催化劑膠渣制備多孔陶瓷
2022-11-16 08:33:16董曉王琦
居業 2022年10期
關鍵詞:催化劑
董 曉 王 琦
(濟南大學 材料科學與工程學院,山東 濟南 250024)
催化劑膠渣是石油提煉加工過程中產生的一種工業廢棄物。它源于催化劑生產過程中產生大量的廢水[1],廢水中含有大量的固體懸浮物無法直接排放。為了確保符合廢水排放標準,需對廢水中的固體懸浮物進行沉降、過濾及切渣等操作,從而產生大量的以Al2O3和SiO2為主要成分的催化劑膠渣[2]。膠渣特點是膨松多孔、膠含量大、貴價稀土含量較大、濕有滑膩感、干后密度小、燒后白度高、鐵含量低、化學組成波動范圍大等[3]。隨著國民經濟的不斷發展,對于石油加工產物的需求逐年增加。造成了大量的催化劑膠渣堆存,這樣也導致了環境污染、占用土地甚至安全問題[4]。同時近年來隨著國家對環境保護越來越重視,一系列相關環境保護的法案的出臺,對于工業廢棄物的處理的要求也越來越嚴格,催化劑膠渣的合法有效處理逐漸引起研究者的廣泛關注[5-6]。調查發現若采用技術可行、成本較低的技術路線將膠渣加以利用,不僅具有環保效益,而且有助于企業降低生產成本[7]。對催化劑生產企業來說,若以膠渣為原料生產多孔陶瓷,對膠渣進行有效利用,不僅可以減少環境污染,而且可以減輕企業三廢治理壓力效益,達到“變廢為寶”目的[8]。催化劑膠渣多孔陶瓷首次應用工藝廢渣制備,為國家所倡導,符合綠色生產要求,應用范圍廣,市場前景廣闊。
1 試驗材料與試樣制備方法
1.1 試驗原材料
實驗采用催化劑齊魯分公司提供的壓濾后催化劑膠渣和天津市大茂化學試劑廠生產的石英砂,其灼燒失重≤0.15,粒度/目:20目-40目為原材料。其中催化劑膠渣的化學成分如表1,石英砂成分如表2。

表1 催化劑膠渣化學成分

表2 石英砂成分表
1.2 試樣制備方法
1.2.1 原料的預處理
先對催化劑膠渣進行干燥處理,將含水率高達76.2%的膠渣置于電熱鼓風干燥烘箱內,于105℃的條件下干燥24h后,經球磨機內干法球磨,使其粒度細小均勻,并將球磨好的膠渣過200目的行篩分。硅質材料置于球磨機球磨,并將球磨好的硅質材料用40目、50目、60目、100目和200目分子篩篩分后備用。
1.2.2 成型
本試驗采用的是模壓成型的方法制備試樣,實驗采用的是天津天光新光學儀器廠生產的HY-15型壓片機,對原料進行壓制成型,普通的建筑陶瓷中SiO2占67.03%,Al2O3占21.17%。為了保證多孔陶瓷的孔結構同時為了增加多孔陶瓷的機械強度, 根據膠渣的化學組成,初步將配比(膠渣∶硅質材料)=2∶3的物料后加入適量水后加入磨罐并置于輥輪上進行混料。
1.2.3 坯料干燥
