西門子TCS-TOFFON功能的應用
2022-11-20 08:10:44李寧寧李鵬飛徐歡
金屬加工(冷加工) 2022年11期
李寧寧,李鵬飛,徐歡
沈陽機床(集團)有限責任公司 遼寧沈陽 110042
1 序言
目前,機床已廣泛使用附件頭實現五面加工,機床進行五面加工時,操作者需執行相關指令旋轉工件坐標系,使加工刀具的進刀方向與工件加工平面垂直,進而完成斜面的加工。在AUTO或MDA模式下進行工件加工時,我們可激活手輪干預DRF并使用手輪移動機床軸,使軸遠離工件,便于進行更換刀片等操作,更換刀片后還可以根據產生的偏置值,使用手輪將軸恢復至中斷位置,恢復工件加工。標準的手輪干預DRF只能實現對機床軸的操作,如果機床配置附件頭,操作人員將無法對坐標系旋轉后的幾何軸進行插補式的手輪干預操作[1-3]。本文將介紹通過TCS-TOFFON功能的應用,實現幾何軸的手輪干預。
2 手輪干預DRF
在自動運行方式下,激活DRF功能,可在工件坐標系不變的狀態下使用手輪移動機床軸,使機床坐標系按照手輪移動量產生零點偏移,零點偏移的數值可在數控系統顯示器的特定界面下查看。DRF功能可通過依次選擇按鍵“MENU SELECT”→“MDA”→“程序控制”,再勾選“DRF 手輪偏移”來激活,界面如圖1所示。

圖1 DRF功能激活界面
DRF功能激活后,由手輪操作產生的各軸偏置值可通過依次選擇按鍵“MENU SELECT”→“參數”→“零偏”→“概覽”來查看,顯示界面如圖2所示,紅框部分為手輪DRF偏移值。從圖2中可以看出,DRF只針對機床軸進行偏置。
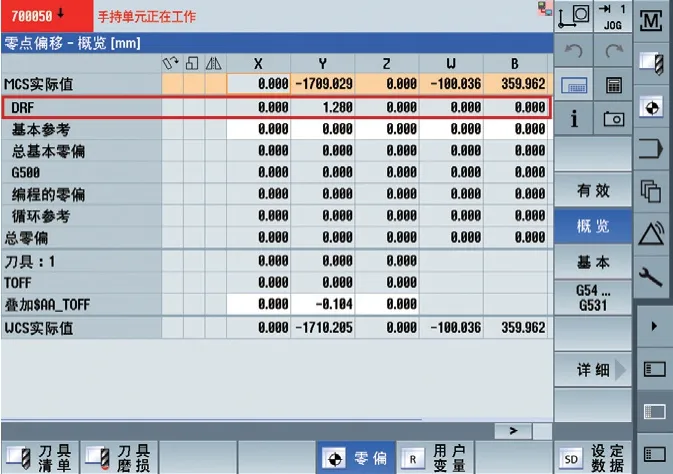
圖2 手輪DRF偏移值顯示界面
3 TCS-TOFFON功能調試步驟
由于上述手輪干預DRF功能只能對機床軸進行偏置,無法實現對坐標系旋轉后的幾何軸進行插補式的手輪干預操作,因此,我們嘗試通過TCSTOFFON功能實現幾何軸手輪干預,其調試工作主要由設置參數、編寫PLC程序、操作步驟三部分組成。
3.1 設置參數
具體的參數設置見表1。

表1 參數設置
3.2 編寫PLC程序
本文以使用西門子MCP483鍵盤上的T9按鍵生效TCS-TOFFON功能為例,進行相關PLC程序的編寫。圖3為MCP483鍵盤,紅圈中的按鍵即為T9按鍵。PLC程序如圖4所示。

