針織全成形服裝工藝轉換模型構建與應用
2022-11-16 01:04:12巫曉雯詹必欽叢洪蓮吳光軍
絲綢 2022年11期
巫曉雯, 詹必欽, 叢洪蓮, 吳光軍
(江南大學 教育部針織技術工程研究中心,江蘇 無錫 214122)
全成形針織服裝為一體成形編織,編織過程無需經過傳統織片縫合,其花型及編織工藝設計與傳統毛衫工藝設計有較大不同。全成形針織服裝在其對應的花型設計軟件上進行版型及編織花型圖工藝設置,當版型設置不能通過程序式尺寸生成步驟完成時,需通過服裝工藝單—服裝版型—全成形工藝壓縮圖—全成形工藝展開編織工藝圖,繪制流程進行工藝轉換修正。工藝轉換及尺寸修正過程中不僅要考慮成衣尺寸的準確度,同時還要考慮肩袖、身袖、領部等部位配伍編織穩定性,需綜合考慮全成形身袖收放針、肩袖比率編織、領部局部編織等工藝原理。
目前針對全成形研究當中,常見于全成形編織工藝原理[1-3]及款式成形研究[4-6],也有部分專門針對肩袖或腋下拼角工藝設計研究[7-9],而針對工藝圖設計過程中,工藝轉換方法的研究較少。本文基于四針床全成形電腦橫機及其配套的SDS-ONE APPEX設計系統,研究設計系統中全成形針織工藝圖繪制中工藝轉換方法,以全成形雙層結構針織服裝工藝轉換修正為例,分析肩袖、身袖、領子、連接處等關鍵部位在花型設計系統中進行工藝設計時尺寸轉化及修正方式,驗證了研究可靠性,以期為全成形針織服裝工藝尺寸轉換提供方法與思路。
1 針織全成形服裝工藝設計誤差來源
四針床全成形配套的SDS-ONE APPEX設計系統是由Design、Knitting、PGM、3D Modelist等系列軟件共同組成的All in one系統,完成設計企劃到生產之間的相互連接。其中,Design設計軟件設計二維組織花型效果圖,PGM軟件設計二維服裝版型圖,Knitting軟件進行版型工藝轉化及編織工藝設計,3D Modelist軟件完成服裝數字化虛擬展示。