空調附件雙物料自動拾取裝配技術研究與應用
2022-11-26 09:35:40陳章勇
日用電器 2022年10期
蘇 濱 劉 波 陳章勇
(珠海格力電器股份有限公司 珠海 519000)
引言
空調、新風系統以及家用電器在生產中會用到大量的小件物料。例如,空調生產中打包附件小件物料較多,目前采用人工取裝的方法進行裝配,效率低、重復動作多且方法落后,已經難于適應產線自動化生產的發展趨勢。同時,在新型空調基地如“黑燈工廠”的生產模式下,產線自動化水平更高,強制要求產線自動化覆蓋率要達到90 %以上,對生產自動化、精益化提出了更高要求。
1 開發難點分析
1)雙物料夾取裝置,其外形尺寸、結構合理性如何定義、設計及與具體產線協調配合?
定義:開發的夾取裝置分別要夾取排水接頭、包扎帶,并整合在一起。排水接頭夾取方向不同,可以選擇豎著夾取或橫著夾取兩種方向。在豎著夾取過程(圖1),有兩方面的因素影響較大,一是排水接頭豎著放置,排水接頭的定位、出料、過程移動控制難度大,二是夾取時排水接頭夾具要較長尺寸,這樣會增大整個夾具的空間尺寸。因此,設計上優先確定排水接頭臥式定位,過程移動出料采用滑軌形式為宜。在具體產線協調裝配位置時,因夾具為一體化,存在夾具與其它零部件存在干涉,如安排布局在原崗位進行自動化裝配,已經裝配的零部件會影響裝配效果。
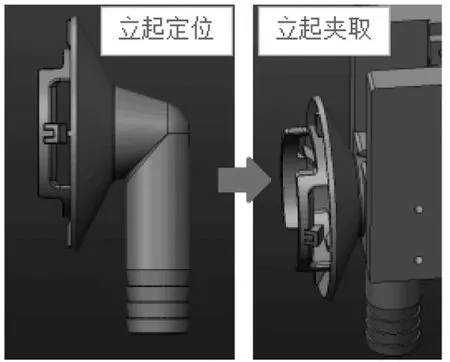
圖1 立式夾取
2)底盤部件裝配孔位尺寸大小不一致,夾取裝配過程多種規格孔位導致夾取區域變化,即使是同種物料每批次也會存在來料模具偏差有偏差,如何實現精準定位?
