熱處理對激光增材制造Ferrium M54鋼微觀組織及力學性能的影響
2022-11-29 02:49:38趙忠超姜慶偉
金屬熱處理 2022年11期
趙忠超, 寧 靜, 蘇 杰, 姜慶偉
(1. 昆明理工大學 材料科學與工程學院, 云南 昆明 650093;2. 鋼鐵研究總院有限公司 特殊鋼研究院, 北京 100081)
Ferrium M54鋼是一種二次硬化型高合金超高強度鋼,具有優異的強韌匹配性和顯著的抗應力腐蝕能力,且成本低,廣泛應用于飛機起落架等航空航天領域[1-3]。Ferrium M54鋼部件的傳統制造工藝需要許多熱加工步驟,后續需要大量的機加工,導致生產周期長,成本高[1,4-5]。激光增材制造是一種快速成形的增材制造技術,其與傳統制造工藝相比具有許多獨特優點,如無模具、材料利用率高、生產成本低、自由度高等[6-8]。激光增材制造(Laser additive manufacturing,LAM)特別適合生產難加工的高性能大型金屬部件[8]。目前在超高強度鋼領域,已開展了大量增材制造工藝參數及工藝參數對其性能的研究[9-10]。
目前關于激光增材制造超高強度鋼的報道,主要是集中在沉積態組織表征,熱處理工藝及力學性能方面的研究。如劉正武等[11]研究發現激光熔化沉積15-5PH 鋼的沉積態組織是由馬氏體+鐵素體組成,同時析出大量細小的NbC。王俊等[12]研究了時效處理對激光增材制造17-4PH沉淀硬化不銹鋼的微觀組織及力學性能的影響。王志會等[13]分析了激光增材制造AF1410鋼沉積態和熱處理后的微觀組織、硬度、室溫拉伸性能變化。
本文采用激光增材制造技術(LAM)制備了Ferrium M54二次硬化超高強度鋼,研究了沉積態及傳統熱處理后M54鋼微觀組織及力學性能的變化規律,探索了改善激光增材制造M54二次硬化超高強度鋼性能的熱處理工藝,以期為其工業化應用提供參考。
1 試驗材料與方法