利用全成形針織服裝的SDS-ONE APPEX設計系統進行上機工藝圖設計時,主要利用PGM設計軟件完成二維服裝版型圖繪制,通過Knitting軟件完成服裝版型到針織工藝圖的編織轉化。工藝設計及生產流程一般為服裝工藝單—PGM服裝版型設計—Knitting版型工藝壓縮圖&工藝小圖轉換繪制—Knitting版型工藝展開編織圖—電腦橫機上機參數設置—上機織造。成衣上機織造前進行手感樣片試織確認橫縱密,然后完成初樣生產。橫縱密尺寸轉換如下式所示:
X=x×Pn;Y=y×Pf
(1)
式中:Pn表示針織物橫密,縱行/5 cm;Pf表示針織物縱密,橫列/5 cm;x、y分別表示服裝版型橫向尺寸和縱向尺寸;X、Y分別表示轉換后的橫向編織行數和縱向編織行數。
初版樣衣尺寸與工藝單要求相比可能存在一定尺寸誤差,需通過一輪或幾輪尺寸工藝轉換修正直至生產出符合工藝單尺寸誤差要求的服裝。尺寸誤差一般產生于三個階段,如圖1所示。第一階段誤差來源于工藝單服裝版型轉化為軟件工藝花型設計圖過程中,在處理針織工藝尺寸轉化時,不能一次性達到準確尺寸轉換,版型轉換后可能存在誤差;第二階段誤差來源于上機參數不能一次性調整到位,編織時身袖、領、肩等重要部位配伍時產生一定的尺寸誤差;第三階段來源于下機后,全成形服裝無需多余后道工序,但簡單水洗也會因為原料縮率產生一定的尺寸誤差。
其中,工藝設計時誤差的主要來源為服裝版型尺寸轉化為工藝圖之間的誤差,因此研究如何通過修改工藝壓縮圖尺寸進行工藝轉換以達到生產符合要求的成品服裝顯得尤為重要。本文對服裝版型與工藝圖進行了對比,如圖2所示。圖2(a)中,l1表示胸圍線,l2表示腰圍線,l3表示袖中線,l4表示袖山對角線;圖2(b)中,A段為大身起底區域,B段為大身區域,C段為后肩部區域,D為前肩部區域,E為袖起底區域,F為袖主體區域,G為平袖山區域。從圖2(a)服裝版型轉換為圖2(b)針織工藝壓縮圖中可以看出,肩袖、領部、大身等部位都存在工藝轉化的不同繪制。