如圖2所示,底盤泡沫孔位置有不同規格尺寸,有不同廠家生產,常有公差級的允許范圍內的尺寸差異,同時涉及流水線對底盤裝配部件定位偏差,夾取過程物料擺放位置導致夾取偏差等,上述都不約而同的作用于機械手裝配排水接頭的精度。我司泡沫組件規格種類既有內銷又有出口產品,數量達10種以上,對其中的5款產品的泡沫孔測量分析,孔徑尺寸最小的?15 mm,最大的?18 mm不等,識別孔位的差異性范圍和精度都需要考慮在內。

圖2 不同泡沫孔位現狀
按此常規的流水線旁邊設置視覺捕捉定位,上述各種因素交集發生,此種視覺定位方式造成①光源范圍過寬,普通光源打光效果不良,需要增加高精度光源2~3個,勢必增加裝置的整體造價成本;②定位約束過多,需要考量產品擺放位置、機械手夾取點及裝配孔位,容易導致定位不準,自動化裝配一致性很難保證。
3)如何實現排水接頭、包扎帶順序出料
包扎帶、排水接頭在軌道上須及時排列到位,關系到后續夾取物料的姿勢正確,同時需要滿足生產線生產節拍的要求,如何避免卡料問題,送料及時性是關鍵,項目通過在軌道設置振動器、吹氣裝置,合理設置設備參數及優化程序等方法,解決了出料過程物料擁堵、排列卡料問題,同時排水接頭來料,存在注塑不良、瑕疵,聯合質量管理部門及生產廠家,采取物料出模時全檢自檢方式,并劃線確認,檢驗部門按每批次5 %比例隨機抽查檢測,建立起物料來料全檢機制,及時發現問題,及時跟進整改,對異常情況進行責任單位追責,杜絕來料不良情況。
2 技術開發
2.1 夾具系統與視覺定位系統一體化工藝技術開發
如圖3所示,根據以上提出的外形尺寸、定位不精確的問題,項目創造性的開發了夾具裝置與視覺定位系統一體式結構,精準實現物料夾取、定位及裝配動作。
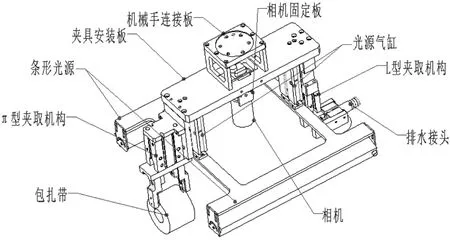
圖3 夾具裝置總方案
1)夾具系統兩側設置有L型和∏型氣動夾取機構,機構采用氣缸驅動,L型夾取機構匹配排水接頭排列布局為平躺式放置,其空間尺寸更加緊湊;包扎帶∏型夾取結構,夾取包扎帶兩側平面,相較于圓弧方向方便夾取,內側裝有防形優力膠結構,避免夾傷物料。