試驗使用的Ferrium M54鋼的球形粉末(見圖1)是通過等離子旋轉電極霧化法制備,粉末的粒度為50~150 μm,粉末及成品的化學成分見表1。

圖1 激光增材制造用Ferrium M54鋼的粉末形貌Fig.1 Morphology of the Ferrium M54 steel powder used for LAM

表1 Ferrium M54鋼粉末以及沉積成品的化學成分(質量分數,%)
LAM系統中配備了TruDiode 4006激光器、D70同軸送粉熔覆頭、ABB六軸機器手等,基板采用30CrMnSiA鋼,經打磨、酒精擦拭處理。取沉積方向(DD)為縱向,掃描方向(SD)為橫向,激光增材制造工藝參數:激光束功率為1800 W,光斑直徑為φ3 mm,掃描速度為2.6 mm/s,單層沉積厚度為0.8 mm,送粉速度為16.21 g/min。在高純氬氣下逐層沉積,最終成形出尺寸為40 mm×50 mm×80 mm的沉積塊,沉積過程如圖2(a)所示,成品件如圖2(b)所示。

圖2 激光增材制造示意圖(a)及成品件(b)Fig.2 Laser additive manufacturing diagram(a) and finished product(b)
熱處理制度參考傳統Ferrium M54鋼的熱處理工藝,首先對試樣進行固溶處理,在1075 ℃保溫75 min后空冷(AC),然后在1060 ℃保溫1 h,油淬(OQ),隨后在-73 ℃ 深冷處理 2 h,最后分別在495、510和525 ℃ 下進行時效處理,保溫5 h后空冷。
熱處理后的試樣經磨制、機械拋光后用4%硝酸酒精腐蝕,使用OLYMPUS GX53光學顯微鏡和Quanta 650型掃描電鏡(SEM)對沉積態及熱處理后的微觀組織進行分析,同時還利用X射線衍射(XRD)技術對物相進行分析。拉伸性能檢測依據GB/T 228.1—2010《金屬材料 拉伸試驗 第1部分:室溫試驗方法》在WDW-300E力學拉伸試驗機進行室溫拉伸測試,使用Quanta 650型掃描電鏡觀察了斷口形貌。依據GB/T 4340.1—2009《金屬材料 維氏硬度試驗 第1部分:試驗方法》,利用TH300數顯維氏硬度計進行硬度測試,加載載荷砝碼1 kg,保荷時間10 s。
