淺談Darcy定律在玻纖增強樹脂基復合材料灌注成型中的運用
2022-11-26 03:52:00蔡正杰陳國鋒方冬順方夢嬌范麗旻張玉明
玻璃纖維 2022年5期
關鍵詞:工藝
章 平,蔡正杰,陳國鋒,方冬順,方夢嬌,范麗旻,張玉明
(浙江聯洋新材料股份有限公司,嘉興 314511)
0 前言
玻璃纖維增強樹脂基復合材料因其可設計性強、質輕、高強、抗老化、耐腐蝕等多重特性,已被廣泛應用于航空航天、新能源汽車、軌道交通、風力發電及體育休閑制品等領域中。經過近一個世紀的發展,玻璃纖維增強樹脂基復合材料的成型工藝已多達幾十種,其中,樹脂傳遞模塑成型工藝(簡稱RTM)與真空灌注工藝(VARIM)因其生產效率高、環境污染小、制品質量穩定、性能優異等優點,已成為兆瓦級風電葉片成型的首選工藝[1-3]。本文主要是引入Darcy定律,確立玻纖灌注時樹脂的滲透率與玻纖層合板的孔隙率之間的數學模型關系,然后通過真空灌注工藝(VARIM)來進行樹脂在玻纖織物中真空灌注試驗,進而在數學模型基礎之上對玻纖層合板的玻纖質量分數、厚度以及力學性能進行了初步探討。
1 成型工藝
1.1 RTM工藝
1.1.1 樹脂壓注機
樹脂壓注機由樹脂泵、注射槍組成。樹脂泵是一組活塞式往復泵,最上端是一個空氣動力泵。當壓縮空氣驅動空氣泵活塞上下運動時,樹脂泵將桶中樹脂經過流量控制器、過濾器定量地抽入樹脂貯存器,側向杠桿使催化劑泵運動,將催化劑定量地抽至貯存器。壓縮空氣充入兩個貯存器,產生與泵壓力相反的緩沖力,保證樹脂和催化劑能穩定地流向注射槍頭。注射槍口后有一個靜態紊流混合器,可使樹脂和催化劑在無氣狀態下混合均勻,然后經槍口注入模具。
1.1.2 模具
RTM模具分玻璃鋼模、玻璃鋼表面鍍金屬模和金屬模3種。玻璃鋼模具容易制造,價格較低。聚酯玻璃鋼模具可使用2000次,環氧玻璃鋼模具可使用4000次,表面鍍金屬的玻璃鋼模具可使用10000次以上。金屬模具在RTM工藝中很少使用,一般RTM的模具費僅為SMC的2%~16%。RTM灌注工藝示意圖如圖1所示:

圖1 RTM灌注工藝示意圖
RTM原材料:RTM用的原材料有樹脂體系、增強材料和填料。
樹脂體系:RTM工藝用的樹脂主要是不飽和聚酯樹脂。
增強材料:一般RTM的增強材料主要是玻璃纖維,其含量為25%~45%(重量比);常用的增強材料有玻璃纖維連續氈、復合氈及玻璃纖維織物。
填料:填料對RTM工藝很重要,它不僅能降低成本,改善性能,而且能在樹脂固化放熱階段吸收熱量。常用的填料有氫氧化鋁、玻璃微珠、碳酸鈣、云母等。
1.2 真空灌注工藝(VARIM)
真空導流成型工藝過程中,不需要注射設備,只需要一臺真空泵即可。模具只需要單模,一般模腔內是負壓0.1 MPa。真空導流工藝所用的原材料有樹脂體系、增強材料,不添加填料。該工藝用的樹脂主要是要求粘度低,在0.18~0.30 Pa·s左右。增強材料主要是玻璃纖維,其含量為50%~65%;常用的增強材料有玻璃纖維短切氈、復合氈及玻璃纖維織物等。
2 Darcy 定律的理論原理
2.1 Darcy定律
描述了多孔介質中牛頓流體的流動行為,它描繪了纖維狀介質的滲透過程,表示單位截面積上的流量和壓力梯度成線性比例關系,玻璃纖維材料的滲透率可用一比例系數表示,具體表達式為:
式中,Q為通過恒定截面積流體的體積流量(m3/s);K為玻璃纖維的滲透率(m2);A為試樣的橫截面積(m2,垂直于流動方向);ΔP為相應對于流動長度S的壓強差(Pa);η為樹脂粘度(Pa·s);S為流動前沿的距離(mm)。
Darcy定律避免了對滲流的微觀流體動力學現象的描述,而以宏觀的平均概念,將所有的纖維與樹脂間的相互作用概括為綜合反映纖維體滲透特性的參數——滲透率。滲透率可以表征流體流過纖維織物多孔介質的難易程度,其值越大,說明樹脂流過纖維床的阻力越小[4-6]。
2.2 孔隙率的公式
式中,μ表示孔隙率,也即玻纖增強樹脂基復合材料中樹脂的體積分數;ρg為玻璃纖維的密度(g/cm3);ε為玻纖織物的單位面密度(g/m2);n為增強材料層數;h為玻纖織物厚度(mm)。
2.3 真空灌注滲透原理推導
根據真空灌注模型,抽出體系中的空氣,在模具型腔中形成一個負壓,利用真空產生的壓力將樹脂通過預鋪的管路壓入纖維層中。
由Darcy定律可知

由式(3)、式(4),有
式中,Q表示體積流量(m3/s);v為樹脂流速(m/s);A為試樣的橫截面積(mm2);φ為纖維的體積分數(%);n為增強材料層數;h為玻璃纖維厚度(mm);ε為玻纖織物的單位面密度(g/m2);ΔP為相應對于流動長度S的壓強差(Pa);η為樹脂粘度(Pa·s);Xf為樹脂流動前沿到起點的距離(mm);tf為樹脂流動的時間(s),代入數據即可求得滲透率K(m3)。
3 實驗部分
3.1 實驗原料
原材料選擇泰山玻璃纖維有限公司生產的T920W環氧型無堿直接紗與江蘇恒力集團有限公司生產的111 dtex線密度滌綸絲,由卡爾邁耶(中國)有限公司生產的多軸向經編機,加工成1000 g/m2±5%面密度的雙軸向BIAX1000經編玻纖織物。經編玻纖織物的工藝對比如表1。

表1 面密度1000 g/m2雙軸向BIAX1000織物工藝
3.2 實驗方法
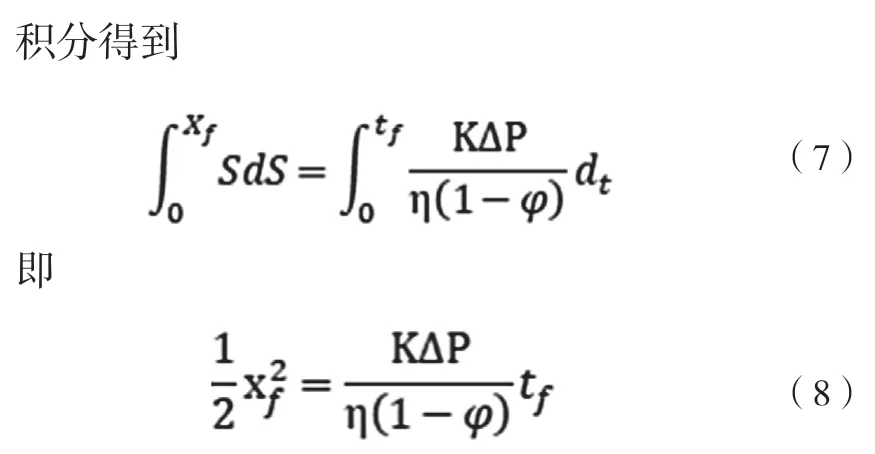
根據Darcy定律滲透原理推導公式(8),樹脂流動前沿位移的平方與樹脂流動時間成線性比例關系,η為樹脂粘度(Pa·s),只要樹脂確定,纖維的體積分數可通過實驗灼燒法得到,即可計算得出樹脂在纖維中流動的滲透率。
此實驗,采用水平真空灌注形式,圖2為VARIM灌注工藝示意圖。將表1中兩種不同生產工藝的多軸向縫編氈BIAX1000裁切成50 cm×40 cm的尺寸大小,平行重復鋪設4層,環境溫度控制在25℃、濕度控制在60%以內環境下進行真空灌注試驗,所用樹脂黏度為0.3 Pa·s,按m(環氧樹脂):m(固化劑)=100:35 將材料進行配比。在真空袋膜上表面用黑色水筆從水平灌注進口端開始,每隔10 cm距離作一條記號線,為方便后續記錄樹脂前鋒滲透玻纖后,到達刻度線所用的時間,如圖3所示。