圖2 服裝版型與工藝圖對比
2 針織全成形服裝工藝轉換模型
2.1 身部工藝轉換模型
針對工藝圖進行尺寸轉換的具體方法為折線色塊轉換修正法,將一個最小單位色塊比作針織的一個最小線圈,即1縱行×1橫列。折線色塊轉換修正法基本原理是以一段目標修改的工藝尺寸段為基準,沿衣身輪廓線畫出折線段,折線段的走勢根據花型圖中需要修改的尺寸段和暫時不需要修改的尺寸段綜合判斷,針數的轉換修改方向以折線段為基準有按線段左側修正、線段右側修正、線段上側修正、線段下側修正四種修正方向,轉換修正完成后,重新修飾衣身輪廓線。針數轉換可增加或減少,本文以色塊滑移減少為例進行分析,如圖3、圖4所示。
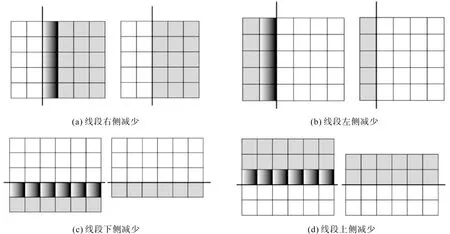
圖3 色塊滑移減少原理
圖4(a)(b)表示以大身尺寸橫向針數減少為目標轉換模型示意,按左右側針數減少;圖4(c)(d)表示以肩寬尺寸縱向針數減少為目標,肩寬按上下側針數減少。

圖4 折線轉換修正模型
2.2 連接處工藝轉換模型
雙層連接處工藝轉換方法有收放針修正法和疊針平收修正法兩種。里外層連接處尺寸根據款式設計、原料、密度等不同可能會有不同的尺寸設定,為保持連接處尺寸平衡,第一種方法是通過收放針方式形成一段尺寸過渡區域,第二種方式是利用疊針方式直接改變尺寸,如圖5所示。

圖5 雙層連接處尺寸工藝轉換模型
設定圖5中外層服裝連接處尺寸為w,里層服裝連接處尺寸為y。圖5(a)中m表示收放針針數,灰色區域表示連接過渡段,n表示里外層過渡段收放針轉數。則轉數如下式所示:
(2)
式中:r為每行收放針針數,一般取值r=1,2,3;Pn為橫密。
n隨里外層連接處尺寸改變而改變,并根據r的不同取值,連接過渡部分形成不同的斜率。圖5(b)中m表示通過疊針方法里外層連接處單側尺寸重疊減少的針數,m=n×r。
