基于電子傳動比的多邊形軸類零件數(shù)控車床工作原理及其誤差分析
2022-11-29 02:32:04倪明威羅紅波
機械 2022年10期
倪明威,羅紅波
基于電子傳動比的多邊形軸類零件數(shù)控車床工作原理及其誤差分析
倪明威,羅紅波
(四川大學(xué) 機械工程學(xué)院,四川 成都 610065)
多邊形軸類零件具有無鍵連接的特性,在許多傳動場景中應(yīng)用甚廣,但傳統(tǒng)加工方法存在精度低、效率低等缺點。近年來提出了兩軸同向轉(zhuǎn)動車削加工多邊形軸的方法,本文旨在根據(jù)該方法減小數(shù)控車床在車削加工多邊形軸時產(chǎn)生的平面度誤差。基于多邊形軸的成型原理,建立刀尖軌跡幾何模型并分析得出了刀尖的軌跡方程,將刀尖軌跡方程代入MATLAB仿真得到了不同邊數(shù)的多邊形軸截面的仿真軌跡。對仿真軌跡進行幾何分析后得到了截面直線度誤差的表達式,即可以在實際加工通過調(diào)整加工參數(shù)來獲得符合要求的加工誤差。根據(jù)以上方法,最后得到了不同邊形滿足項目要求的平面度誤差(不超過0.025 μm)所需要的加工參數(shù)。
電子傳動比;多邊形軸;誤差分析;MATLAB仿真
多邊形軸類零件常應(yīng)用于高轉(zhuǎn)速、傳遞較大扭矩等加工場景中,目前在航空、航天、發(fā)電等設(shè)備制造中關(guān)鍵零件應(yīng)用較多。現(xiàn)有的數(shù)控機床加工工藝是回轉(zhuǎn)體表面在數(shù)控車床上加工、多面體表面在數(shù)控銑床上加工,其缺點一是工件需二次裝夾、帶來定位誤差,二是難以達到高精度零件回轉(zhuǎn)體表面與多面體表面的位置精度要求、同時降低加工效率。另一種方案則是用車床通過回轉(zhuǎn)運動加工多邊形軸類零件,其截面成型原理為內(nèi)擺線原理,將車床上固定的刀架通過齒輪組與車床主軸連接,使其能與車床主軸同向轉(zhuǎn)動,車刀刀尖在工件截面上形成內(nèi)擺線的軌跡,可以近似地看作是正多邊形截面,該方法實現(xiàn)了連續(xù)加工,但由于其成型運動是回轉(zhuǎn)運動,刀尖運動所形成的截面必然是曲邊多邊形,與理想的多邊形截面存在誤差。
