
氣電橫焊工藝技術改進
2022-11-19 06:32:40劉磊巫瑞智沐君飛王歡習猛
焊接 2022年8期
劉磊, 巫瑞智, 沐君飛, 王歡, 習猛
(1.哈爾濱工程大學,哈爾濱 150001;2.滬東中華造船(集團)有限公司,上海 200129)
0 前言
船舶焊接的總工時和成本各占船體建造的總工時和成本的30%~40%,因此發(fā)展先進的船舶焊接技術,不僅能有效提高船舶的建造效率效率,還能大大降低船舶建造成本, 提高船舶企業(yè)的經(jīng)濟效益[1]。發(fā)展高效率與高質(zhì)量并駕齊驅(qū)的船舶焊接技術已經(jīng)引起了國內(nèi)外學者的廣泛關注。從目前的現(xiàn)狀來看,在船舶建造過程中應用較為廣泛的焊接方法主要有:焊條電弧焊、埋弧焊、CO2氣體保護焊以及活性氣體保護焊等[2]。
受焊縫位置的限制,船舶建造過程中所選用的焊接方法及其焊接效率也有所差異。平位置對接焊縫依托焊劑銅襯墊(Flux copper backing, FCB)埋弧焊等高效自動焊技術的推廣,可完成32 mm厚度鋼板的一次成形[3-4],焊接效率相比藥芯焊絲保護焊(Flux core arc welding, FCAW)技術提高了10倍;立位置對接焊縫依托雙絲氣電立焊等高效自動焊技術的研究推廣,可以完成68 mm厚度鋼板的一次成形[5],焊接效率相比FCAW技術提高了20倍。埋弧橫焊設備小型化[6]的發(fā)展,使埋弧橫焊作為一種先進的橫位置焊接技術,在造船企業(yè)逐步推廣應用[7],橫位置對接焊縫的焊接效率提升了1倍,但依然無法大幅度提升焊接效率,無法真正突破其焊接效率瓶頸。FCAW單面焊雙面成形技術[8],橫位置對接焊縫由于其位置的特殊性,焊接熱輸入僅為10 kJ/cm,同時受焊工技能、焊接材料及性能等多種因素的影響,存在著勞動強度大、耗費工時多、質(zhì)量可靠性差等弊端。
文中通過深度分析氣電立焊技術原理,創(chuàng)新性的將氣電焊技術擴展至船舶建造中的橫位置對接焊縫的焊接。通過對根部陶瓷襯墊、表面水冷銅滑塊形式的改進優(yōu)化,對焊接電流、電弧電壓、坡口形式、焊槍位置、擺動幅度等關鍵參數(shù)的研究,解決了根部焊縫下端未熔合缺陷難題,氣電橫焊熱輸入最高可達93 kJ/cm,焊縫一次成形的坡口填充量高達88%,突破了橫位置對接焊縫的焊接效率瓶頸。
1 關鍵技術
在熔化極氣體保護焊(Gas metal arc welding,GMAW)和電渣焊的基礎上,人們發(fā)展了一種具有高效率、低成本的電弧焊方法——氣電立焊。在焊接過程中以CO2作為保護氣,通過水冷滑塊擋住熔融的金屬,使其焊縫強迫一次成形,省去了多道多層焊接的繁瑣過程,從而實現(xiàn)立向位置的高效焊接。在其提高焊接效率的同時也不可避免帶來由于大熱輸入引起的晶粒粗大等問題,因此需要通過合理地調(diào)控焊接工藝參數(shù),在保證焊接質(zhì)量的前提下實現(xiàn)其高速焊接。利用類似于電渣焊所采用的水冷滑塊擋住熔融的金屬,使之強迫成形,以實現(xiàn)立向位置的焊接,通常采用外加CO2為保護氣體。氣電立焊是目前船舶建造行業(yè)內(nèi)焊接效率最高的焊接技術,但只能進行立位置焊縫的焊接,氣電橫焊技術的研究推廣在國內(nèi)尚屬空白,氣電橫焊關鍵技術的研究包含了設備、襯墊、滑塊、焊接材料、焊接參數(shù)等多種因素。