具體實施動作:機械手夾取裝置到達排水接頭擺放位置上方——氣缸驅動L型夾取機構夾取排水接頭——機械手移位至包扎帶擺放位置上方——氣缸驅動∏型夾取機構夾取包扎帶——機械手夾取裝置到達物料裝配位置上方——視覺識別裝配物料定位孔——機械手夾取裝置將排水接頭、包扎帶裝配到位——機械手夾取裝置返回原位。
2)光源系統采用平衡架結構,平衡架通過氣缸與夾具安裝板聯接固定,其兩側搭載2根條形光源。光源可調節角度,雙側打光,燈光覆蓋產品范圍更廣,如圖4。
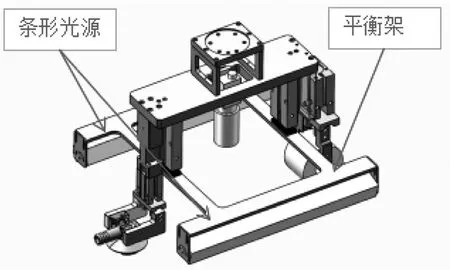
圖4 平衡架&條形光源安裝圖
3)視覺系統中相機固定在安裝板中心點位置,與條形光源高度差控制在(100~150)mm之間,通過氣缸伸縮,條形光源可調節高度位置,解決裝配產品視覺環境亮度大小問題,視覺定位更準確,保證相機能拍攝到更加清晰的圖片。同時,視覺程序以最小孔位φ15 mm 為基準條件,程序限制燈光覆蓋合理范圍內,保證視覺定位精確,如圖5。
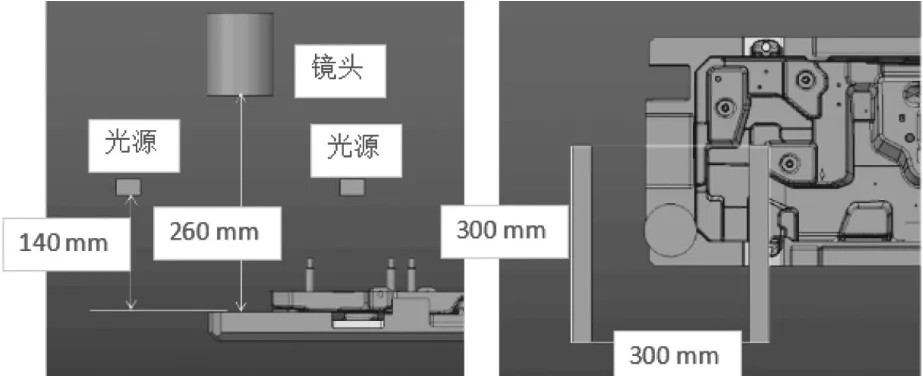
圖5 視覺系統方案示意圖
4)夾具安裝板通過機械手連接板與機器人連接,機械手的原點與相機的中心點設置重合,減小因機械手姿態偏差的自由度,導致相機實時捕捉點偏差,如圖6。
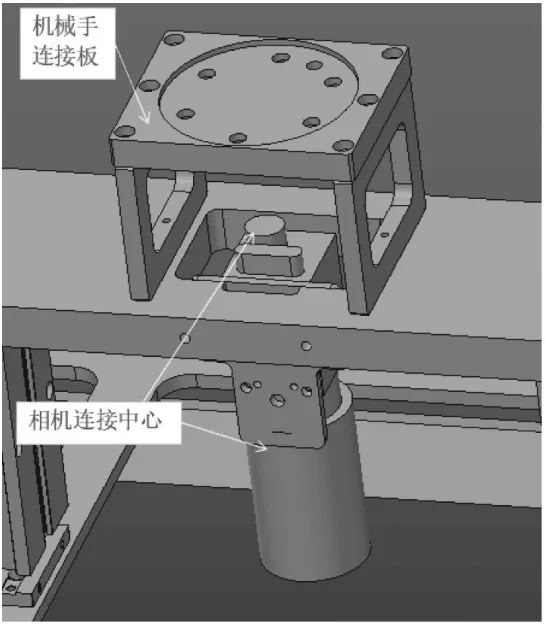
圖6 相機安裝圖
通過以上的創新結構設計,并經實驗驗證及小批驗證到批量使用,效果良好,極大解決行業內雙物料裝配的難點,為空調附件多物料自動拾取和自動裝配奠定了技術基礎。
2.2 物料振動排列工藝定位方法
1)振動盤的料盤上方安裝有用于向振動盤供料的料倉,料倉經支架安裝在臺面上,料倉的作用是可提前準備物料,對應的存儲一定數量的工件,避免僅通過振動盤儲存物料,導致加料頻繁,如圖7。
