焊接參數(shù)對(duì)軌道交通車輛不銹鋼磁控電阻點(diǎn)焊的影響
2022-11-18 10:08:08胡立國(guó)劉海偉康麗齊袁海堃
城市軌道交通研究 2022年2期
郭 猛 胡立國(guó) 劉海偉 康麗齊 袁海堃 周 勇
(中車長(zhǎng)春軌道客車股份有限公司工程技術(shù)中心, 130062, 長(zhǎng)春∥第一作者, 高級(jí)工程師)
電阻點(diǎn)焊以其高效率、焊接變形小等優(yōu)點(diǎn)廣泛應(yīng)用于不銹鋼軌道交通車輛生產(chǎn)中。伴隨著軌道交通車輛的國(guó)際化進(jìn)程,中車長(zhǎng)春軌道客車股份有限公司(以下簡(jiǎn)為“中車長(zhǎng)客”)的不銹鋼車輛成功進(jìn)入巴西、泰國(guó)及美國(guó)等國(guó)際市場(chǎng)以及香港特區(qū)市場(chǎng),客戶對(duì)不銹鋼車輛制造水平的要求亦日益提高。因此,不銹鋼車輛的焊接質(zhì)量、平面度外觀質(zhì)量成為不銹鋼車輛制造過(guò)程中的重要指標(biāo)[1]。
電阻點(diǎn)焊參數(shù)的選擇,尤其點(diǎn)焊電流的選擇對(duì)點(diǎn)焊質(zhì)量影響較大。當(dāng)焊接電流較小時(shí),熔核未完全生長(zhǎng);當(dāng)焊接參數(shù)過(guò)大時(shí),形成的粗晶組織同樣對(duì)點(diǎn)焊強(qiáng)度有較大的影響[2-3]。近年來(lái)不少學(xué)者對(duì)利用電磁攪拌技術(shù)提高汽車和軌道交通車輛點(diǎn)焊接頭質(zhì)量進(jìn)行了研究。文獻(xiàn)[4-5]對(duì)雙相高強(qiáng)鋼使用永磁體作為外加磁場(chǎng)進(jìn)行點(diǎn)焊試驗(yàn),使點(diǎn)焊接頭的剪切強(qiáng)度、熔核直徑等均有大幅提高。