復(fù)合式量具刻線工藝研究
2022-11-21 02:30:14張新停豆亞鋒段戰(zhàn)軍李朝輝安會(huì)軍
新技術(shù)新工藝 2022年10期
張新停,豆亞鋒,段戰(zhàn)軍,趙 鵬,李朝輝,安會(huì)軍
(西北工業(yè)集團(tuán),陜西 西安 710043)
刻線量具是為測量零件上具有特殊形狀的不易直接測量的尺寸而設(shè)計(jì)制造的一種檢具,一般品種較多,有長度、寬度、深度、厚度、位置、全形等單一量具,也有兼顧各尺寸同時(shí)測量的復(fù)合式量具。使用中具有高效、快捷、操作簡便、適用性強(qiáng)等特點(diǎn)[1],適用于大批量的生產(chǎn)要求,被廣泛應(yīng)用于機(jī)械零件加工領(lǐng)域。
復(fù)合式量具應(yīng)用在不易直接進(jìn)行測量復(fù)雜結(jié)構(gòu)的異形零件上[2],分為樣板和對(duì)板。樣板用于檢測零件,屬于生產(chǎn)檢具,對(duì)板用于檢測樣板,屬于計(jì)量檢具。設(shè)計(jì)精度一般高于2倍的樣板精度[3]。由于復(fù)合式量具檢測的尺寸較多,在加工過程中難度較大,特別是復(fù)合式刻線量具,在保證形狀尺寸精度要求下,還要保證刻線精度。刻線尺寸、精度的大小直接影響到零件精度的判定,為提高量具的精度和加工效率,針對(duì)復(fù)合式量具刻線方法進(jìn)行工藝研究。
1 研究問題
以某產(chǎn)品殼體內(nèi)型尺寸檢測量具為研究對(duì)象,進(jìn)行復(fù)合式量具刻線方法的研究。該殼體零件內(nèi)型結(jié)構(gòu)復(fù)雜,需要進(jìn)行零件的深度、寬度、角度尺寸檢測,生產(chǎn)中進(jìn)行單一尺寸測量時(shí)難度較大,且不易觀察。為保證零件的裝配要求,采用了復(fù)合式形狀量具結(jié)構(gòu)設(shè)計(jì)(見圖1),量具分為綜合樣板與對(duì)板。制造材料選用20鋼,熱處理要求滲碳淬火,表面硬度要求達(dá)到58~62 HRC,厚度為3 mm。

圖1 復(fù)合量具
2 研究方法
從量具結(jié)構(gòu)來看,樣板外形與對(duì)板內(nèi)型結(jié)構(gòu)尺寸相同,對(duì)板尺寸精度高于樣板,深度、角度、寬度相互有交點(diǎn)值,量具厚度較薄,僅為3 mm,加工中會(huì)存在一定量的變形問題。刻線位置與工作面、水平面均不垂直,存在一定的角度,用刻刀刻線難度較大。
2.1 加工方式
為確保量具精度要求,減少加工中量具的變形量,制定如下切實(shí)有效的加工工藝:下料→銑削加工→精密平磨→熱處理→精密平磨→時(shí)效處理→精密平磨→時(shí)效處理→快走絲→時(shí)效處理→精密平磨→慢走絲加工→研磨加工→刻線加工。