在誤差分析方面,已有對CA6140機床進行了改進的先例,由伺服電機直接驅(qū)動刀盤,并引入了編碼器對刀盤的轉(zhuǎn)速進行反饋控制,驗證了回轉(zhuǎn)車削多邊形軸類零件的原理正確性,但其直線度誤差較大,還有改進的空間[1-2]。也有從擺線方程入手的嘗試,分析各個參數(shù)對于擺線形態(tài)及擺線直線度誤差的影響,最終得到了一組合適的參數(shù),通過仿真加工出截面形狀為正六邊形的軸,其直線度誤差0.018 mm[3]。由此可見,車床同向回轉(zhuǎn)加工多邊形截面軸類零件的原理是正確的,且其直線度誤差是能夠通過分析參數(shù)來進行優(yōu)化。
本文通過建立平面直角坐標(biāo)系,分析刀尖運動軌跡并建立刀尖軌跡方程。借助MATLAB建立刀尖的仿真軌跡,在軌跡方程中尋求兩回轉(zhuǎn)軸中心距與刀具回轉(zhuǎn)半徑的關(guān)系式,并通過該關(guān)系式得出加工出各正多邊形截面的直線度誤差不高于0.025 μm時所需要滿足的條件。
1 多邊形截面的車削成型原理
1.1 建立刀尖軌跡運動模型
兩個軸同時轉(zhuǎn)動并不方便建立坐標(biāo)系進行軌跡分析,所以通過轉(zhuǎn)化運動,將工件軸中心作為基點,將刀具軸的運動視作一邊做自轉(zhuǎn)一邊圍繞基點做公轉(zhuǎn)的運動,這樣就能建立如圖1所示的平面直角坐標(biāo)系,圖中:原點1是工件回轉(zhuǎn)中心、其轉(zhuǎn)速為1;2為刀具軸回轉(zhuǎn)中心、其轉(zhuǎn)速為2;轉(zhuǎn)速比可表示為=2/1,即工件軸旋轉(zhuǎn)一圈、刀具軸旋轉(zhuǎn)圈;為工件在單位時間內(nèi)轉(zhuǎn)動的角度,根據(jù)轉(zhuǎn)動方向不同,存在正負之分,此處規(guī)定工件逆時針轉(zhuǎn)動方向為正;為刀尖;為刀具軸與工件軸之間的中心距;為刀具的回轉(zhuǎn)半徑。根據(jù)該坐標(biāo)系可以分析得出刀尖的運動軌跡及求得該軌跡的參數(shù)方程。
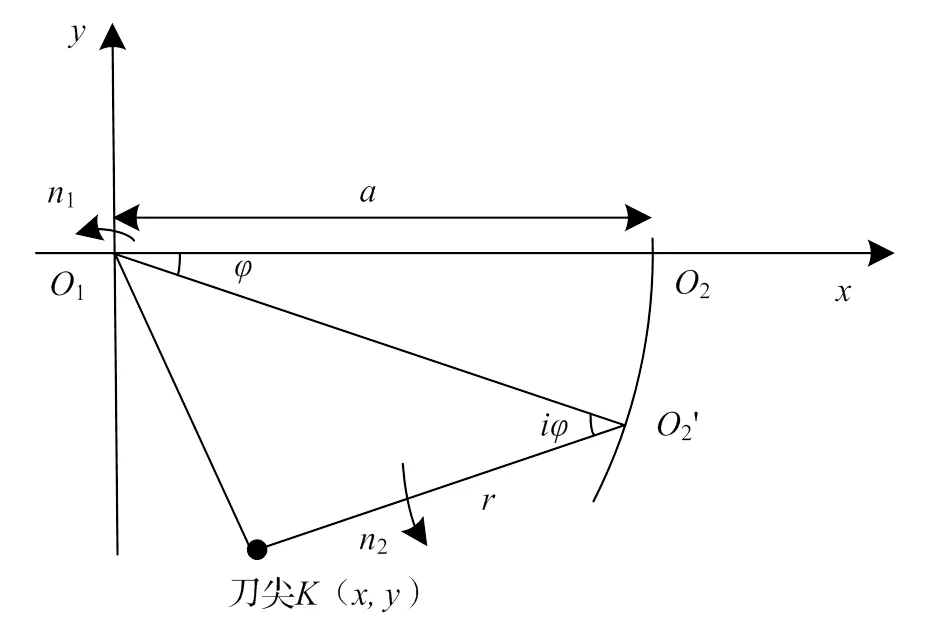
圖1 平面直角坐標(biāo)系中的刀尖軌跡
根據(jù)建立的平面直角坐標(biāo)系可以得出刀尖的移動軌跡是內(nèi)擺線。內(nèi)擺線的形成原理是一個小圓內(nèi)切一個大圓,且小圓繞大圓做無滑動的滾動,繞大圓滾動一周后,小圓上的一點所形成的軌跡就是內(nèi)擺線,內(nèi)擺線的軌跡并不是固定的,而是隨著大圓和小圓的半徑比的變化而變化的[4]。