圖3 MCP483鍵盤
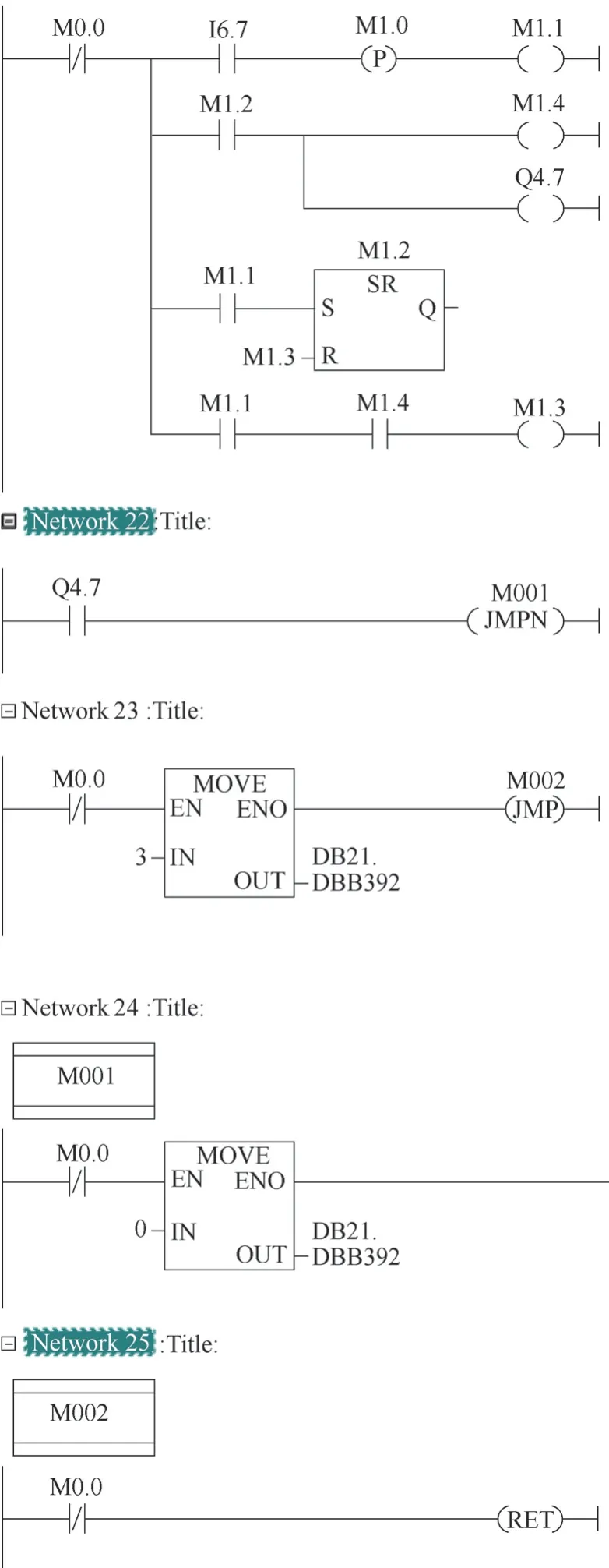
圖4 PLC程序示例
3.3 操作步驟
參數設置和PLC程序完成后,可按如下步驟完成斜面手輪干預。
1)通過HMI操作界面的“程序控制”選擇激活DRF。
2)在AUTO或MDA模式下,點動按下MCP鍵盤上的T9按鈕(見圖3),選擇工件坐標系WCS。
3)執行一段簡單斜面加工程序,使工件坐標系發生旋轉,附件頭的狀態如圖5所示。

圖5 坐標系旋轉后的附件頭狀態
4)生效手輪→選定Z軸→搖動手輪,可使Z軸沿著與加工平面垂直的方向(圖5中紅色箭頭方向)遠離傾斜加工平面。在零偏界面中的MCS實際值和疊加$AA_TOFF都會變化,如圖6所示。
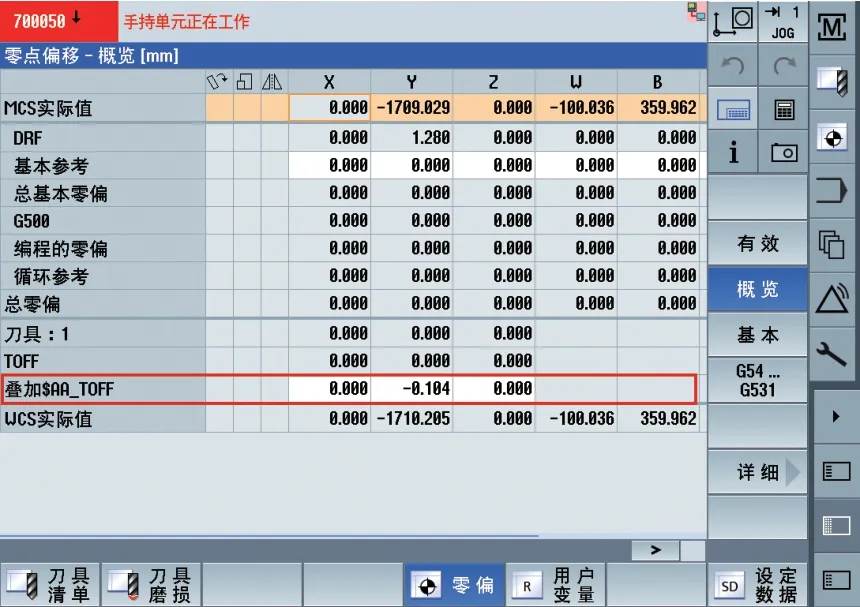
圖6 疊加$AA_TOFF變量界面
4 結束語
應用TCS-TOFFON功能實現幾何軸的手輪干預,補充了原手輪干預DRF的功能缺陷,完善了配置附件頭的機床操作功能。不僅為操作人員提供了更便利的操作方法,而且提高了五面加工機床的加工效率。
猜你喜歡
中華詩詞(2022年6期)2022-12-31 06:41:24
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
中國科技論壇(2017年7期)2017-07-25 08:49:53
金秋(2017年4期)2017-06-07 08:22:16
媽媽寶寶(2017年2期)2017-02-21 01:21:24
國際漢語學報(2016年1期)2017-01-20 08:21:20
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