兩層服裝下擺連接處尺寸通過疊針方式收42針,左右兩側各收21針。下擺處疊針收針取值區間為0~88針,疊針收針行數為1~2行,當收針≤32針時疊針行數為1行;當收針>32針時,為保證收針時編織穩定性,疊針行數為2行。
3 針織全成形服裝工藝轉換模型應用研究
本文以一款雙層結構針織上裝工藝壓縮圖為例(圖6),其中A表示起底,B表示袖口部分,C表示袖身,D表示馬鞍肩部,E表示內層吊帶領口,F表示里層大身,G表示外層下擺羅紋,H表示外層腋下大身,I表示外層腋上大身,J表示領部,K表示拷針結束編織。對比其初樣工藝尺寸及目標工藝尺寸,對工藝尺寸進行具體的工藝轉化和計算。

圖6 雙層結構針織上裝工藝壓縮示意
通過在島精四針床電腦橫機試織手感樣片確定織物橫縱密,橫縱密與組織設計、原料選擇、機號選擇、上機參數、縮率等有關,本次橫縱密確定相關參數選擇設計如下:
機器型號:島精四針床MACH2-153XS 12G。
組織設計:里層吊帶大身1+1羅紋組織;外層罩衫大身單面組織,領、袖口1+1羅紋組織。
原料選擇:里層吊帶12.5×2 tex NM美利奴羊毛;外層罩衫48/2 NM滌綸金銀絲。
上機參數:紗環長、密度、拉力、速度等設定。
操作流程:選擇機種—花型描繪—功能線指定—紗嘴指定—自動控制執行—文件導入—上機參數設置—開始編織。
原料選擇與穿紗配置見表1,紗環長設置見表2。
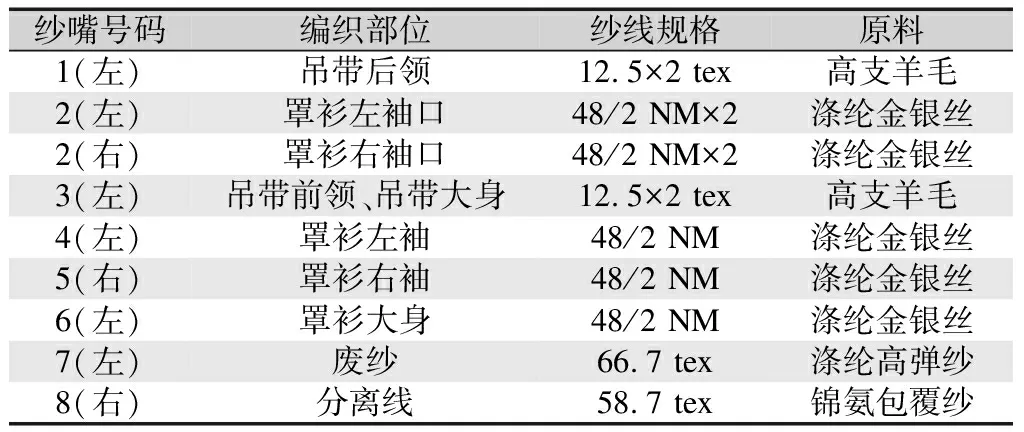
表1 原料選擇與穿紗配置
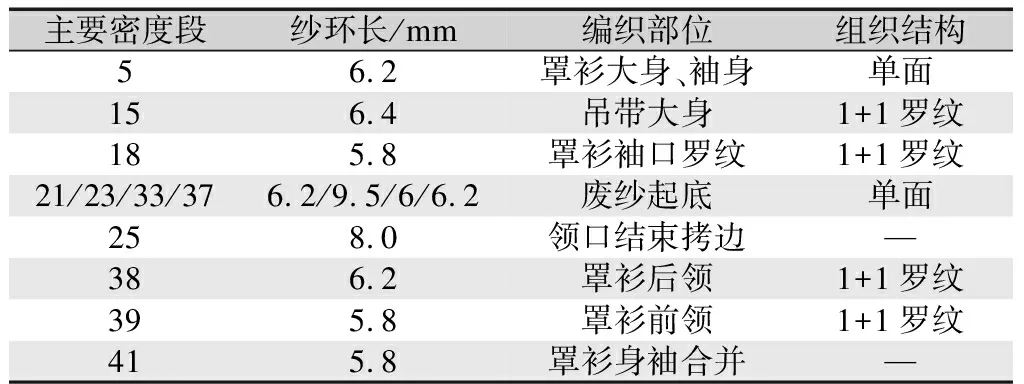
表2 紗環長設置
獲得橫縱密數據:根據試織10 cm×10 cm手感樣片獲得該款式風格手感的橫縱密數據。10 cm長度內,外層原料線圈數分別為64縱行、64橫列;里層原料線圈數分別為76縱行、64橫列,獲得外層罩衫橫密為32縱行/5 cm,縱密為32橫列/5 cm;里層吊帶橫密為38縱行/5 cm,縱密為32橫列/5 cm。
