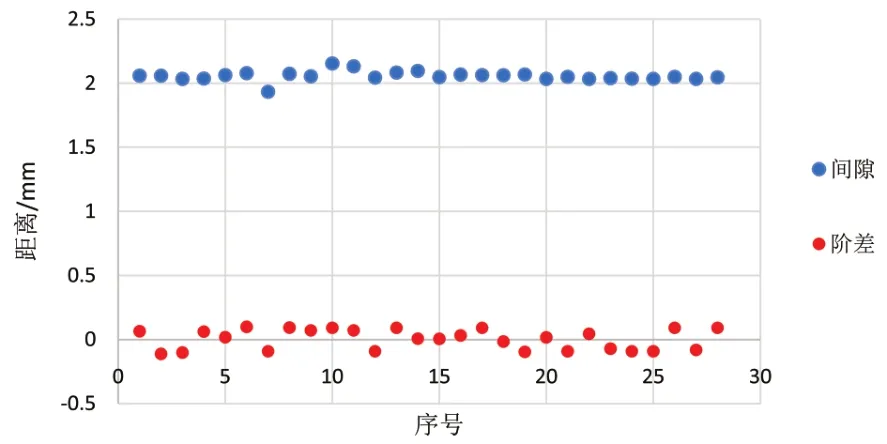
圖22 裝配后各防熱結構組件最大間隙階差值
各防熱結構組件經過裝配后趨近于目標值,實現了高精度裝配位姿調整。
4 結論
對基于實測數據陣列式組件虛擬裝配技術進行了研究,建立基于實測數據的間隙階差數學模型,分析了實測數據的特點,在此基礎上,建立基于實測數據的虛擬裝配位姿優化模型,最終調姿尋優到最佳目標位姿,完成基于實測數據陣列式組件虛擬裝配。
基于實測數據陣列式組件虛擬裝配方案可高效、高精度地實現組件裝配調整,為實際現場裝配提供技術保障。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45