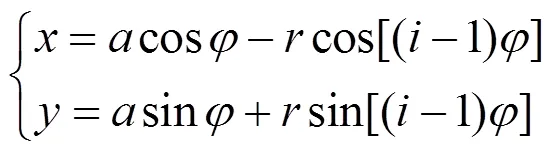
刀尖相對工件中心1運動的軌跡方程為:
刀尖軌跡的幾何推導(dǎo)如圖2所示,在建立的平面直角坐標(biāo)系(圖1)中添加三條輔助線:第一條以O(shè)2'為起點,做平行于O1O2的平行線,交y軸于點A,交O1K于點B;第二條仍然以O(shè)2'為起點,做垂直于x軸的垂線,交x軸于點D;第三條以K為起點,做垂直于AO2的垂線,交點為C。
根據(jù)幾何關(guān)系,可得到的已知條件有12'=、∠12'=。根據(jù)傳動關(guān)系,傳動比為,所以可得∠2'=∠12'∠12'=(1)。在△12'、△2'內(nèi)運用三角函數(shù)可以求得線段2'、、1、2'的長度為2'=sin、=sin(1)、1=cos、2'=cos(1)。求出上述線段的長度后,根據(jù)幾何關(guān)系不難看出,點的縱坐標(biāo)的絕對值是線段與2'的和、橫坐標(biāo)的絕對值是線段1與2'的差,即:
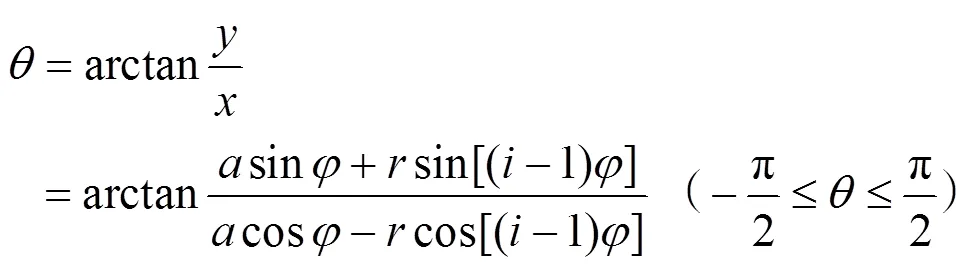
根據(jù)該軌跡方程能得出,刀尖轉(zhuǎn)動后形成的位移角為:
由此便得出了刀尖的運動軌跡以及參數(shù)方程,在理想情況下,只要回轉(zhuǎn)半徑足夠大,內(nèi)擺線的每條邊都能視作是一條直線,也就實現(xiàn)了正多邊形截面軸的近似加工[5]。
1.2 機械傳動比方案與電子傳動比方案
多邊形截面軸的成型原理是將兩軸同向且轉(zhuǎn)速成比例旋轉(zhuǎn)時,刀尖所形成的內(nèi)擺線軌跡看作是多邊形截面,傳統(tǒng)方法實現(xiàn)同向成比例轉(zhuǎn)速轉(zhuǎn)動的原理是通過齒輪組傳動實現(xiàn)的,一對齒輪嚙合會使連接齒輪的兩軸轉(zhuǎn)向相反,但只需要在帶動工件軸轉(zhuǎn)動的主動輪與帶動刀具軸轉(zhuǎn)動的從動輪之間增加一個齒輪,就能實現(xiàn)兩軸同軸轉(zhuǎn)動,而車床主軸和刀具軸之間的轉(zhuǎn)速比則可以根據(jù)三個齒輪之間的傳動比來確定,在需要改變傳動比時可以通過切換嚙合齒輪來改變傳動比關(guān)系(即換擋),但因為傳動比由齒輪齒數(shù)比決定,所以改變傳動比的范圍有限。