文獻(xiàn)[6]對(duì)超高強(qiáng)度合金鋼30CrMnSiNi2A進(jìn)行外加磁場(chǎng)點(diǎn)焊試驗(yàn),取得了良好的效果。文獻(xiàn)[7]分析了永磁體磁場(chǎng)對(duì)鋁合金電阻點(diǎn)焊力學(xué)性能及微觀組織的影響,焊點(diǎn)剪切力增幅在4%~25%。文獻(xiàn)[8]發(fā)現(xiàn)外加磁場(chǎng)對(duì)不銹鋼點(diǎn)焊質(zhì)量有明顯的改善作用。
中車長(zhǎng)客針對(duì)不銹鋼磁控電阻點(diǎn)焊進(jìn)行了試驗(yàn)分析,發(fā)現(xiàn)利用磁控電阻點(diǎn)焊技術(shù)能夠提高點(diǎn)焊拉剪強(qiáng)度。本文主要從不同焊接參數(shù)下的磁控電阻點(diǎn)焊接頭的拉剪強(qiáng)度影響規(guī)律出發(fā),分析焊接參數(shù)與磁控電阻點(diǎn)焊雙層作用下的點(diǎn)焊接頭強(qiáng)度,以得到磁控電阻點(diǎn)焊的最佳焊接參數(shù)組合,為不銹鋼點(diǎn)焊生產(chǎn)提供依據(jù)。
1 不銹鋼磁控電阻點(diǎn)焊試驗(yàn)材料與方法
試驗(yàn)材料選用板厚組合為2 mm+2 mm軌道交通車輛用SUS301L-DLT不銹鋼,其化學(xué)成分和力學(xué)性能見(jiàn)表1~2。采用日本NASTOA逆變恒流控制點(diǎn)焊機(jī),電極采用球頭半徑為R100的鉻鋯銅電極。為驗(yàn)證不同焊接熱輸入條件下的磁控電阻點(diǎn)焊效果,試驗(yàn)共設(shè)置了5組焊接參數(shù)(見(jiàn)表3)。

表1 SUS301L-DLT不銹鋼的化學(xué)成分質(zhì)量分?jǐn)?shù)Tab.1 Chemical composition of SUS301L-DLT stainless steel 單位:%