氣電立焊設備基本采用左側(cè)軌道、右側(cè)小車向上行走的工作模式,無法滿足軌道在上、小車行走的要求,需將小車行走機構設置成反向行走。采用611所CZH型垂直氣電焊控制系統(tǒng)進行工藝研究,該設備具備以下功能:①能夠適應280~350 A,28~35 V范圍內(nèi)電流和電壓焊接;②具有高效率的焊接性能;③大熱輸入焊接保證根部焊全熔透;④操作和使用簡便。
FCAW焊橫位置對接焊接時,根部焊縫下端易出現(xiàn)未熔合缺陷,摒棄傳統(tǒng)氣電焊立焊襯墊,結合CO2氣體保護焊陶瓷襯墊特點,為增大坡口根部的熱量輸入,達到熔透效果,將氣電立焊單面陶瓷襯墊下口進行開凹槽設計,有效杜絕了根部焊縫未熔合焊接缺陷,改進成單面錫紙粘貼進行固定方式優(yōu)化,便于操作(圖1)。
為了解決焊縫未熔合焊接缺陷,將氣電立焊表面焊縫強制成形的水冷銅滑塊下口進行開凹槽設計處理(圖2),可有效杜絕表面焊縫未熔合焊接缺陷。銅滑塊成形槽寬根據(jù)表面坡口寬度選擇,原則上不超過坡口寬度6 mm,銅滑塊行走過程中,凹槽的上口需貼近表面坡口的下邊緣。
在氣電橫焊過程中,將焊絲設置在距離坡口下端3 mm,并且距離坡口根部5~8 mm處,有利于焊絲熔化后在根部均勻鋪展熔敷,實現(xiàn)焊縫根部成形,并向表面擺動6~10 mm,確保焊縫表面成形。當焊絲偏于坡口中心位置或距離坡口根部太遠時,根部在靠近坡口根部處的位置由于處在電弧邊緣,溫度較低、熔渣析出,填滿根部間隙,阻礙焊縫根部成形,造成未熔合焊接缺陷;當焊絲距離下端太近或距離坡口根部太近時,一方面噴嘴可能與坡口發(fā)生導電,阻礙正常焊接,另一方面當噴嘴上粘附熔渣時,可能因為間隙太小而阻礙行走機構向上行走。擺動距離不能太小,太小則表面坡口邊緣處溫度太低,析出熔渣阻礙焊縫與母材熔合;擺動距離太大,則表面焊絲與背面焊絲距離太遠,板厚中心溫度不夠,同樣會導致未熔合缺陷。為了保證坡口根部熔合良好,焊絲在擺動兩端適當停留。
2 試驗過程
《中國船級社 材料與焊接規(guī)范(2021版)》第3章焊接工藝對厚度的適用范圍有下列規(guī)定:鋼材厚度適用范圍應符合表1中規(guī)定[9]。盡管橫位置對接采用多層多道的混合焊工藝,但因氣電橫焊焊道在坡口表面和根部均有成形,因此該工藝的厚度適用范圍按照從嚴的原則,板厚適用范圍依照單面單道焊執(zhí)行,參考注③對熱輸入超過50 kJ/cm的焊接方法,認可的厚度上限是1.0t(t為板厚)。結合船舶結構特點及工藝覆蓋的要求,試驗分A,B,C 3組,分別對應板厚15 mm,20 mm,25 mm,裝配參數(shù)見表2,焊接工藝參數(shù)見表3,焊縫成形檢測數(shù)據(jù)見表4。根部間隙是保證背面焊縫成形的主要因素,根部間隙太小,容易導致未焊透,根部間隙太大,使得焊縫填充量增加,意味著焊接熱輸入增加,直接影響焊縫的力學性能,根部間隙參考氣電立焊技術標準設定為8 mm。
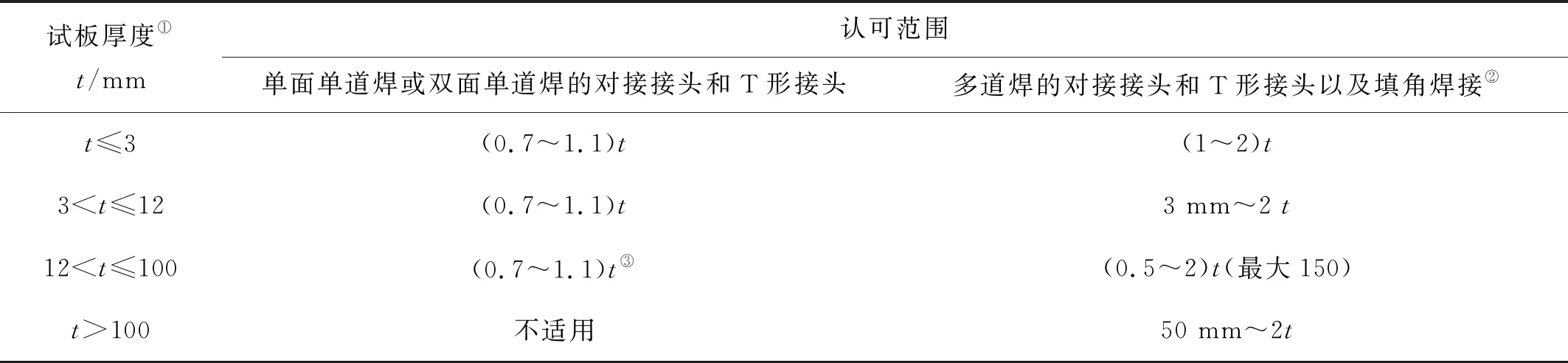
表1 鋼材厚度的適用范圍[9]

表2 裝配參數(shù)

表3 焊接工藝參數(shù)
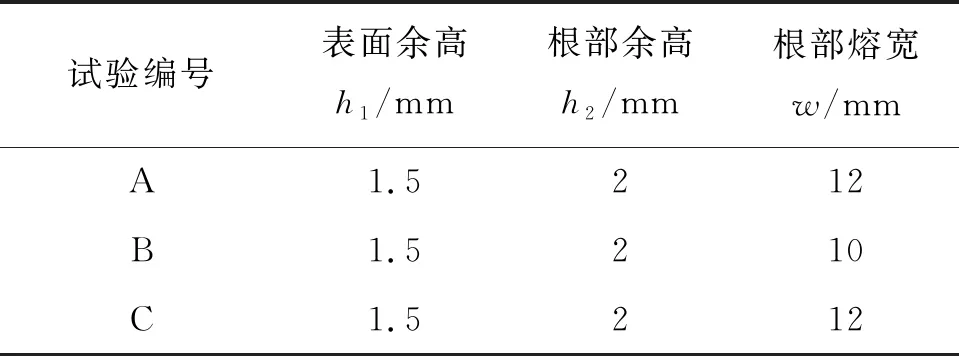
表4 外觀檢測數(shù)據(jù)
3 試驗結果與分析
根部焊縫接頭性能受熱輸入影響較大,重點檢驗根部焊縫中心、熔合線、熔合線+ 2 mm、熔合線+5 mm等位置的沖擊性能(圖4),圖中a,b,c,d是指焊縫根部沖擊試樣缺口所處位置,其中,a為焊縫中心;b為熔合線;c為距熔合線2 mm的熱影響區(qū);d為距熔合線5 mm的熱影響區(qū)。