本試樣將制備好的試樣,放入由上海一恒有限公司制備的電熱鼓風干燥箱中,在45℃的溫度下干燥24h,后在105℃干燥12h。干燥過程中不能干燥溫度過高,防止坯體失水過快導致坯體開裂。
1.2.4 燒成制度
燒成制度的制定主要受以下原因的影響:燒成時坯體中的反應速度。坯體的組成、原料性質以及高溫中發生的化學變化;坯體的厚度、大小與坯體的導熱能力。根據對原料熱差分析結果分析,從而確定合適的燒成制度。
1.3 探究多孔陶瓷的最佳制備工藝
催化劑多孔陶瓷的孔來源于三部分:催化劑膠渣本身就是多孔材料,在制備多孔陶瓷時一部分孔來源于催化劑膠渣;二氧化硅充當骨架,每個二氧化硅顆粒之間相互連接搭建產生孔隙;最后一部分孔來自隨著溫度升高膠渣收縮產生的孔。在多孔陶瓷試樣制備的過程中,成型壓力、硅質材料粒度和膠渣與硅質材料的配比都會對多孔陶瓷性能產生影響。通過研究多孔陶瓷的顯孔隙率和抗壓強度來表征多孔陶瓷的性能,最終確定多孔陶瓷最佳的制備工藝。
2 結果與討論
膠渣的熱重分析結果如圖1所示。
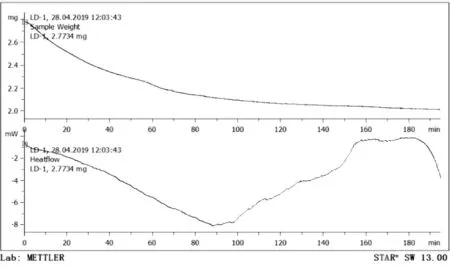
圖1 膠渣熱重分析結果
在400℃之前表現的是吸熱峰,催化劑膠渣的重量有一定的減少,此時溫度低并且坯體內各組分在低溫下不會發生物理化學變化, 此階段膠渣持續吸熱,這是因為自由水和結合水的散失造成的。按照坯料與水分結合方式的不同,坯體中的水分有三種形式:自由水、吸附水、結合水。它們排出所需要的能量不同,在加熱初期主要排出的是吸附水與自由水。這是由于自由水是坯體直接與水接觸吸收的水分,存在于毛細孔中,低溫下即可化作水蒸氣排出。400℃~800℃表現為放熱峰,催化劑膠渣的成分中有機物的燃燒釋放熱量,質量降低。800℃以后催化劑膠渣質量基本不發生變化,說明催化劑膠渣熱穩定性好,不存在揮發性物質,初步確定燒結溫度在800℃以上,并經過試驗發現多孔陶瓷燒結溫度在1 050℃以上。通過綜合分析顯孔隙率與抗壓強度,確定最佳燒結溫度為1 150℃,如表3不同煅燒溫度下多孔陶瓷的性能所示。
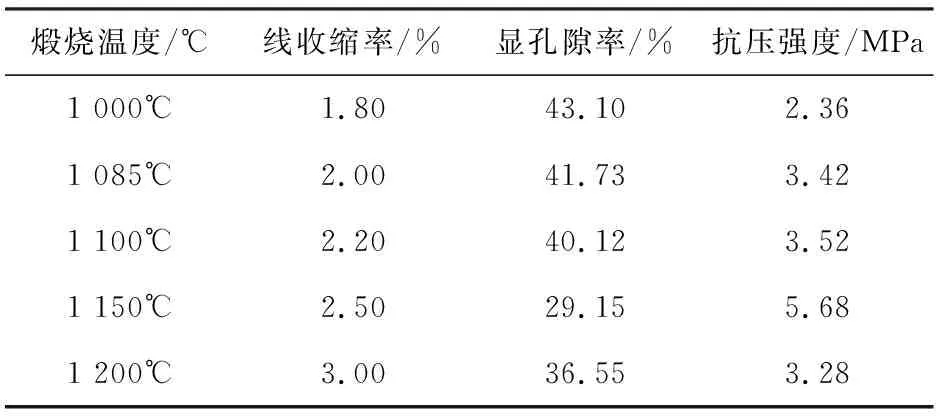
表3 不同煅燒溫度下多孔陶瓷的性能
當確定在確定的燒成溫度1 150℃,其他條件不變,改變硅質材料粒徑引起多孔陶瓷性能改變如圖2所示。在40目-200目范圍內,硅質材料粒徑越小,多孔陶瓷性能越優越。
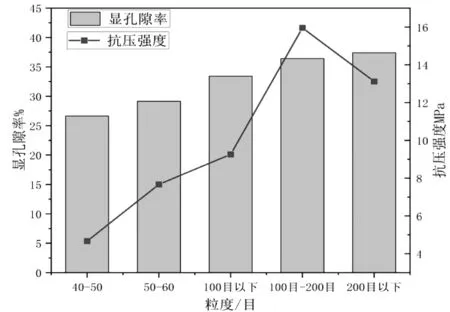
圖2 多孔陶瓷性能變化
在確定的燒成溫度1 150℃,其他條件不變,改變成型壓力引起多孔陶瓷性能改變如表4所示。當成型壓力為10MPa時,多孔陶瓷性能最佳。