表2 SUS301L-DHT不銹鋼的力學(xué)性能Tab.2 Mechanical properties of SUS301L-DLT stainless steel
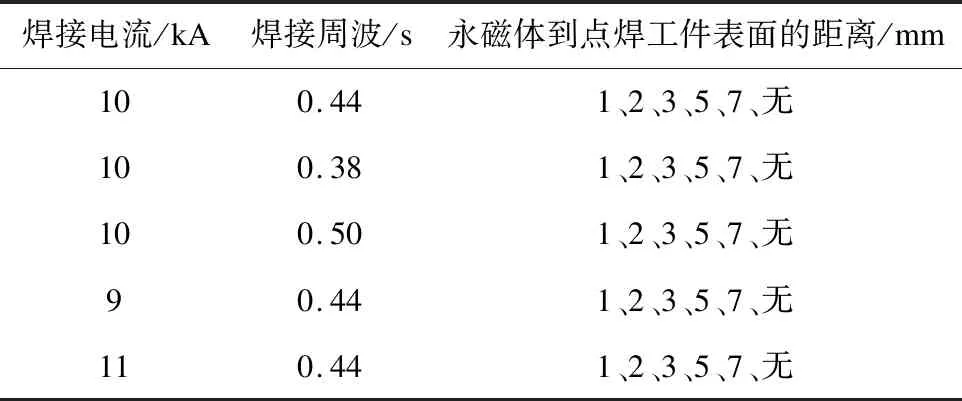
表3 SUS301L-DHT不銹鋼磁控電阻點(diǎn)焊試驗(yàn)焊接參數(shù)Tab.3 Welding parameters of SUS301L-DLT stainless steel in magnetron resistance spot welding test
本文磁控電阻點(diǎn)焊外加磁場(chǎng)采用釹鐵硼永磁體。磁控電阻點(diǎn)焊試驗(yàn)裝置(見(jiàn)圖1)的設(shè)計(jì)主要考慮在能夠提供足夠磁場(chǎng)強(qiáng)度的前提下方便調(diào)整永磁體到點(diǎn)焊工件表面的距離,因此,本文設(shè)計(jì)了便于調(diào)整磁場(chǎng)強(qiáng)度的磁體固定安裝座對(duì)永磁體進(jìn)行固定。
2 不銹鋼磁控電阻點(diǎn)焊試驗(yàn)結(jié)果分析
采用磁控電阻點(diǎn)焊技術(shù),當(dāng)電流通過(guò)熔核時(shí)在外加磁場(chǎng)的作用下產(chǎn)生洛倫茲力,使熔核金屬發(fā)生流動(dòng)和攪拌作用。因此,磁控電阻點(diǎn)焊下的熔核與普通點(diǎn)焊下的熔核形貌相比,熔核直徑和熔核寬高比均有不同程度的增加,由此帶來(lái)點(diǎn)焊剪切強(qiáng)度增加;同時(shí),磁控電阻點(diǎn)焊攪拌作用造成熔核組織晶粒細(xì)化,因此熔核的塑性增加,表現(xiàn)為拉伸失效位移增加。因此,本文對(duì)外加磁場(chǎng)作用下的點(diǎn)焊熔核形貌和點(diǎn)焊機(jī)械性能進(jìn)行分析,以確定最佳磁控電阻點(diǎn)焊焊接參數(shù)。