2 試驗結果與討論
2.1 沉積態微觀組織
激光增材制造Ferrium M54二次硬化超高強度鋼組織受工藝參數、沉積塊形狀、尺寸的影響[14]。根據激光增材制造微熔池、冷速快的特點[15],當熔池溫度降到Tm以下時先凝固為鐵素體,隨著溫度下降,鐵素體轉變為奧氏體,高溫鐵素體受到冷速制約轉變不完全保留下來小部分,當溫度下降到Ms點以下時,奧氏體轉變為馬氏體成為主要相。
Ferrium M54鋼沉積塊橫截面和縱截面的微觀組織如圖3所示,從圖3(a)可以看出,橫截面為密集的胞狀結構,縱截面的胞狀微觀組織出現了溶解,表明激光增材制造Ferrium M54鋼的沉積態組織為沿沉積方向生長的柱狀晶。
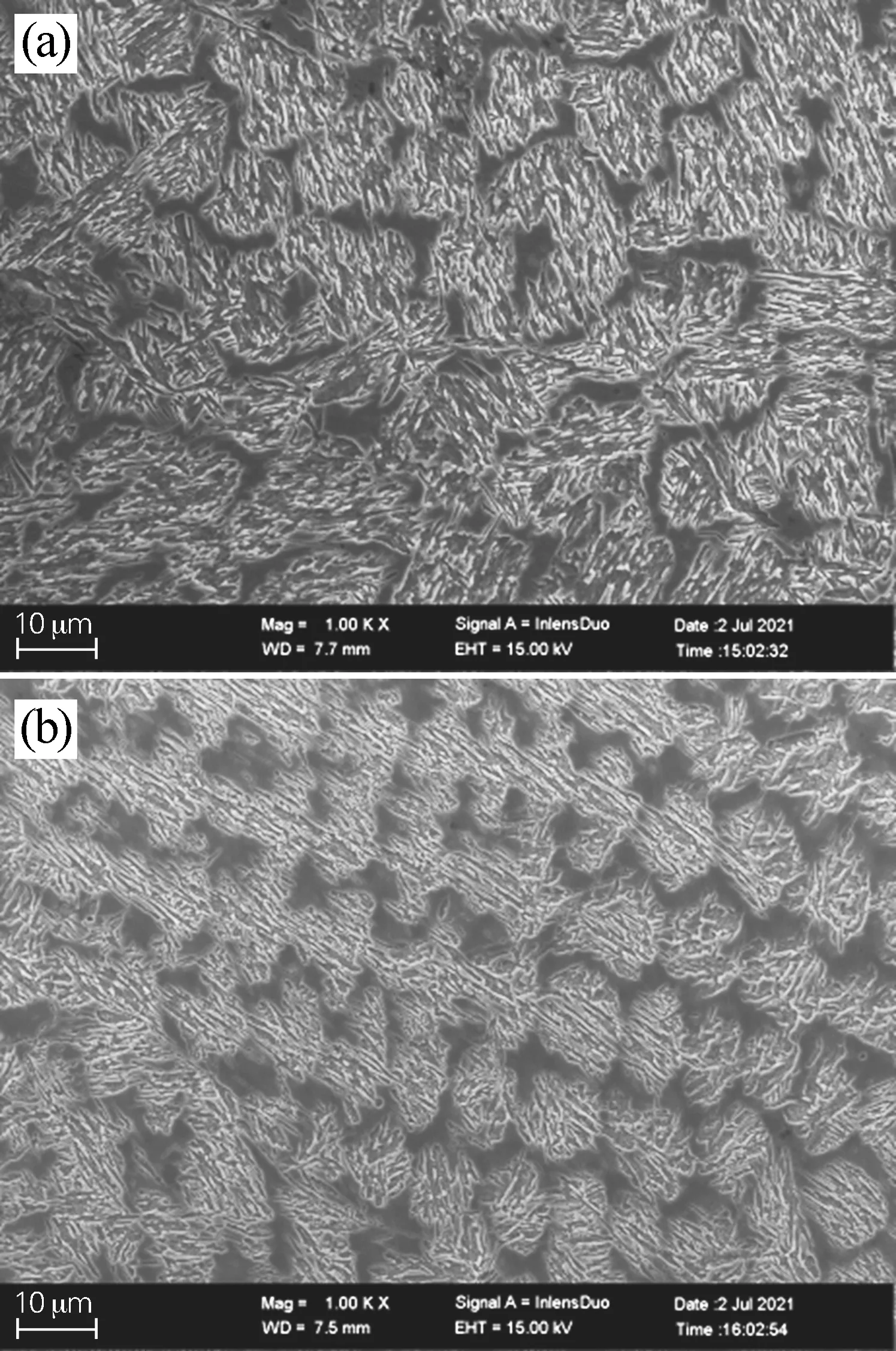
圖3 沉積態Ferrium M54鋼的顯微組織(a)橫截面; (b)縱截面Fig.3 Microstructure of the deposited Ferrium M54 steel(a) cross section; (b) longitudinal section
2.2 熱處理后微觀組織
激光增材制造Ferrium M54鋼的熱處理態微觀組織如圖4所示。采用傳統的熱處理制度主要是考慮通過高溫固溶破壞激光增材制造中典型的胞狀結構,嘗試用傳統熱處理消除掉LAM M54鋼的各向異性,結果如圖4所示。3種熱處理方式基本上消除了胞狀結構,組織各向異性消除。
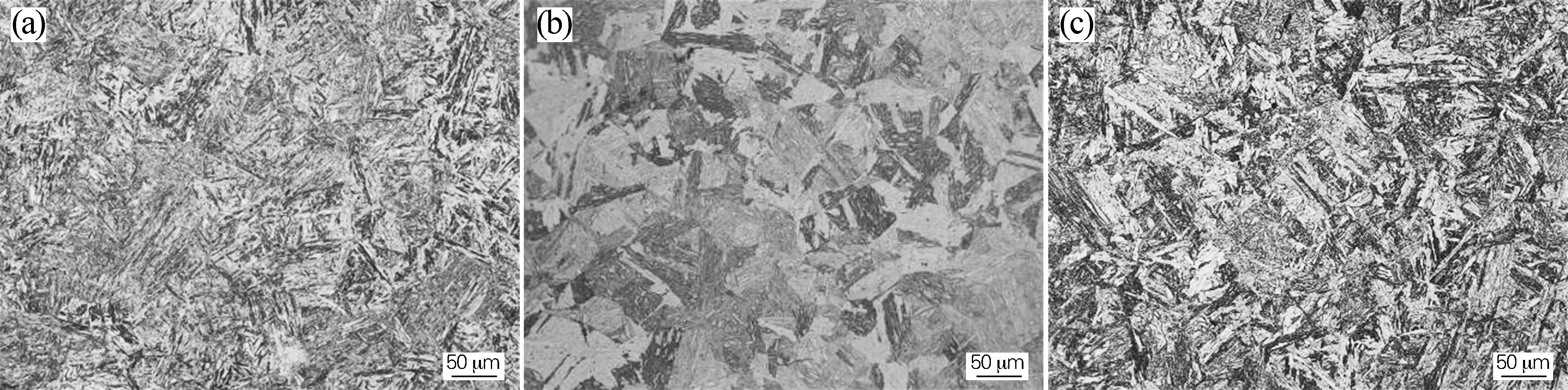