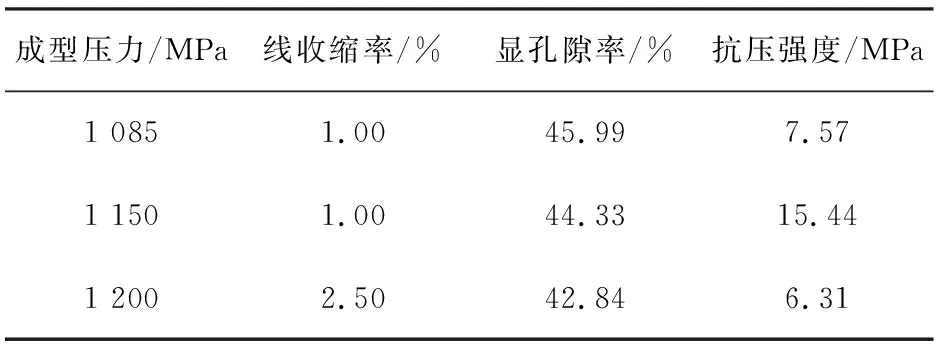
表4 成型壓力對多孔陶瓷性能的影響
在不同的硅質材料粒徑下,存在膠渣:硅質材料的最佳配比,例如當硅質材料粒徑為100目以下時,其他條件不變,膠渣:硅質材料最佳配比為1∶3,如表5所示。
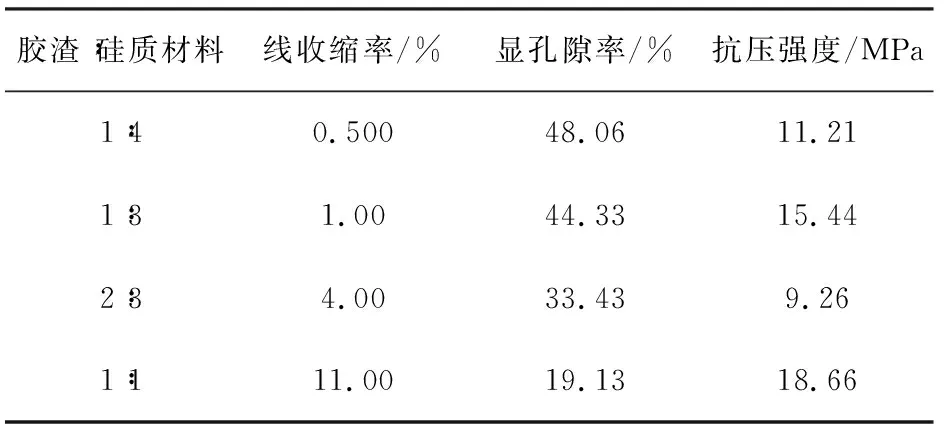
表5 100目以下硅質材料粒徑對多孔陶瓷的影響
按照上面所探究的工藝制度制備多孔陶瓷性能如表6所示。

表6 多孔陶瓷性能
3 結論
(1)燒成制度
低溫除水階段:(1℃-200℃),在這個過程中,升溫速率為5℃/min。中溫除雜階段:(200℃-1 000℃),升溫速率為10℃/min。高溫燒結階段:升溫速率為5℃/min,燒成溫度為1 150℃。
(2)硅質粒徑對多孔陶瓷性能的影響
隨著硅質材料粒徑縮小,多孔陶瓷顯孔隙率逐漸升高,當硅質材料粒徑為200目以下時,顯孔隙率達到37.5%;抗壓強度先升高后降低,在100目-200目的粒徑下抗壓強度最高,最高為16.0MPa。
(3)成型壓力對多孔陶瓷性能的影響
顯氣孔率隨成型壓力的提高呈現“∨”變化,成型壓力10MPa最低,抗壓強度隨成型壓力的提高呈現“∧”變化,成型壓力10MPa最高。
(4)硅質材料與膠渣配比對多孔陶瓷性能的影響
當硅質材料粒徑不同時,多孔陶瓷材料的膠渣:硅質材料最佳配合比不同,且隨硅質材料粒徑的增大多孔陶瓷材料的強度降低,線收縮率增加。硅質材料粒徑選擇為100目以下時,膠渣∶硅質材料=1∶3時多孔陶瓷的綜合性能較好,抗壓強度為15.44MPa,顯孔隙率為44.5%;硅質材料粒徑100目-200目與硅質材料粒徑200目以下的膠渣:硅質材料最佳配合比均為1:2.5此時抗壓強度分別為17.14MPa和16.86MPa,顯孔隙率為38.4%和44.3%。
猜你喜歡
大自然探索(2023年7期)2023-11-14 13:08:06
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
智富時代(2018年3期)2018-06-11 16:10:44
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
Coco薇(2016年2期)2016-03-22 02:45:06
超硬材料工程(2016年1期)2016-02-28 22:20:04
中國資源綜合利用(2016年4期)2016-01-22 08:27:23
合成化學(2015年4期)2016-01-17 09:01:27
應用化工(2014年3期)2014-08-16 13:23:50