隨著數(shù)控技術(shù)的發(fā)展成熟,也有采用數(shù)控技術(shù)與反饋調(diào)節(jié)原理來實現(xiàn)同向成比例轉(zhuǎn)速轉(zhuǎn)動的方案,通過數(shù)控系統(tǒng)來同時控制工件軸和刀具軸的轉(zhuǎn)向和轉(zhuǎn)速,并引入反饋系統(tǒng)來實時監(jiān)控調(diào)節(jié)兩軸的轉(zhuǎn)速比,將工件軸與刀具軸的轉(zhuǎn)速維持為一個恒定比值[6]。原理如圖3所示。
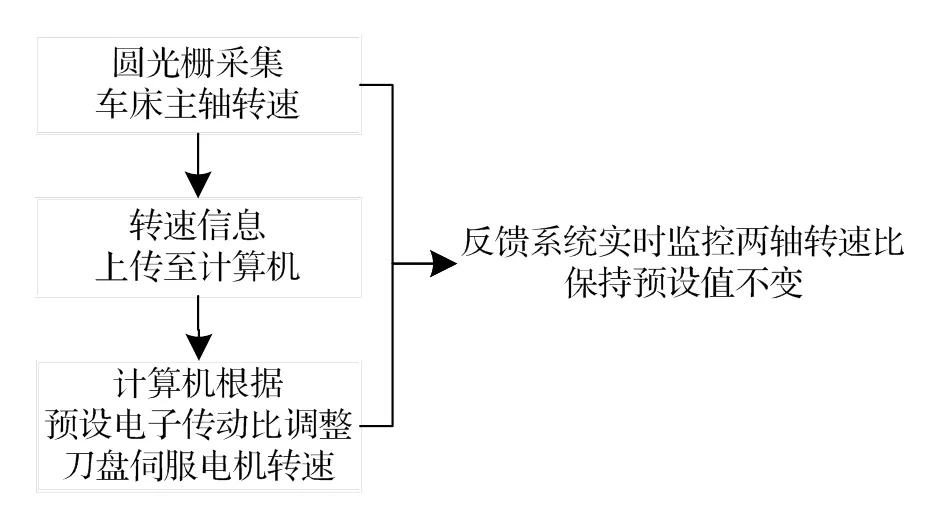
圖3 保持電子轉(zhuǎn)速比的流程
電子傳動比方案相比于機械傳動比方案,具有更高靈活性,調(diào)節(jié)傳動比范圍更大,可根據(jù)實際需求來進行調(diào)節(jié),且改變傳動比時無需停車換擋,具有更高的加工效率與加工精度[7]。
2 MATLAB仿真刀尖軌跡
為了得到更加直觀的刀尖軌跡模型,在做參數(shù)分析之前運用MATLAB中的函數(shù)工具箱對刀尖形成的內(nèi)擺線軌跡進行仿真。這也是最常用的將工程問題轉(zhuǎn)化為數(shù)學(xué)模型來進行分析求解的思路,數(shù)學(xué)模型仿真具有更好的可靠性,對于快速求解、求得最優(yōu)解都有極大的幫助。
采用MATLAB求解刀尖軌跡時用到的數(shù)學(xué)模型即上文分析得出的刀尖軌跡方程式(1)。為分析得到具體軌跡,此次仿真采用MATLAB自帶函數(shù)工具箱中的ezplot函數(shù),該函數(shù)能夠根據(jù)給出的函數(shù)關(guān)系式自動繪制出函數(shù)的軌跡,無需給出具體的定義域。
根據(jù)ezplot函數(shù),輸入如下程序:
S=ezplot(‘x=acosθ-rcos[(i-1)θ]’,‘y=asinθ+rsin[(i-1)θ]’,[0,2*pi])
Set(S,'color','k')
規(guī)定工件轉(zhuǎn)角的取值范圍為0~2π,即工件轉(zhuǎn)動一周時刀尖運動形成的軌跡,式中、、都可以根據(jù)實際加工時的需求來給定具體數(shù)值。圖4是截面形狀分別為三角形與正六邊形的仿真圖形。
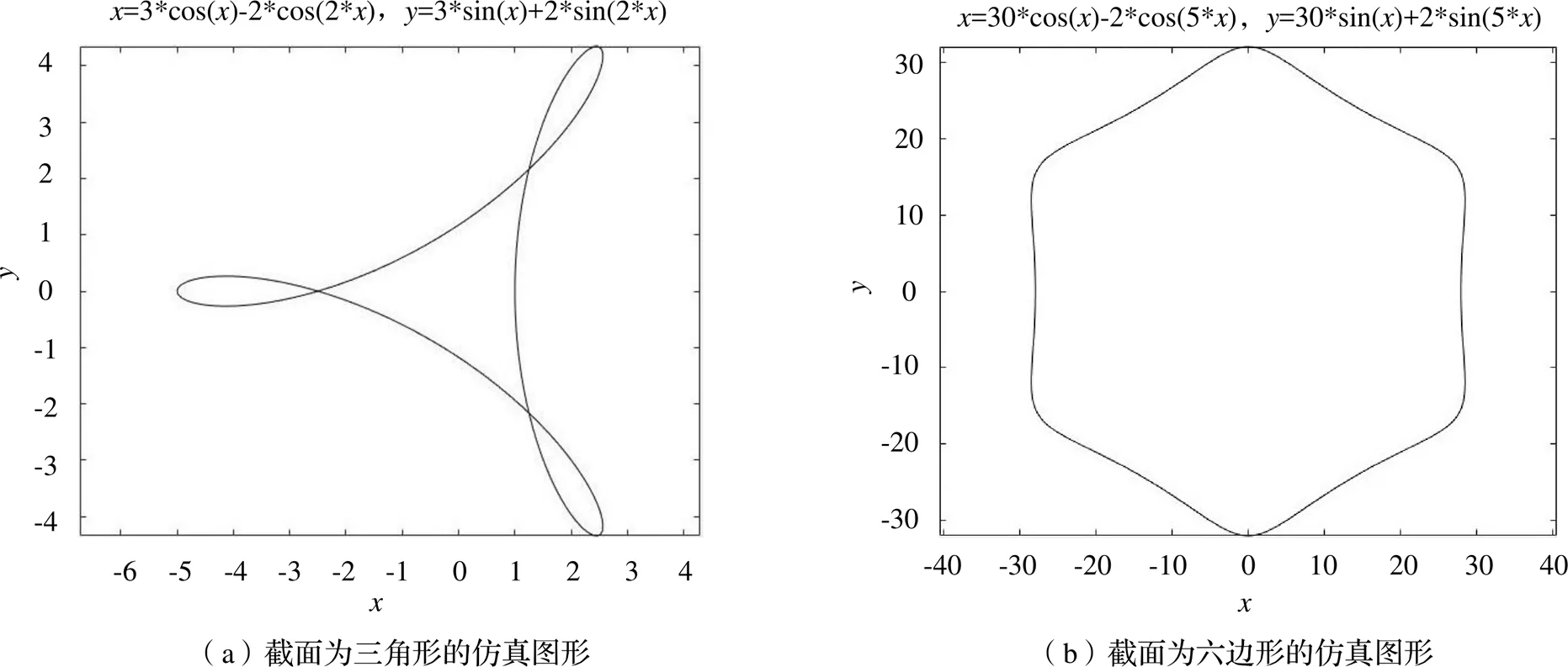
圖4 不同截面的仿真圖形