圖4 不同熱處理態激光增材制造Ferrium M54鋼的微觀組織Fig.4 Microstructure of the laser additive manufactured Ferrium M54 steel with different heat treatment states(a) 1075 ℃×75 min, AC; (b) 1060 ℃×1 h, OQ; (c) 1075 ℃×75 min, AC+1060 ℃×1 h, OQ
經固溶、淬火、冷處理和時效處理后激光增材制造Ferrium M54鋼的組織如圖5所示,經495、510和525 ℃時效處理后,Ferrium M54鋼的組織主要為馬氏體+殘留奧氏體。由于時效溫度差異不大,且激光增材制造擁有高的溫度梯度和冷卻速度,導致Ferrium M54超高強度鋼的組織細小,二級組織混雜,在低倍觀察中難
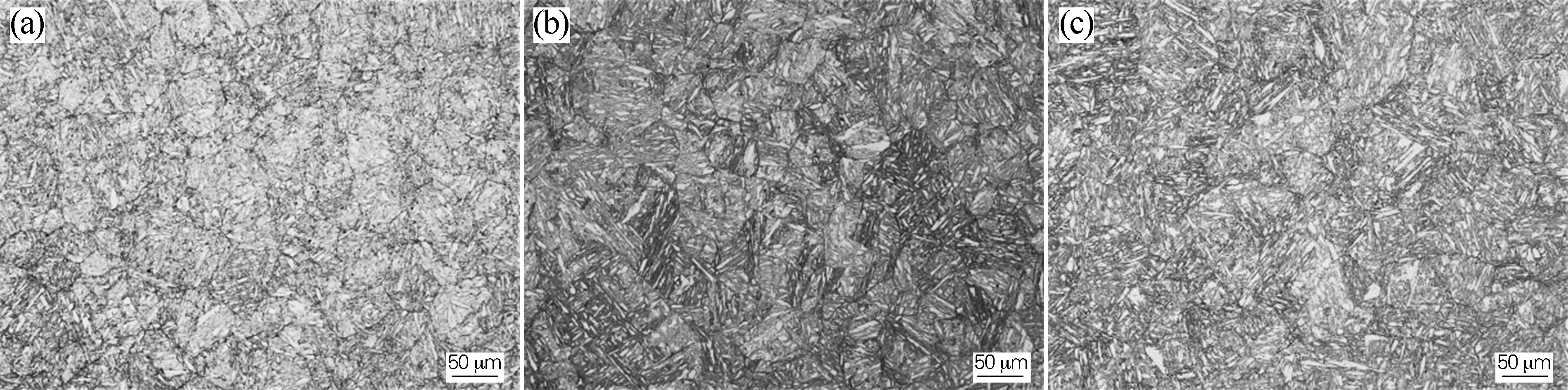
圖5 固溶+淬火+深冷+不同溫度時效處理后激光增材制造Ferrium M54鋼的顯微組織Fig.5 Microstructure of the laser additive manufactured Ferrium M54 steel after solution treatment+quenching+cryogenic treatment+aging at different temperatures(a) 495 ℃; (b) 510 ℃; (c) 525 ℃
以發現3個不同時效溫度下的差異。
為了探索時效溫度對激光增材制造Ferrium M54鋼微觀組織的細微影響,以期尋找適合增材制造工藝的時效溫度。采用掃描電鏡觀察了3種不同時效溫度下Ferrium M54鋼的組織,如圖6所示。從圖6可以看出,激光增材制造Ferrium M54鋼熱處理后組織主要為板條馬氏體,板條形態清晰,多個平行排列的馬氏體板條形成馬氏體板條束,并且在馬氏體板條周圍分布著細小白色球形相。