采用快走絲、慢走絲進(jìn)行2道次精切加工,為后道工序預(yù)留0.02~0.03 mm的研磨切削余量。量具厚度面上的2個(gè)平行面采用精密平磨方法進(jìn)行磨削,要求2個(gè)面上的平面度≤0.03 mm。對(duì)板的內(nèi)形工作面采用鉗工手工研磨的方法進(jìn)行,修磨完成后,再以對(duì)板的工作面為基準(zhǔn)去研磨樣板外形工作面至交點(diǎn)值。研合中,使用萬能工具顯機(jī)床或?qū)S脽粝錂z測研合縫隙間隙大小,研合縫隙在燈箱上顯示為無光或者均勻透出藍(lán)光即為合格[4]。研磨時(shí)應(yīng)確保樣板外形的垂直度、平行度對(duì)基準(zhǔn)要求在0.02 mm公差范圍內(nèi)。樣板研磨完成后送恒溫計(jì)量室進(jìn)行檢測,根據(jù)計(jì)量檢測結(jié)果,將所有不合格尺寸修研至合格后,用刻刀進(jìn)行物理刻線。
2.2 刻線
2.2.1 刻線要求
量具在刻線過程中應(yīng)符合如下標(biāo)準(zhǔn)要求:刻線寬度為0.06~0.10 mm,深度為0.05~0.1 mm,2條刻線應(yīng)互相平行。刻線量規(guī)的公差以刻線的中心線為準(zhǔn),不能以刻線的邊緣計(jì)算[5],刻線公差為零件公差,≤0.03 mm。
2.2.2 刻線方式
量具刻線一般采用單獨(dú)刻線,先刻對(duì)板,待計(jì)量檢測結(jié)果合格后,再對(duì)合縫研磨后的樣板進(jìn)行刻線。刻線時(shí)需要制作專用的工裝夾具進(jìn)行固定裝夾。
一般量具上的刻線位置與量具的工作面相互垂直,與基準(zhǔn)面相互平行,刻線時(shí)以基準(zhǔn)面固定量具后,刻刀平行于基準(zhǔn)面直接進(jìn)行刻線。該復(fù)合量具中樣板、對(duì)板上的2條平行刻線與水平方向的夾角為20°,與工作面夾角為58°,直接刻線需要制作復(fù)雜的工裝夾具,周期長,成本高。
為提高刻線精度和減少輔助夾具的加工,根據(jù)此類量具的特殊性和以往的經(jīng)驗(yàn),創(chuàng)新性地提出了整體式刻線方法(見圖2)。借助塊規(guī)、V型塊、正弦規(guī)、平板等標(biāo)準(zhǔn)件,搭建一個(gè)20°傾角的直角三角形平臺(tái),將樣板、對(duì)板組合為整體固定在三角形平臺(tái)斜面上,進(jìn)行同時(shí)刻線。原有刻線方法是分開單獨(dú)刻線,先加工對(duì)板,待對(duì)板刻線后通過計(jì)量結(jié)果數(shù)值合格,再進(jìn)行樣板合縫研磨加工,制作輔助夾具裝夾樣板,對(duì)樣板依次進(jìn)行單獨(dú)刻線加工。改進(jìn)后,制作對(duì)板外形輔助基準(zhǔn)A和B,加工對(duì)板內(nèi)形至尺寸精度,研磨加工樣板進(jìn)行合縫,使得對(duì)板樣板合縫隙達(dá)到尺寸精度要求。再進(jìn)行對(duì)板樣板同時(shí)刻線。