根據此橫縱密數據與160/84 A雙層針織服裝基本尺寸相乘,得出各部位目標工藝針數;再通過上述介紹的工藝尺寸轉換模型,針對重點部位進行工藝尺寸修正研究。
3.1 肩部工藝轉換
當肩斜角不變時(即每次收針編織轉數與收針數與原工藝圖保持不變時),大身肩寬段變化如圖7所示。本文以折線段為基準按線段左側轉換修正為例,展示出針數變化前—針數減少時—針數變化后肩寬段變化。圖7中,α表示肩斜角,A、B分別表示兩端肩點。一般情況下,若左右各肩寬修正針數為m針,則大身各側肩寬修正行數為m/2行,各肩寬針數修正次數為m/4次,各側馬鞍肩高修正行數為m/2行,修正針數與變化行數成相互對應關系。雙層結構針織上裝肩部工藝轉換中,肩寬尺寸修正前48 cm、308針,修正后40 cm、256針。

圖7 大身肩部按比率轉換修正前后示意
當肩斜角隨修正針數變化時(即每次收針編織轉數與收針數產生變化時),單次轉數與收針數比值越大,肩斜角越大。如圖8所示,肩斜角α肩斜角與修正針數存在轉換關系:
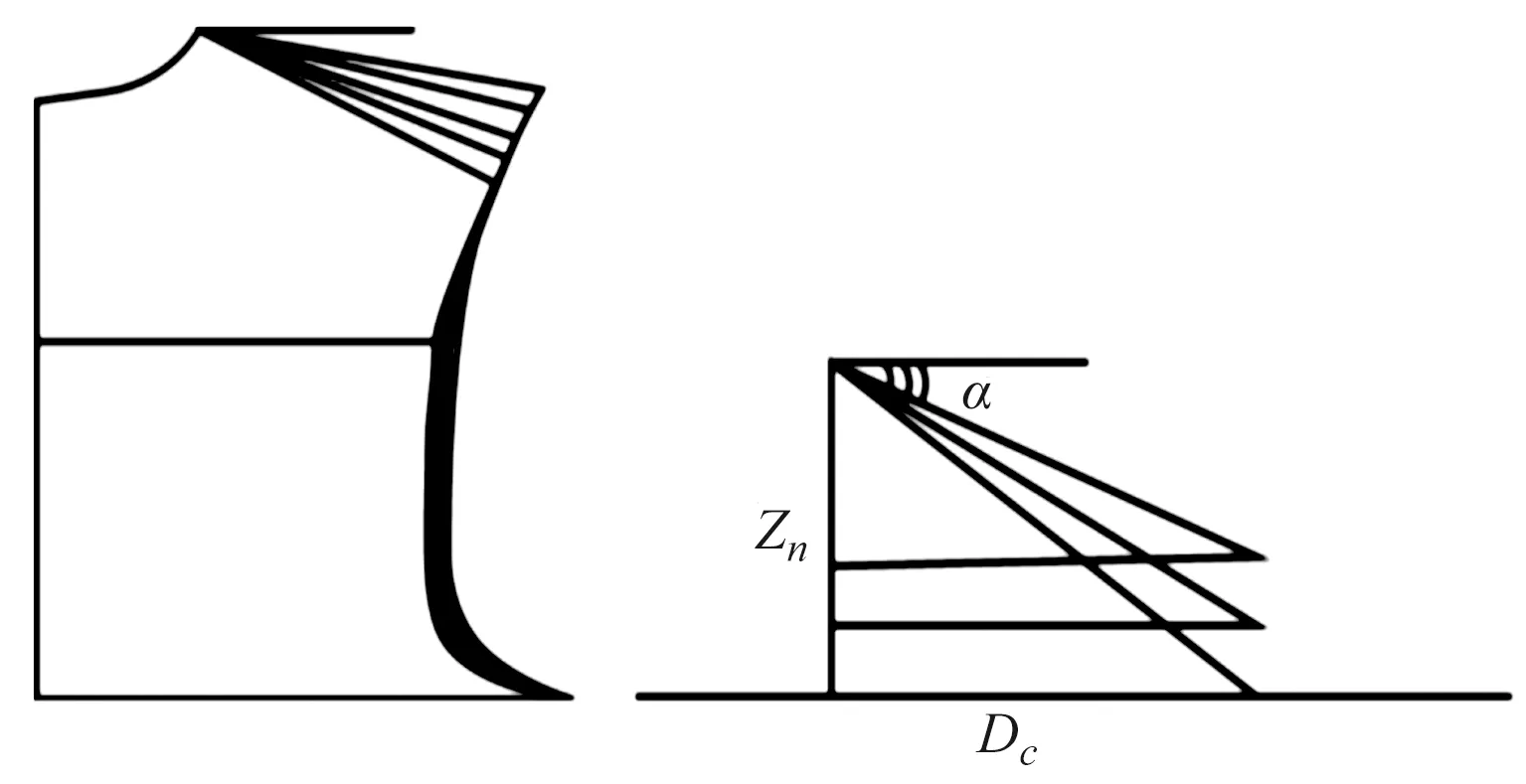
圖8 肩斜段比率變化示意
(3)
式中:設單側肩寬針數為Dc,肩斜段轉數為Zn,肩斜段多段式修正y次,單次修正轉數為n,單次修正針數為m(m、n變化取值=1,2,3…)。
3.2 袖身連接工藝轉換
袖山與袖窿弧線工藝需結合全成形肩袖特點、編織情況和結構特征進行綜合判斷。一般情況下,袖山弧線段分為急收針、緩收針及平搖段三部分,袖窿弧線段分為急收針、平搖段、緩放針三部分,具體根據袖型不同進行相應調整。弧線設計時,袖窿弧線形狀通過衣身樣板制作得到,再根據袖窿弧線長及袖型確定袖山高、袖肥,最終確定袖山弧線形狀,將按比率編織自適應至該曲線,最終編織形成袖身連接曲線。