圖5和圖6為不同厚度試板焊縫的表面、根部形貌及宏觀檢測。A組試驗:如圖5a、圖6a所示,15 mm試板根部焊縫成形飽滿均勻,根部焊縫熔寬12 mm,余高2 mm。橫向氣電焊熱輸入經(jīng)計算為57 kJ/cm,達到了常規(guī)FCAW橫焊的5倍,一次成形填充量約占整個坡口的82.5%;抗拉強度值為515 MPa,510 MPa,硬度試驗最高值為224 HV(圖7和圖8),出現(xiàn)在根部焊縫中心位置,滿足船級社規(guī)范要求;沖擊性能最低值為88.1 J,69.4 J,90.0 J(表5),出現(xiàn)在根部焊縫熔合線。

表5 沖擊性能試驗數(shù)據(jù)
B組試驗:如圖5b、圖6b所示,20 mm試板焊縫成形飽滿均勻,根部焊縫熔寬10 mm,余高2 mm。橫向氣電焊熱輸入經(jīng)計算為86 kJ/cm,達到了常規(guī)FCAW橫焊的8倍,一次成形填充量約占整個坡口的83.1%。 抗拉強度值為515 MPa,500 MPa,硬度試驗最高值為197 HV,出現(xiàn)在根部焊縫中心位置,滿足船級社規(guī)范要求;沖擊性能最低值為42.1 J,114.1 J,75.6 J,出現(xiàn)在根部焊縫熔合線+2 mm。
C組試驗:如圖5c、圖6c所示,25 mm試板根部焊縫成形飽滿均勻,熔寬12 mm,余高2 mm。橫向氣電焊熱輸入經(jīng)計算為93 kJ/cm,達到了常規(guī)FCAW橫焊的9倍,一次成形填充量約占整個坡口的75%。抗拉強度值為545 MPa,550 MPa,硬度試驗最高值為224 HV,出現(xiàn)在根部焊縫中心位置,滿足船級社規(guī)范要求;沖擊性能最低值為106.4 J,87.8 J,97.0 J,出現(xiàn)在根部焊縫熔合線。
3組沖擊性能試驗結果相比船級社規(guī)范規(guī)定的39 J,都具有較大的工藝裕量,焊接工藝優(yōu)良。
4 結論
(1)針對船舶中的橫位置對接焊縫的工藝特點,文中對陶瓷襯墊及水冷銅襯墊滑塊關鍵條件進行了設計優(yōu)化。焊縫表面采用水冷銅滑塊強制成形,焊縫根部采用陶瓷襯墊成形原理,焊縫成形均勻、統(tǒng)一、飽滿,避免了焊后打磨處理,大大減輕了勞動強度。
(2)通過開展15 mm,20 mm,25 mm 的3組工藝試驗對上述研究進行了驗證,各項試驗數(shù)據(jù)均滿足要求,并具有較大的工藝裕量,確保了技術的可推廣性。
(3)氣電橫焊技術的研發(fā)及在LNG及大型集裝箱上的推廣應用,突破了橫位置對接焊縫的效率瓶頸,熱輸入高達93 kJ/cm,焊接效率最高可提高8倍左右。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
甘肅教育(2020年14期)2020-09-11 07:57:42
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
設備管理與維修(2015年12期)2015-04-09 06:57:24
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國衛(wèi)生(2014年11期)2014-11-12 13:11:32