圖2 VARIM灌注工藝示意圖

圖3 水平真空灌注測試
開始灌注前,以-92 kPa壓力持續保壓5至10分鐘,確保真空壓力維持在-92 kPa,方可打開樹脂進口處閥門,同時按下秒表開始計時。每當樹脂前鋒滲透到標記的刻度線時刻,記錄下此刻的移動到該刻度線樹脂路徑用時,直到樹脂完全浸透并充滿真空袋膜另一端螺旋管時候,開始關閉樹脂進口端,同時出口端樹脂管道也將關閉,灌注試驗結束。
4 結果與分析
本次實驗結果分析分別從所用的兩種玻纖材料的物理性能即織物面密度克重、織物厚度條件對比,同時從樹脂的灌注過程速度分析以及樹脂灌注成型后,層合板玻纖質量分數以及玻纖灌注后層合板的厚度進行對比分析。
4.1 玻纖織物面密度對比分析
盡量保持布面平整的情況下,使用圓盤取樣器分別取4份1#樣與2#樣,并采用電子天平進行稱重,織物的單位面密度稱量結果如下:
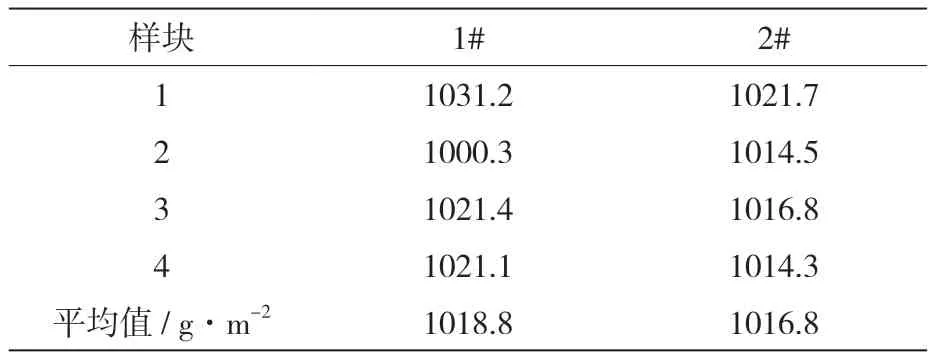
表2 1#樣與2#樣單位面密度對比
E-BIAX1000產品工藝設計值為1012(982~1042)g/m2,1#樣與2#樣的織物單位面密度值均處于工藝設計值范圍內。
4.2 玻纖織物厚度對比分析
盡量保持織物平整的情況下,將樣品織物放置于織物厚度儀平臺上,均勻地取10個點進行厚度測試,數據記錄如下:

表3 1#樣與2#樣厚度對比
兩種E-BIAX1000產品厚度平均值接近,1#樣與2#樣的干布厚度值均滿足工藝設計值范圍。
4.3 浸透速度對比
圖4是樣1與樣2的水平真空灌注速度對比圖。由圖可知,兩者灌注速度明顯不同,樣2灌注速度明顯快于樣1,這說明玻纖織物的工藝對真空灌注速度是有一定影響的。