圖9為轉換修正前袖山袖窿袖身連接與轉換修正后袖山袖窿袖身連接弧線形狀變化,其中虛線表示轉換前袖身連接弧線,實線表示轉換后袖身連接弧線,SP表示肩點,A、B、C與A′、B′、C′分別為前后片對應的袖窿弧線急收針、平搖段、緩放針段,a、b、c為對應的袖山弧線急收針、緩收針及平搖段。
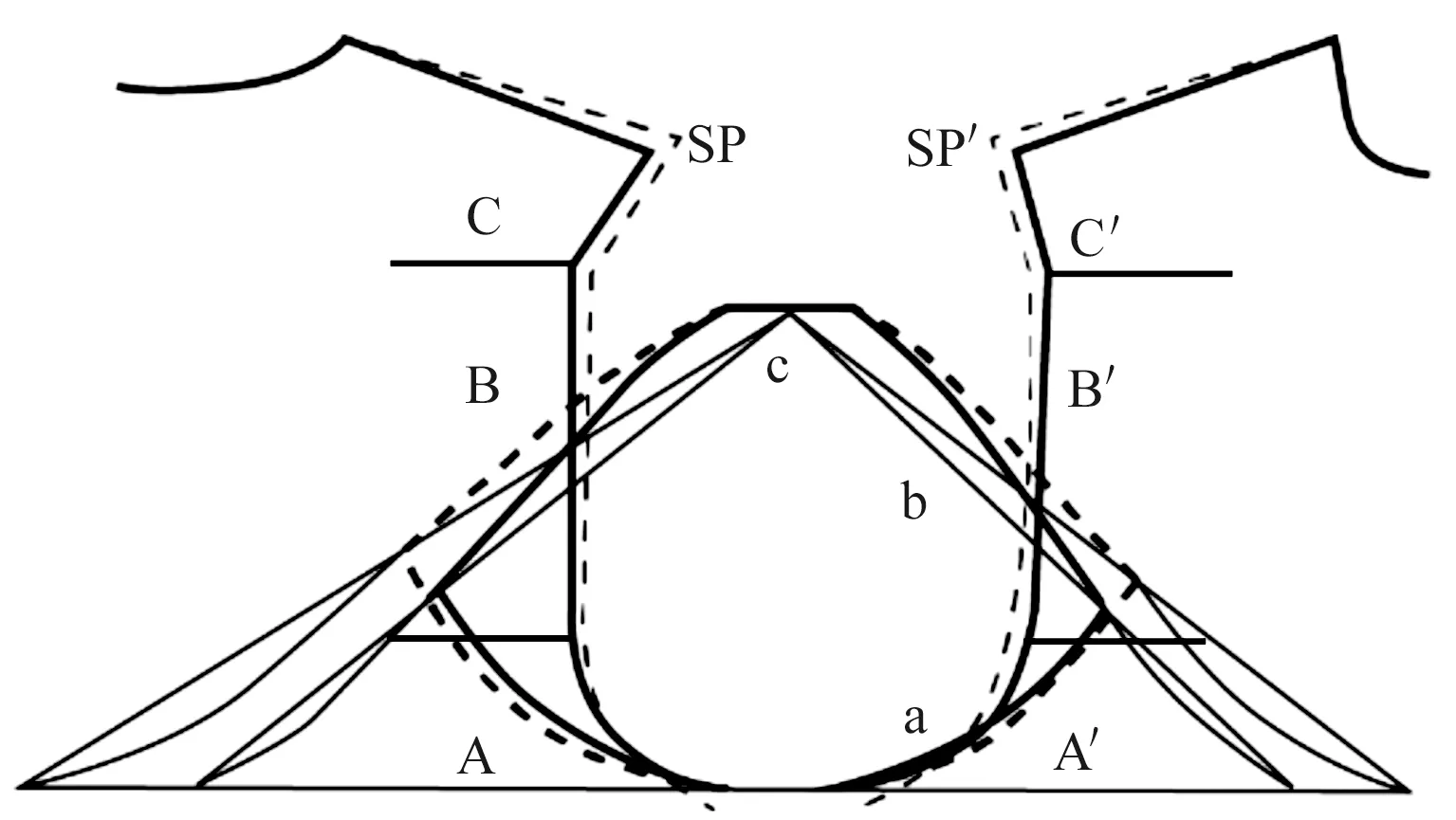
圖9 轉換修正前后袖身連接弧線示意
這三部分進行對應連接編織時,為確保袖山袖窿兩部分弧線的合體美觀性及尺寸匹配性,保證不同收放針及平搖段之間轉數高度差的平衡,編織時引入按比率編織方法,即袖身編織比率為袖子編織轉數、身片編織轉數、袖子收1針的次數之比[10]。常用編織比率有1︰1︰1、2︰4︰3、2︰4︰2、1︰3︰2、1︰5︰3、1︰7︰4、2︰6︰5,具體比率的應用基于袖山袖窿弧線自適應形成,根據折線逼近弧線方法,將袖窿弧線劃分為無數個折線段組成,采用方程式變換搭配法。當收針轉數與針數不能一段式搭配時,將轉數或針數變化加上或減去一定數λ,將其變為多段自適應收針,以達到變化的弧微分。用n表示袖窿每次收針針數(n=1,2,3),m表示修正后袖窿每次收針間隔轉數,t表示修正后袖山每次收針間隔轉數,y表示修正后袖子收1針次數,則方程式多段比率搭配法可表示為:
tr:mr:yr
……
t2:m2:y2
t1:m1:y1
下標r表示總共有r次分段比率收針數,方程式多段比率收針滿足約束條件:(tr+tr-1+…+t2+t1)×y=袖山總收針轉數;mrnr+mr-1nr-1+…+m2n2+m1n1=大身袖窿總收針轉數,袖窿多段折線逼近弧線比率式變換如圖10所示,通過多段折線選取最少的變化節點以獲得最相似的袖山袖窿曲線,a′、b′、c′、d′、e′、f′、g′和a、b、c分別為袖山袖窿多段折線變化節點。