另外,當(dāng)中心距和回轉(zhuǎn)半徑二者比值一定時,無論二者數(shù)值如何變化,內(nèi)擺線軌跡是保持不變的,如果能夠找到一個合適的比值讓刀尖形成的內(nèi)擺線軌跡每條邊的直線度誤差符合要求,那么則能夠根據(jù)這一比值與實際加工場合來對中心距和回轉(zhuǎn)半徑進行調(diào)整。同時通過刀具沿工件軸線移動即可成形截面為多邊形的平面。
3 多邊形截面直線度誤差分析
3.1 多邊形截面直線度誤差計算[8]
根據(jù)內(nèi)擺線的成型原理以及具體的軌跡參數(shù)方程可以得出:當(dāng)?shù)毒叩幕剞D(zhuǎn)半徑越小,就會使得內(nèi)擺線的每一條邊的凹陷程度越大,所以在特定參數(shù)條件下,可以將內(nèi)擺線的每一條邊的曲率半徑增加到足夠大,就能將內(nèi)擺線的每一條邊都近似地認為是直線,內(nèi)擺線就能近似地看作是一個正多邊形,但這樣的近似思想便會使正多邊形軸截面的每條邊產(chǎn)生直線度誤差,進而影響到每個面的平面度誤差。
誤差分析的原理如圖5所示。可知,刀尖通過加工形成的實際軌跡是一個凹邊內(nèi)擺線,它與理想情況下的正多邊形是存在誤差的,取其中一條邊進行分析,建立了如圖所示的平面直角坐標(biāo)系,使曲線關(guān)于軸對稱,弧和直線分別與軸有一個交點,令其分別為和,那么顯而易見的是,線段的長度就是實際軌跡和理想軌跡之間的加工誤差了,分析得出這樣的結(jié)果后,問題便轉(zhuǎn)化成了通過幾何關(guān)系求出線段的長度。
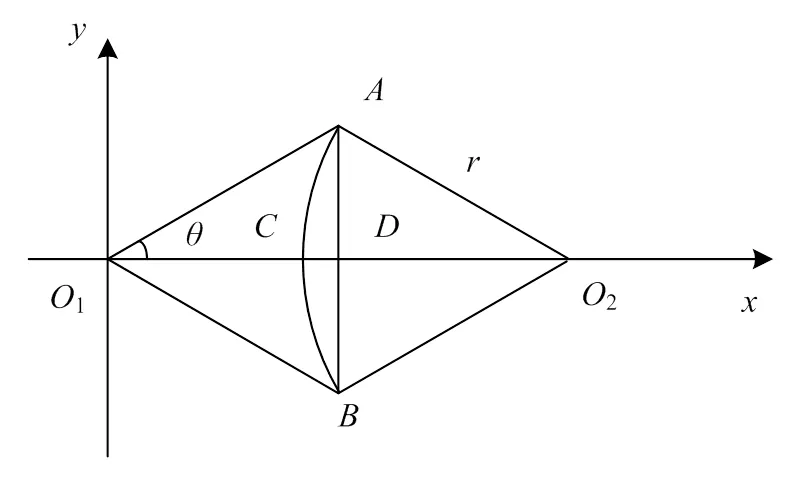
圖5 截面誤差示意圖
誤差計算以正六邊形為例,圖5中的點和點是成型截面中的頂點,設(shè)工件軸逆時針轉(zhuǎn)動為正方向轉(zhuǎn)動,那么刀尖在點時的位移角∠12=,由正多邊形的幾何性質(zhì)可知=π/(為正多邊形的邊數(shù)),結(jié)合軌跡分析時得到的結(jié)論可知:
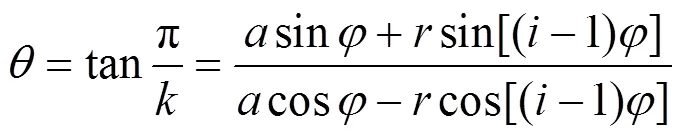
展開可得到:
式(5)調(diào)整位置化簡后,可以代入輔助角公式再化簡得到:
在圖1中,對△12'、邊12'、與邊2'使用正弦定理可得:
由于式(7)同時存在的加工邊數(shù)和轉(zhuǎn)速比之間存在聯(lián)系,根據(jù)傳動關(guān)系可知,當(dāng)?shù)毒咻S上均勻裝夾了把車刀,刀具軸與工件軸的轉(zhuǎn)速比為(為整數(shù))時,所形成的軸截面邊數(shù)=×,故當(dāng)?shù)毒咻S上只裝夾一把車刀時,截面邊數(shù)和轉(zhuǎn)速比在數(shù)值上相等,化簡式(7)可得:

聯(lián)立式(6)(8)可以得到:

求解可得:

由式(10)可知:正多邊形截面的誤差由兩軸中心距、刀具回轉(zhuǎn)半徑、轉(zhuǎn)速比共同決定;兩軸中心距與誤差呈正相關(guān),兩軸中心距越大、則誤差越大;而刀具回轉(zhuǎn)半徑與誤差呈負相關(guān),刀具回轉(zhuǎn)半徑越小、形成的曲面越凹、自然平面度誤差也就越大[9];而由于本方案只采用一把車刀加工,所以轉(zhuǎn)速比由實際的加工生產(chǎn)方案中的加工邊數(shù)來決定,代入生產(chǎn)中常用的加工邊數(shù),即可獲得對應(yīng)的兩軸中心距和刀具回轉(zhuǎn)半徑的代數(shù)關(guān)系如下:
加工正三角形截面軸時,=3,則有:

加工正方形截面軸時,=4,則有:

加工正五邊形截面軸時,=5,則有:

加工正六邊形截面軸時,=6,則有:

式(12)~(15)即為加工邊數(shù)不同時所形成的不同誤差與兩軸中心距和刀具回轉(zhuǎn)半徑的關(guān)系式,在實際加工中可以通過調(diào)整兩軸中心距和刀具回轉(zhuǎn)半徑來控制誤差的大小。
而在前文中的MATLAB仿真分析軌跡時提到過,截面的凹凸程度與兩軸中心距及刀具回轉(zhuǎn)半徑的比值有關(guān),即當(dāng)兩軸中心距和刀具回轉(zhuǎn)半徑的比值發(fā)生變化時,成型截面的誤差也會發(fā)生變化,下面將對其進行分析。
在理想情況下,加工得到的截面形狀恰好是正多邊形,即此時的||為零,但由于加工中的各項因素,導(dǎo)致加工誤差必定是存在的,如果將加工誤差近似地看作為零,即可得到相應(yīng)的關(guān)系式如下:
加工正三角形截面軸時,令||≥0,則有:
加工正方形截面軸時,令||≥0,則有:
加工正五邊形截面軸時,令||≥0,則有:
加工正六邊形截面軸時,令||≥0,則有:
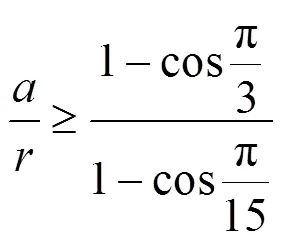
這樣就得到了將誤差近似看作0時初步得到的兩軸中心距和刀具回轉(zhuǎn)半徑的比值,其他情況都是理想條件下時,盡量滿足對應(yīng)邊數(shù)的比值,得到的誤差會是一個比較滿意的結(jié)果。在實際生產(chǎn)中,車間可根據(jù)這樣的比值,結(jié)合加工零件的實際尺寸來調(diào)整兩軸中心距及刀具回轉(zhuǎn)半徑,進而減小加工誤差,提高加工精度。