圖1 磁控電阻點(diǎn)焊試驗(yàn)裝置Fig.1 Test device for magnetron resistance spot welding
2.1 不同點(diǎn)焊參數(shù)下磁控電阻點(diǎn)焊熔核形貌分析
普通點(diǎn)焊時(shí)熔核熔化金屬只在焊接電流產(chǎn)生的磁場(chǎng)下運(yùn)動(dòng),而磁控電阻點(diǎn)焊過(guò)程中磁場(chǎng)為焊接電流產(chǎn)生的磁場(chǎng)和外加磁場(chǎng)綜合作用下的復(fù)合磁場(chǎng)。此時(shí)熔核金屬受到的磁力和磁場(chǎng)方向均發(fā)生較大變化,具體表現(xiàn)為沿熔核直徑方向產(chǎn)生沖刷作用,從而使熔核直徑增大,料件焊點(diǎn)的熔深減小。圖2為焊接電流為10 kA、焊接周波為0.50 s時(shí),外加磁場(chǎng)作用下熔核形貌的變化情況。從圖2中可以看出,當(dāng)永磁體到工件距離變小,外加磁場(chǎng)強(qiáng)度增加時(shí),熔核的直徑逐漸增加,且熔核呈現(xiàn)扁平趨勢(shì)。
圖3~4為不同焊接參數(shù)下外加磁場(chǎng)強(qiáng)度對(duì)熔核直徑和熔核寬高比的影響。由圖3~4可見(jiàn):不同焊接參數(shù)條件下,在外加磁場(chǎng)的作用下點(diǎn)焊熔核直徑和寬高比均有不同程度的增加。當(dāng)焊接電流為10 kA時(shí),焊接周波越長(zhǎng),熔核直徑和熔核寬高比越大,說(shuō)明相同焊接電流條件下增加焊接周波對(duì)磁控電阻點(diǎn)焊的效果越明顯;當(dāng)焊接周波恒定為0.44 s,焊接電流分別為10 kA和11 kA時(shí)點(diǎn)焊熔核寬高比變化不大;當(dāng)焊接電流為9 kA、永磁體到熔核中心距離大于7 