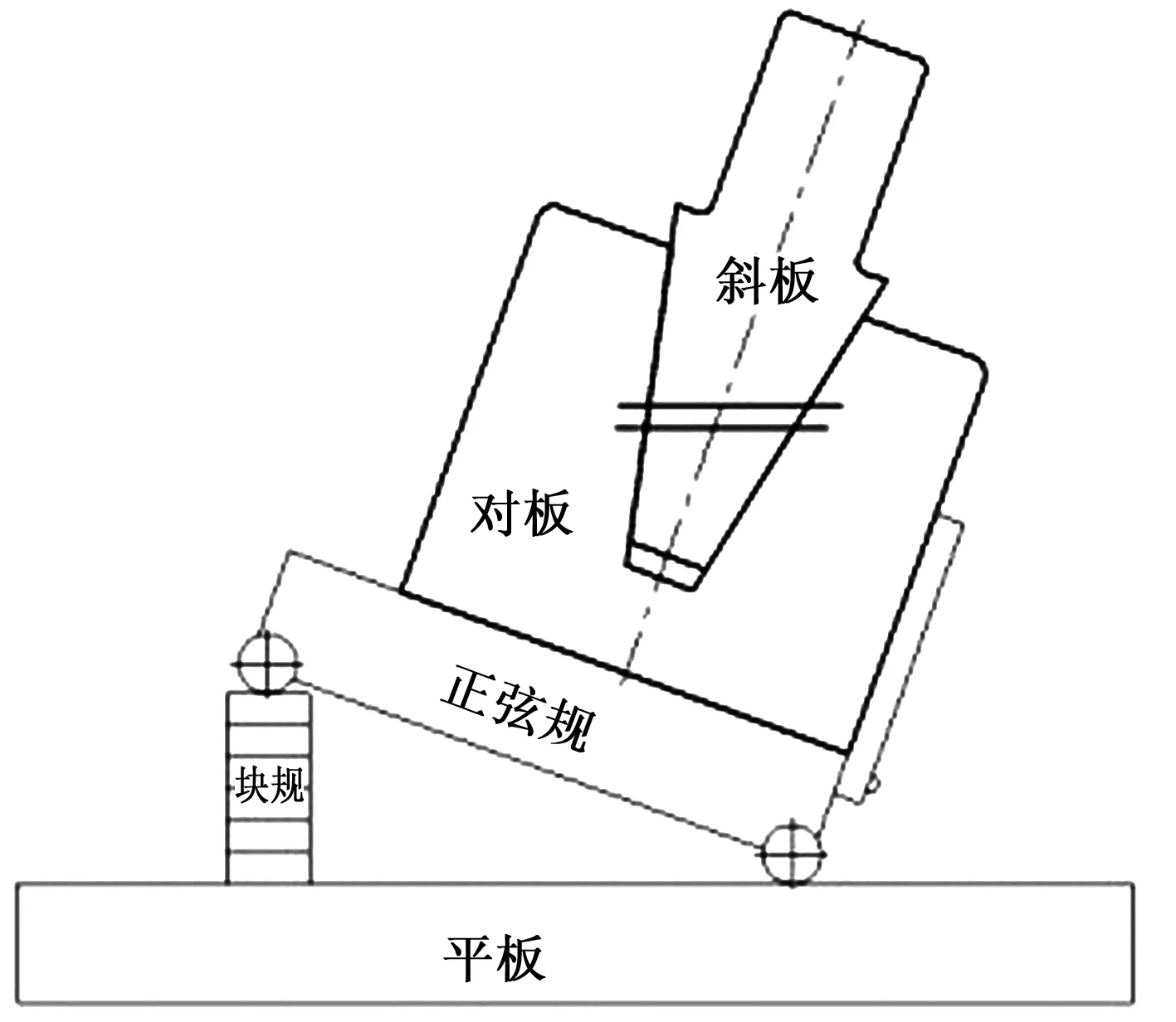
圖2 整體式刻線
3 工藝研究
3.1 刻線位置的確定
在標(biāo)準(zhǔn)塊規(guī)、平板、正弦規(guī)配合搭建一個(gè)直角三角形平臺(tái)中,正弦規(guī)為直角三角形的斜邊,上面緊靠邊緣安裝固定一個(gè)V型塊,將對(duì)板緊靠在V型塊的2個(gè)面上保持不動(dòng),使對(duì)板上的傾斜刻線轉(zhuǎn)換為平行刻線[6](見圖3)。已知對(duì)板尺寸值B、b、f、c、α、β、δ,卡尺測量值H1、p,可根據(jù)三角形函數(shù)關(guān)系計(jì)算對(duì)板刻線高度HD、HX。

圖3 刻線位置尺寸
圖3中,對(duì)板刻線最大位置高度值為:
HD=H1+A′E′+E′A
(1)
(2)
則:
(3)
HX=HD-δ
(4)
式中,HD是最大刻線位置;HX是最小刻線位置;δ是被測尺寸公差;B是對(duì)板寬度;b是樣板與對(duì)板合縫位置寬度;f是樣板合縫寬度到對(duì)板開槽底部距離;c是被測尺寸最大值;α是刻線角度;β是樣板、對(duì)板角度;p是對(duì)板開槽底端到正弦規(guī)平面距離(測量值);H1是對(duì)板與正弦規(guī)接觸面最低點(diǎn)到平板的距離(測量值)。
3.2 刻線流程
3.2.1 涂絕緣溶液
量具尺寸按照?qǐng)D樣加工合格后,刻線前需要在對(duì)板、樣板的刻線部位上涂抹一層絕緣溶液,保護(hù)非刻線區(qū)域不會(huì)受到酸液的腐蝕,起到了絕緣作用[7-8]。絕緣溶液采用瀝青與汽油混合溶液,兩者的比例為1∶4.5(根據(jù)季節(jié)以及汽油純度的不同,溶液配比濃度會(huì)進(jìn)行適當(dāng)?shù)恼{(diào)整)。刻線面上若涂抹絕緣溶液面積較大時(shí)(超過刻線部位面積),可將紙片貼在刻線部位下方多余的涂抹面上,用手緊摁紙片,防止刻線過程中樣板在對(duì)板中竄動(dòng),影響刻線精度和清晰度。
3.2.2 刻線
刻線面上的絕緣溶液晾干后即可進(jìn)行物理刻線。因量具中對(duì)板和樣板的厚度較薄,刻線時(shí),應(yīng)借助V型塊進(jìn)行定位。將V型塊垂直于正弦規(guī)的基準(zhǔn)面固定,形成一個(gè)限位裝置。將樣板與對(duì)板組合體緊靠正弦規(guī)基準(zhǔn)面和V型塊的2個(gè)面上,保持不動(dòng)。刻刀緊貼標(biāo)準(zhǔn)量塊放置,并與標(biāo)準(zhǔn)量塊保持30°夾角。刻線時(shí),刻刀不能橫向移動(dòng),應(yīng)沿著一個(gè)點(diǎn)的圓周方向進(jìn)行均勻旋轉(zhuǎn)[9-10],旋轉(zhuǎn)速度不宜過快,用力要均勻,從而保證刻出的刻線寬度均勻。量具中若對(duì)板比樣板厚,刻線時(shí),可以采用一些紙墊在樣板刻線面的背面,讓樣板比對(duì)板厚度高出0.05~0.1 mm,這樣有利于保證刻線時(shí)能夠刻到樣板工作面的最邊緣處,便于使用中進(jìn)行尺寸觀察,減小人為因素造成的目測誤差。