圖6 不同時效溫度下激光增材制造Ferrium M54鋼的SEM照片Fig.6 SEM images of the laser additive manufactured Ferrium M54 steel aged at different temperatures(a,b) 495 ℃; (c,d) 510 ℃; (e,f) 525 ℃
圖7是激光增材制造Ferrium M54鋼經不同溫度時效后的XRD圖譜。由圖7可知,不同時效溫度下Ferrium M54鋼中的主要相為馬氏體,只檢測到了馬氏體的衍射峰,Ferrium M54鋼在時效過程中可能產生逆轉變奧氏體和細小分散的合金碳化物,但是并沒有其衍射峰,可能是因為其含量太少,未被檢測到。
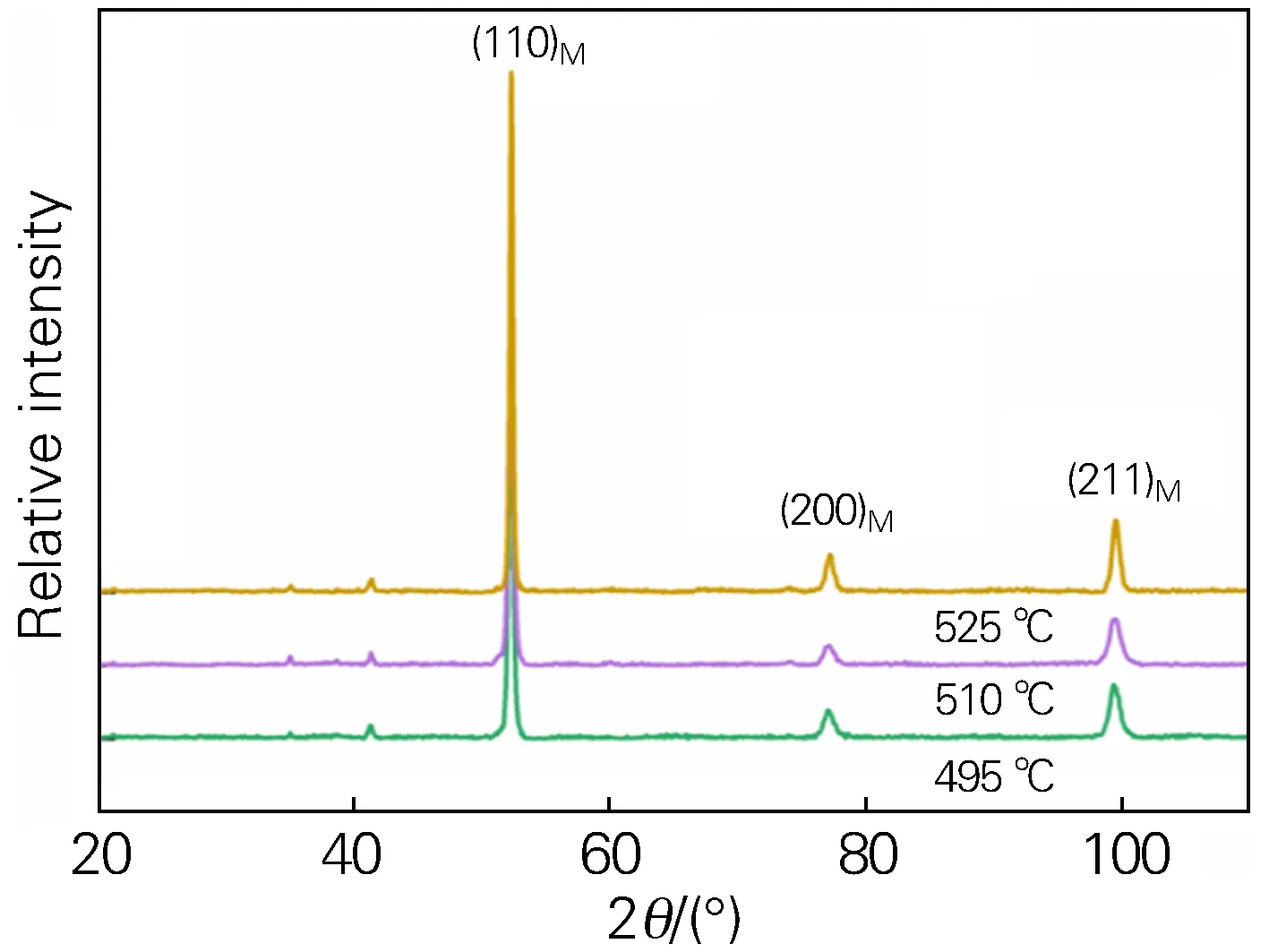
圖7 不同時效溫度下激光增材制造Ferrium M54鋼的XRD圖譜Fig.7 XRD patterns of the laser additive manufactured Ferrium M54 steel aged at different temperatures
2.3 力學性能
經不同溫度時效處理及沉積態的Ferrium M54鋼室溫力學性能見表2。經最終時效處理后Ferrium M54鋼表現出較好的強度和塑性,510 ℃時效處理后綜合性能最優。510 ℃時效的抗拉強度為1863 MPa,屈服強度為1594 MPa,與鍛態相比,抗拉強度較低,屈服強度相近,伸長率一致,斷面收縮率較低。不同溫度時效試樣的拉伸斷口形貌如圖8所示。拉伸斷口為典型的準解理斷裂,由纖維區、放射區和剪切唇3個區域組成。510 ℃時效后試樣的微觀斷口形貌如圖8(d)所示,存在大量小而淺的韌窩。