mm時(shí),點(diǎn)焊熔核寬高比較焊接電流為10 kA和11 kA時(shí)有明顯降幅,說(shuō)明焊接電流為9 kA且外加磁場(chǎng)較小時(shí)磁控效果明顯降低;當(dāng)焊接電流為10 kA、焊接周波為0.50 s時(shí),熔核寬高比增加最為明顯,說(shuō)明此時(shí)磁控效果最佳。
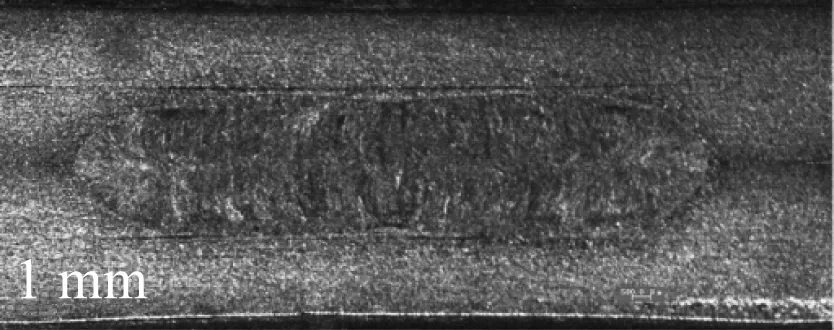
a) 永磁體到點(diǎn)焊工件表面的距離為1 mm
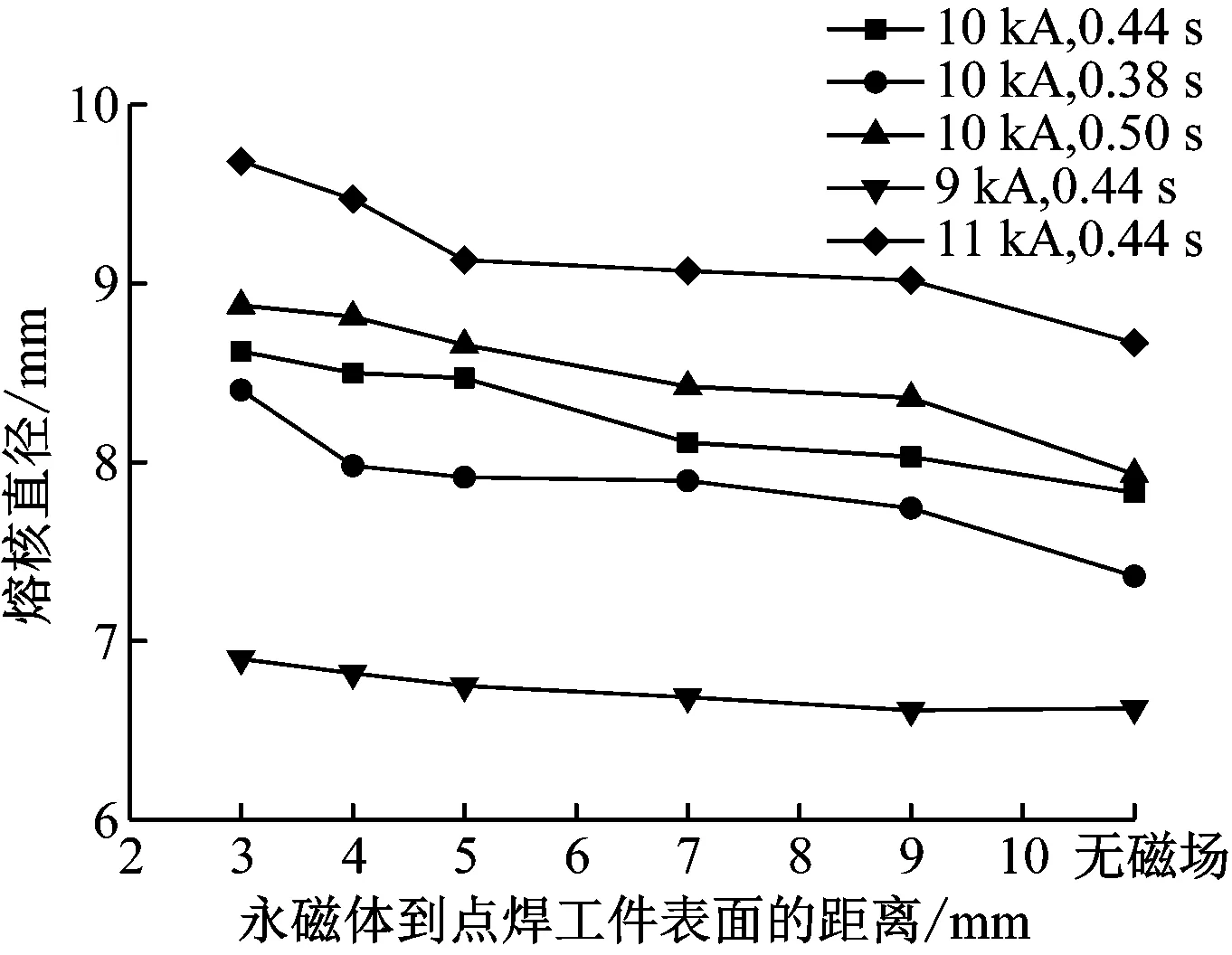
圖3 不同焊接參數(shù)和外加磁場(chǎng)強(qiáng)度下的熔核直徑Fig.3 Diameters of molten core under different welding parameters and external magnetic field intensities
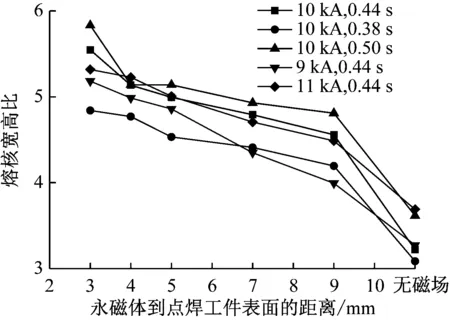
圖4 不同焊接參數(shù)和外加磁場(chǎng)強(qiáng)度下的熔核寬高比Fig.4 Aspect ratios of molten core under different welding parameters and external magnetic field intensities
2.2 不同點(diǎn)焊參數(shù)下磁控電阻點(diǎn)焊拉伸性能分析
點(diǎn)焊試件的拉伸性能是點(diǎn)焊質(zhì)量最直觀的表現(xiàn),亦是最易檢測(cè)的點(diǎn)焊質(zhì)量指標(biāo)之一。因此,對(duì)磁控電阻點(diǎn)焊的拉伸性能進(jìn)行分析非常必要。