雙層結構針織上裝身袖工藝轉換中,掛肩、袖肥、袖口寬尺寸進行相應修正,掛肩尺寸修正前27 cm、194轉,修正后23 cm、166轉;袖肥尺寸修正前25 cm、180針,修正后23 cm、166針;袖口寬尺寸修正前7 cm、50針,修正后9 cm、64針。
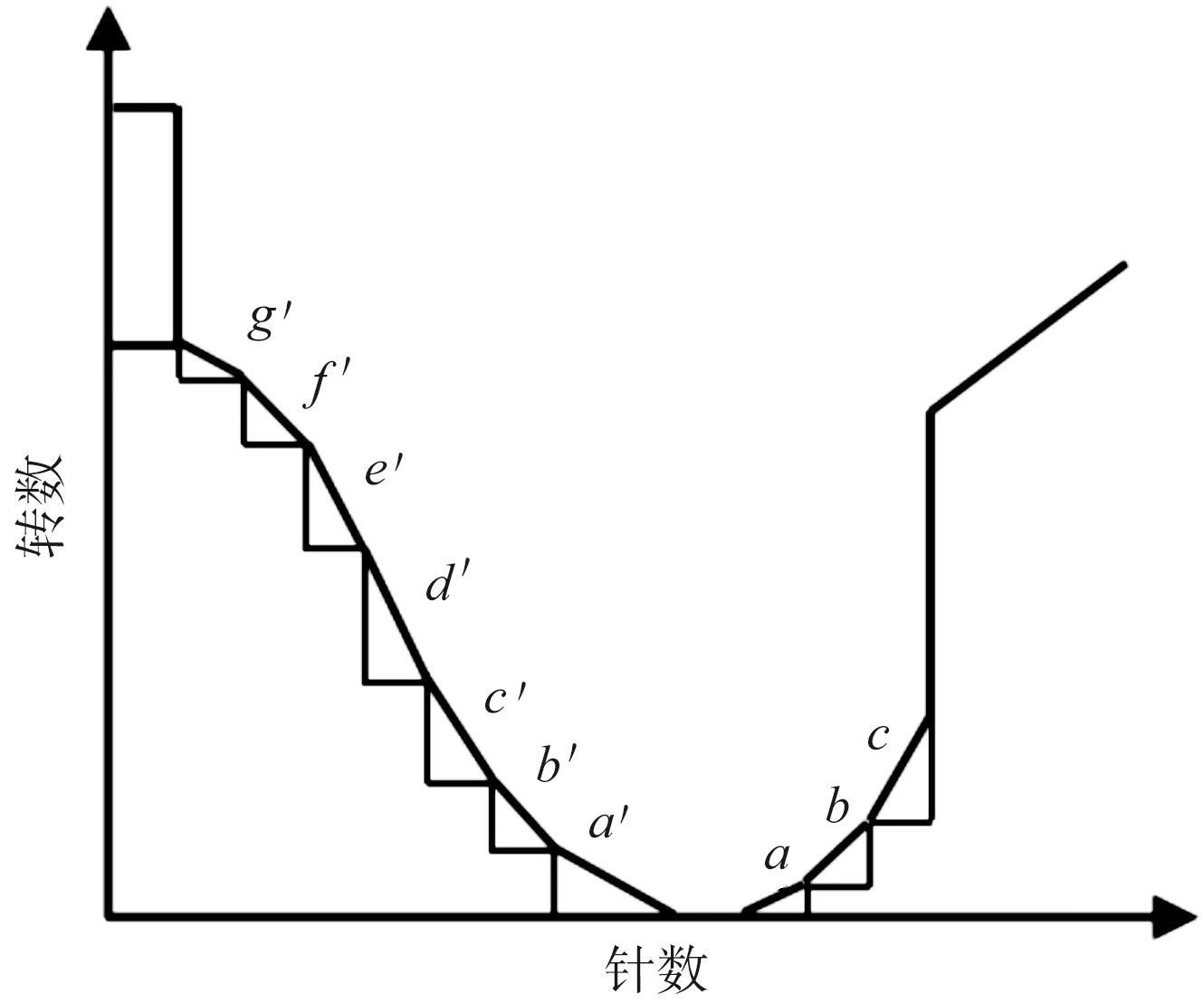
圖10 弧線-多段折線轉換示意
3.3 領部工藝轉換
圓形領是針織毛衫中常見的領型[11],本文以圓領為例,領口弧線變化如圖11所示,反映出不同變化收針比率下的領口弧線,從領中線開始。圖11(a)為領寬不變時,領弧線斜率隨領口加深而加大,d>c>b>a;圖11(b)為領深不變時,領斜率弧線隨領寬加大而減小,d 圖11 不同收針轉換比率下領部斜率變化 領口工藝轉換分為前后領口弧線修正,其中前領領形變化較多,一般有圓領、V領、高領、SP領4種,左右領口具有對稱性,弧線修正時可自由變換編織比率。領口弧線編織比率為大身編織行數:領口減針數,領口減針以1~2針/次為主,特殊的如為保證圓領底部弧線美觀,每次減針可為3~5針,領底部減針數越大,底部弧線微分越小,領收針完成后平收完成領編織。雙層結構針織上裝領部工藝轉換中,領寬尺寸修正前23 cm、166針,修正后21 cm、152針;前領深尺寸修正前5 cm、修正后7 cm。 如圖12所示,以衣身寬度中心線為標準線,左右兩側對稱式收針,單側收針按每次收1針的方式按一定規則均勻分布收針位置,從外側邊開始每隔m針收1針進行p組收針(p=1-10),接近中心線時收針變緩,按計算隔r針收1針直至完成單側邊收針數。 圖12 連接處疊針修正示意 設衣身原寬度針數為f,衣身疊針針數為v,則單側疊針收針滿足如下公式: (n/2-p-1)×m+r×(v-p)=(f-v)/2 (4) 經過上述工藝尺寸修正,再經過2輪樣衣織造得到最終封樣服裝。