圖8 不同溫度時效后Ferrium M54鋼的拉伸斷口形貌(a,c,e)宏觀;(b,d,f)微觀;(a,b)495 ℃;(c,d)510 ℃;(e,f)525 ℃Fig.8 Tensile fracture morphologies of the Ferrium M54 steel aged at different temperatures(a,c,e) macroscopic; (b,d,f) microscopic; (a,b) 495 ℃; (c,d) 510 ℃; (e,f) 525 ℃
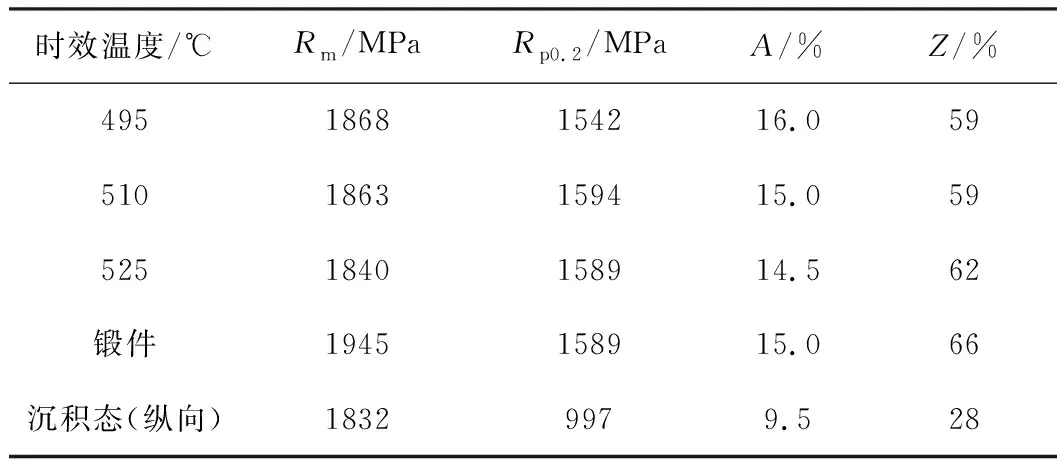
表2 不同狀態激光增材制造Ferrium M54鋼的室溫拉伸性能
不同熱處理態Ferrium M54鋼硬度測試結果如圖9所示,可以看出沒有經過時效處理的試驗鋼硬度偏低,1075 ℃固溶+1060 ℃油淬后硬度最低,僅為382 HV,而后續的深冷+時效處理提高了試樣的硬度,可能是因為深冷處理促進了殘留奧氏體發生馬氏體相變,使硬度進一步提高。經不同溫度時效處理后,510 ℃時效處理后的硬度最大,約為603 HV,其二次硬化現象更明顯。

圖9 不同熱處理態激光增材制造Ferrium M54鋼的硬度Fig.9 Hardness of the laser additive manufactured Ferrium M54 steel with different heat treatment states
3 結論
1) 激光增材制造(LAM)制備的沉積態Ferrium M54鋼組織具有定向凝固特征,表現為沿沉積方向生長的柱狀晶,橫截面為密集的胞狀結構。
2) 經高溫固溶處理后,定向生長的柱狀晶形貌基本消失,直接經1060 ℃油淬后馬氏體板條變得粗大。經后續深冷+時效處理后,獲得較細小的馬氏體組織。
3) 1075 ℃固溶+1060 ℃油淬+-73 ℃深冷+510 ℃時效處理后激光增材制造Ferrium M54鋼的性能最好,抗拉強度為1863 MPa,屈服強度為1594 MPa,斷后伸長率為15%,斷面收縮率為59%,硬度為603 HV。