圖5~7為不同焊接參數(shù)和外加磁場(chǎng)強(qiáng)度下的拉伸強(qiáng)度、拉伸強(qiáng)度增加比和拉伸失效位移對(duì)比。由圖5~7可見(jiàn),隨著外加磁場(chǎng)強(qiáng)度的增加,不同焊接參數(shù)下的試驗(yàn)片拉伸強(qiáng)度增加趨勢(shì)基本一致,當(dāng)焊接電流為11 kA、焊接周波0.44 s,以及焊接電流為10 kA、焊接周波為0.50 s時(shí),由于熱輸入量較大,磁控電阻點(diǎn)焊的拉伸強(qiáng)度增加絕對(duì)值也較大。當(dāng)焊接電流為10 kA、焊接周波為0.50 s時(shí),磁控電阻點(diǎn)焊拉伸強(qiáng)度的增加最為明顯。這是因?yàn)楫?dāng)焊接周波增加時(shí)熱輸入量較大,熔核熔化金屬較多;另外隨著焊接周波的增加,有效攪拌時(shí)間增加,電磁攪拌效果亦得到了增強(qiáng)。
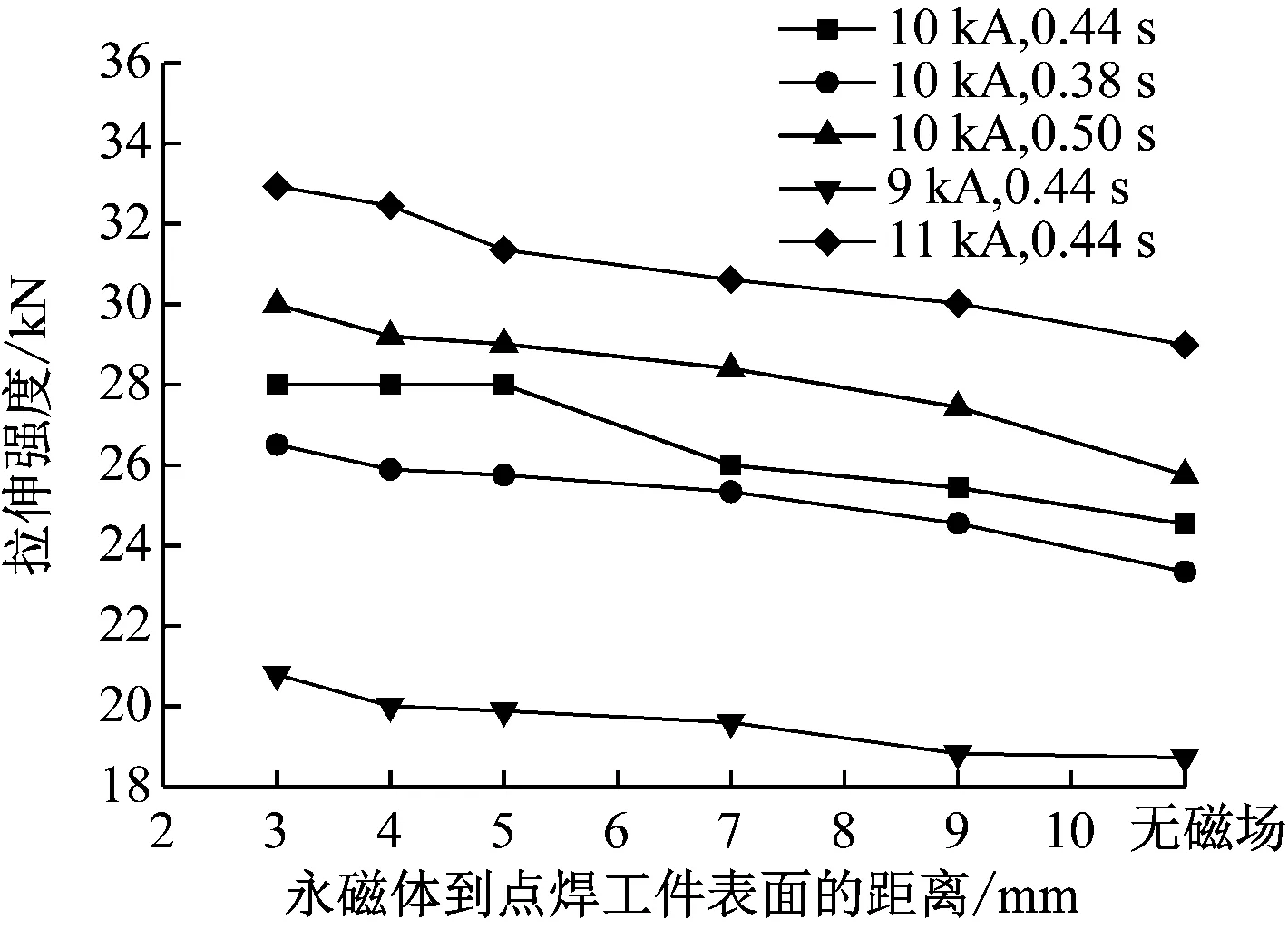
圖5 不同焊接參數(shù)和外加磁場(chǎng)強(qiáng)度下點(diǎn)焊的拉剪強(qiáng)度Fig.5 Shear strength under different welding parameters and external magnetic field intensities
3 結(jié)論
1) 不銹鋼磁控電阻點(diǎn)焊過(guò)程中外加磁場(chǎng)的方式能夠起到提高點(diǎn)焊焊核的拉伸強(qiáng)度、細(xì)化熔核組織、提高熔核寬高比、減小點(diǎn)焊凹坑及提高失效位移的效果,且焊接參數(shù)增大時(shí)效果更加明顯。
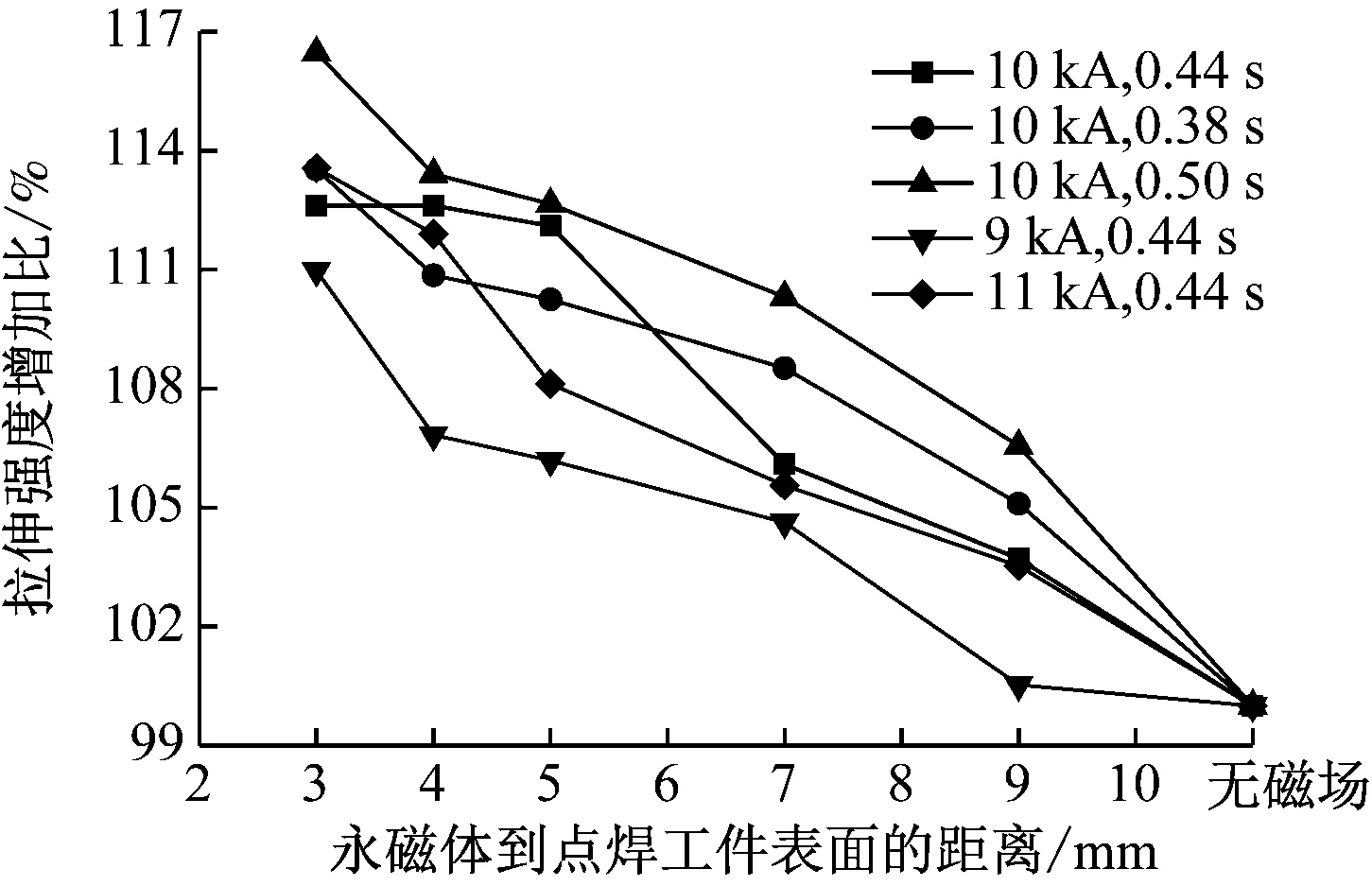
圖6 不同焊接參數(shù)和外加磁場(chǎng)強(qiáng)度下點(diǎn)焊的拉伸強(qiáng)度增加比Fig.6 Increase ratio of tensile strength under different welding parameters and external magnetic field intensities