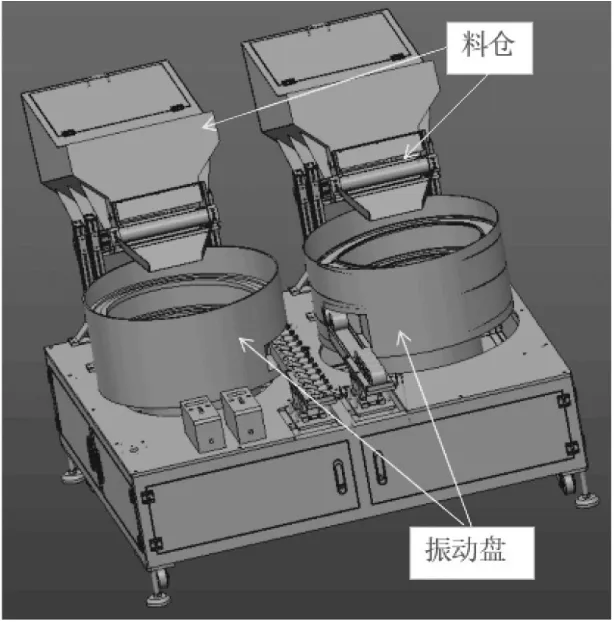
圖7 料倉與振動盤安裝圖
2)振動盤的輸出導軌末端旁側安裝有夾取檢測紅外傳感器,夾取檢測紅外傳感器檢測到輸出導軌末端沒有排水接頭或和包扎帶時,反饋信號給控制器,控制器啟動振動盤和振動器。振動盤底盤中的脈沖電磁鐵,使得料倉做垂直方向振動,料倉里面的排水插頭或包扎帶受到這種振動而沿著螺旋軌道移動。
工件從振動盤內按一定順序平臥輸出,當輸出直線導軌上的工件移動至輸出直線導軌末端,隨后,夾取檢測紅外傳感器檢測到輸出直線導軌末端有工件,反饋信號給控制器信號,控制器將關閉振動器和料倉,如圖8。
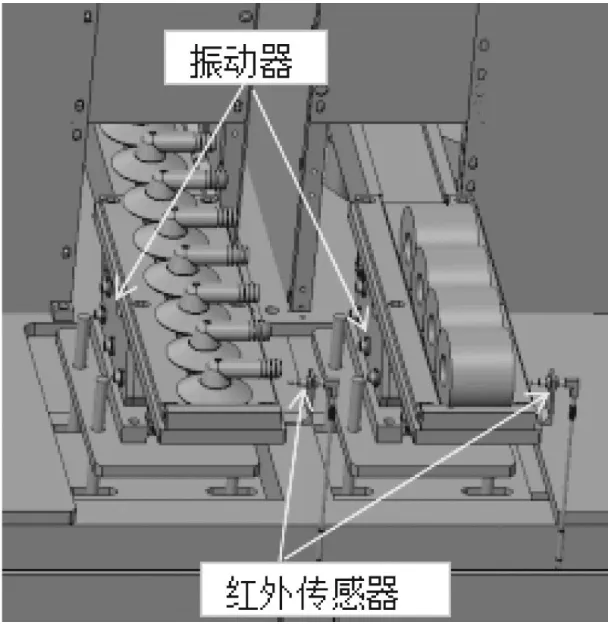
圖8 振動器&紅外傳感裝置
3)實施過程,排水接頭從振動盤內移動到導軌過程中,與生產取料裝配節拍匹配是關鍵,項目設計模式是尤如物流高速公路上,每隔一段距離就有工件,但沿路上工件不能堵料。項目組創新性在物料移動過程中設置了吹氣裝置,在中間段設置吹氣裝置加大吹氣力度,使工件盡快進入輸出導軌末端即候料區,候料區內設置的吹氣裝置改變吹氣角度,目的是調整物料的移動角度偏差,使其在候料軌道內整齊排列,如圖9。
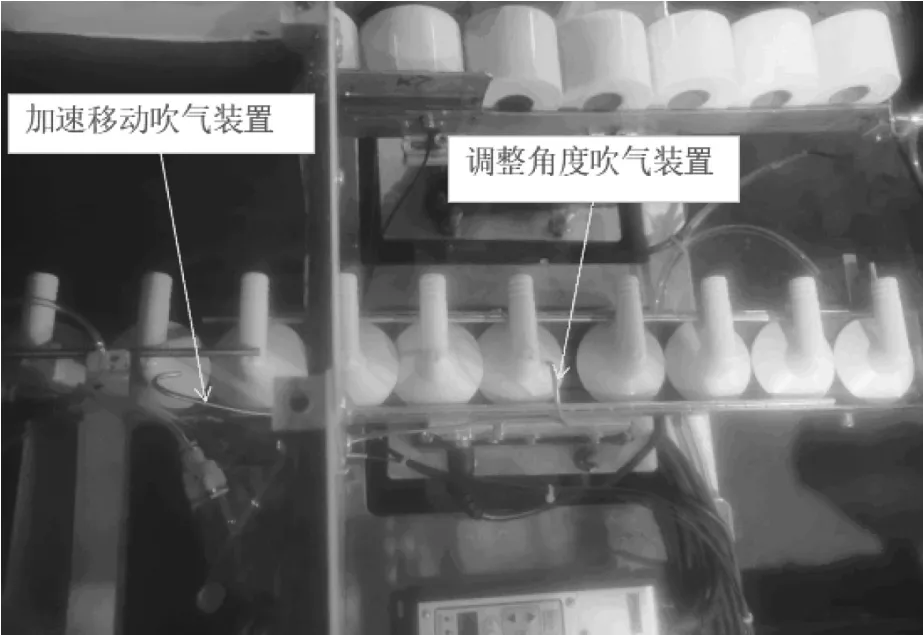
圖9 候料軌道上的吹氣裝置
3 應用成果
目前項目先進技術已經投入產線使用,使用效果反映好,能很好的分流員工作業,工序崗位提效50 %,產線自動化水平顯著提高。
4 結語
項目首創空調行業多物料自動化裝配技術的先例,開發的夾具結構合理,采用的視覺系統適應性強,靈活準確,能有效的識別、定位裝配物件,供料系統做到及時供料,在滿足功能需求同時最大化適應生產產能要求,項目具很強的復制性、行業借鑒性、推廣應用價值,推廣后可給企業帶來極大的經濟和社會效益。