表3為初樣工藝尺寸、封樣工藝尺寸與工藝單目標尺寸對比數據,以驗證研究可行性。 表3 工藝尺寸轉換修正對比 本文基于全成形針織服裝工藝研究工藝轉換模型,將模型分析運用在肩部工藝尺寸修正、身袖連接工藝尺寸修正、領部工藝尺寸修正中,并通過一種全成形雙層結構上裝驗證研究可行性,從而提煉出如下工藝轉換方法并應用實現。 1)壓縮圖色碼花樣利用折線色塊修正法進行工藝尺寸修改。以一段目標修改工藝尺寸段為基準,按衣身輪廓線繪制目標折線段,折線段走勢根據花型圖中關鍵部位尺寸修改段綜合判斷,以折線段為基準按線段左側修正、線段右側修正、線段上側修正、線段下側修正四種方向修正肩斜、領部、身袖、衣長、胸寬等部位色碼尺寸,以(目標尺寸-現有尺寸)×橫/縱密計算色碼修正數。 2)針對全成形雙層結構針織服裝,連接處尺寸轉換方法有兩種:收放針修正法及疊針修正法。通過每一行收針或放針進行收放針尺寸修正,最終在連接處形成尺寸過渡段;通過疊針形成收針的方法在1~2行內直接完成所需要的目標收針數,不形成尺寸過渡段。 《絲綢》官網下載 中國知網下載
3.4 連接處工藝轉換

3.5 尺寸驗證

4 結 語


猜你喜歡
作文周刊·小學一年級版(2025年8期)2025-04-08 00:00:00
環球時報(2022-11-03)2022-11-03 05:18:49
少兒科學周刊·兒童版(2022年10期)2022-06-27 16:36:06
山東冶金(2019年6期)2020-01-06 07:45:54
少兒美術(快樂歷史地理)(2019年6期)2019-10-12 08:21:30
世界農藥(2019年2期)2019-07-13 05:55:12
Coco薇(2017年7期)2017-07-21 07:16:04
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03