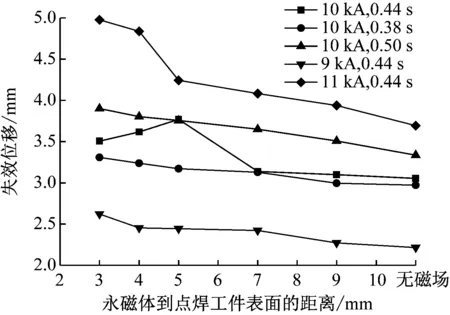
圖7 不同焊接參數(shù)和外加磁場(chǎng)強(qiáng)度下的拉剪試驗(yàn)失效位移Fig.7 Failure displacement of shear tests under different welding parameters and external magnetic field intensities
2) 不同焊接參數(shù)下電阻點(diǎn)焊磁控效果差別較大,影響磁控效果的主要因素為焊接電流和焊接周波。當(dāng)焊接電流為10 kA、焊接周波為0.50 s時(shí),熔核寬高比和磁控電阻點(diǎn)焊拉剪強(qiáng)度增加最為明顯,說(shuō)明此時(shí)磁控效果最明顯。通過(guò)設(shè)置合理的焊接參數(shù),可以有效提高不銹鋼磁控電阻點(diǎn)焊的機(jī)械性能。
猜你喜歡
當(dāng)代陜西(2022年6期)2022-04-19 12:11:54
娃娃樂(lè)園·綜合智能(2021年12期)2022-01-18 05:46:42
華人時(shí)刊(2020年13期)2020-09-25 08:21:42
中學(xué)生數(shù)理化(高中版.高二數(shù)學(xué))(2020年1期)2020-02-20 13:22:30
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
商洛學(xué)院學(xué)報(bào)(2017年2期)2017-05-17 05:19:50
中學(xué)生數(shù)理化·高二版(2016年12期)2017-02-28 10:08:42
石油化工建設(shè)(2016年4期)2016-02-27 15:03:16