3.2.3 計(jì)量
樣板與對(duì)板的組合體進(jìn)行物理刻線完成后,應(yīng)送至恒溫計(jì)量室進(jìn)行計(jì)量檢測,待檢測數(shù)值符合圖樣尺寸公差要求后,對(duì)量具上的物理刻線進(jìn)行酸燒腐蝕,確保刻線清晰,耐磨損,延長使用壽命。
3.2.4 酸燒
在36 V安全電壓下,用30 mL的1∶25氯化氨水溶液對(duì)量具上的物理刻線進(jìn)行通電酸燒。用酸液水珠燒線接觸,反復(fù)3~4次,5 s內(nèi)完成。導(dǎo)電棉球不能直接接觸刻線部位,防止酸燒完成后刻線不清晰,出現(xiàn)麻點(diǎn)現(xiàn)象,影響刻線清晰度和表面質(zhì)量。
3.3 清洗、防銹
因酸燒的腐蝕力很強(qiáng),刻線完成后,應(yīng)對(duì)樣板、對(duì)板的刻線面進(jìn)行清洗、防銹處理。用汽油或煤油對(duì)燒線部位進(jìn)行清洗,待涂抹液清洗干凈后,及時(shí)涂抹防銹油。
4 結(jié)語
本次研究問題中,樣板、對(duì)板上的刻線位置與常規(guī)的直角方式不同,刻線位置與基準(zhǔn)成20°斜角,刻線時(shí)難度較大。針對(duì)這一復(fù)合量具上的傾斜刻線不易加工問題,在保證樣板、對(duì)板的刻線精度要求下,創(chuàng)新性地提出了整體式刻線方法,即樣板與對(duì)板組合為整體后進(jìn)行同時(shí)刻線。通過標(biāo)準(zhǔn)量塊、正弦規(guī)、平板等標(biāo)準(zhǔn)件構(gòu)建一個(gè)20°直角三角形固定平臺(tái),將量具的傾斜刻線轉(zhuǎn)換為平行刻線,節(jié)省了輔助工裝的制造成本。采用空間尺寸與復(fù)合角度結(jié)合的計(jì)算方式,經(jīng)過氯化銨水溶液通電腐蝕刻線,有效保證了量具的刻線精度要求。
該工藝方法的研究應(yīng)用,節(jié)省了一般量具刻線過程中輔助工裝夾具的制造成本,提高了量具刻線的加工質(zhì)量。使量具上刻線清晰、準(zhǔn)確,精度高,刻線的寬度可以達(dá)到0.05~0.06 mm,比一般刻線寬度小0.04 mm(一般刻線寬度為0.1 mm),刻線精度達(dá)到0.004~0.006 mm,樣板上的刻線與對(duì)板上的刻線之間誤差為零。
樣板、對(duì)板組合后,整體式刻線方法獨(dú)特、簡便、可靠,提高了專用量具的生產(chǎn)效率和成品率,具有一定的推廣意義。