圖4 水平真空灌注速度
圖4中的橫坐標S表示樹脂移動前鋒的位移,縱坐標T表示時間。
4.4 玻纖質量分數對比
對固化后的1#玻纖層合板與2#玻纖層合板,如圖5所示三個區域位置,分別在相對應區域正中央各取一塊玻纖質量分數測試樣塊,對樣塊進行實驗室灼燒測試玻纖質量分數,測得的玻纖質量分數數值如表4:
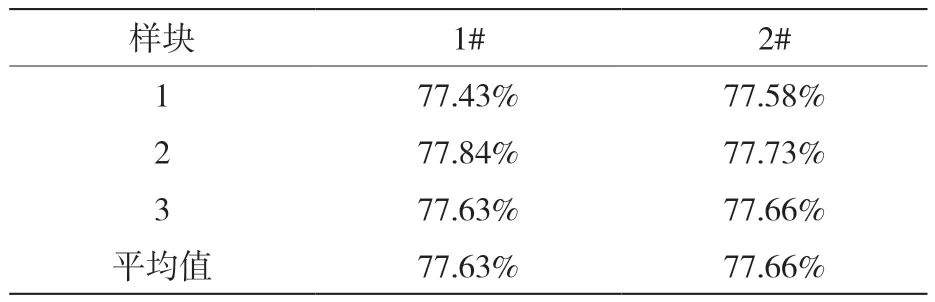
表4 1#樣與2#樣玻纖質量分數值對比
4.5 層合板厚度對比
對固化后的1#與2#樣,用游標卡尺垂直0°方向,分別測量其厚度,厚度對比數據見表
從表5可以看出,兩種玻纖的層合板厚度相差較大,通過圖4的速度對比可以看出,1#樣的速度明顯高于2#樣,這與1#樣的孔隙率較高有很大關系,從而可以得出,孔隙率較高的玻纖層合板厚度反而越高。

表5 1#樣與2#樣層合板厚度對比
4.6 層合板力學性能對比
4.6.1 試驗方法
玻纖層合板的主要測試項目是縱向的拉伸性能,采用國標GB/T1447 《纖維增強塑料拉伸性能試驗方法》,采用的測試設備是美國MTS公司生產的QT-25型電子拉力試驗機。
4.6.2 力學性能
分別對這兩種玻纖復合材料制作的復合材料進行縱向拉伸試驗,結果如表6所示。

表6 縱向拉伸強力測試結果
由表6可以看出來,玻纖復合材料的縱向拉伸力學性能,1#樣略低于2#樣,玻纖真空灌注速度與玻纖層合板的厚度成負相關關系,灌注速度慢的玻纖層合板的孔隙率反而高,其力學性能反而低。
5 結論
本文通過引入Darcy定律,推導出玻纖增強材料的滲透率與樹脂本身的黏度、玻纖織物的面密度克重、玻纖層合板厚度、玻纖層合板中的玻纖質量分數之間的函數關系式,其次通過控制變量法,保證兩種不同工藝制備的玻纖增強材料的面密度克重、玻纖織物厚度相當的情況下,可得出以下主要結論:
(1)1#樣的孔隙率高于2#樣,1#樣更有利于樹脂在其中的流動,1#樣層合板也較于2#樣厚,進一步驗證了灌注速度對層合板的厚度、孔隙率的影響。
(2)經分析,1#樣的紗線線密度較2#樣更細更密實,樹脂流道較2#樣更多,更有利于樹脂在其中的流動。
(3)通過對Darcy定律的應用,更加充分地認識到在真空灌注中,樹脂的浸潤效果與材料本身的孔隙率有直接關系,對真空灌注體系的指導具有重要的意義。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