3.2 多邊形截面直線度誤差驗算
前文得出了加工時為了得到較好的直線度誤差所需要滿足的中心距與回轉(zhuǎn)半徑的比值關(guān)系,由于其關(guān)系式內(nèi)存在余弦函數(shù),故其比值為無限不循環(huán)小數(shù),取臨界值的本質(zhì)是向臨界無限靠近,所以小數(shù)點后的位數(shù)取得越多,截面的直線度誤差就越小。
下面將以正六邊形截面為例說明,驗算該關(guān)系能否使直線度誤差達到0.025 μm。
正六邊形截面直線度誤差為||=(1-cos(π/15))-(1-cos(π/3)),中心距與回轉(zhuǎn)半徑的比值為(1-cos(π/3))/(1-cos(π/15)),將余弦值小數(shù)點位數(shù)取到后六位時,比值為22.8812,回轉(zhuǎn)半徑同樣取10 mm、12.5 mm、15 mm及20 mm,直線度誤差如表1所示,可得當(dāng)余弦值取到小數(shù)點后六位時,獲得的直線度誤差符合≤0.025 μm的要求,即在實際加工中,保持這一比值來對中心距與回轉(zhuǎn)半徑進行調(diào)整,就能加工出符合直線度要求的截面。而在實際加工中,當(dāng)?shù)毒叩闹髌呛透逼菫榱銜r,通過刀具沿工件軸線水平移動即可將軸截面的直線度轉(zhuǎn)化為整根軸的平面度,從而可得到軸上多邊形平面度誤差≤0.025 μm[10]。
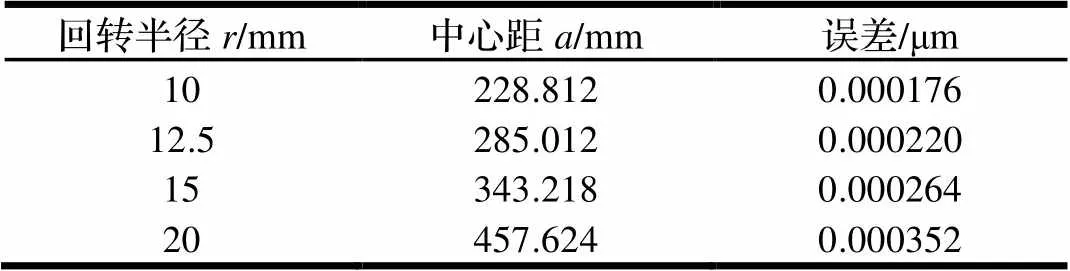
表1 中心距與回轉(zhuǎn)半徑比值為22.8812時的直線度誤差
4 MATLAB仿真檢驗
前文得出了中心距和回轉(zhuǎn)半徑的比值,滿足直線度誤差不超過0.025 μm得到加工截面邊數(shù)和對應(yīng)的比值如表2所示。
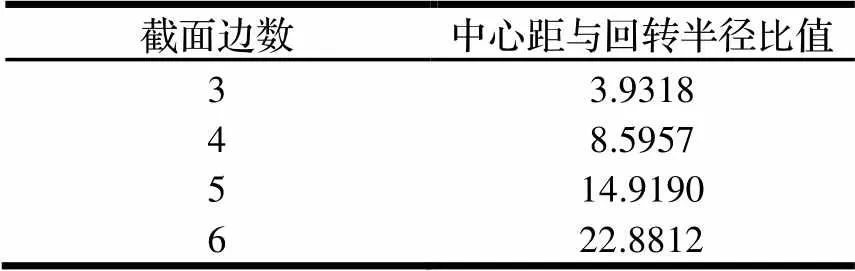
表2 截面邊數(shù)與對應(yīng)的比值
仍以三角形與六邊形截面為例,運用MATLAB軟件對表2陳列的比值結(jié)果進行仿真檢驗,如圖6所示,可以看出,截面的曲邊得到了較好的修整,且原本容易產(chǎn)生應(yīng)力集中的尖角也被轉(zhuǎn)化為圓角,在一定程度上有助于提高軸的使用壽命[11]。
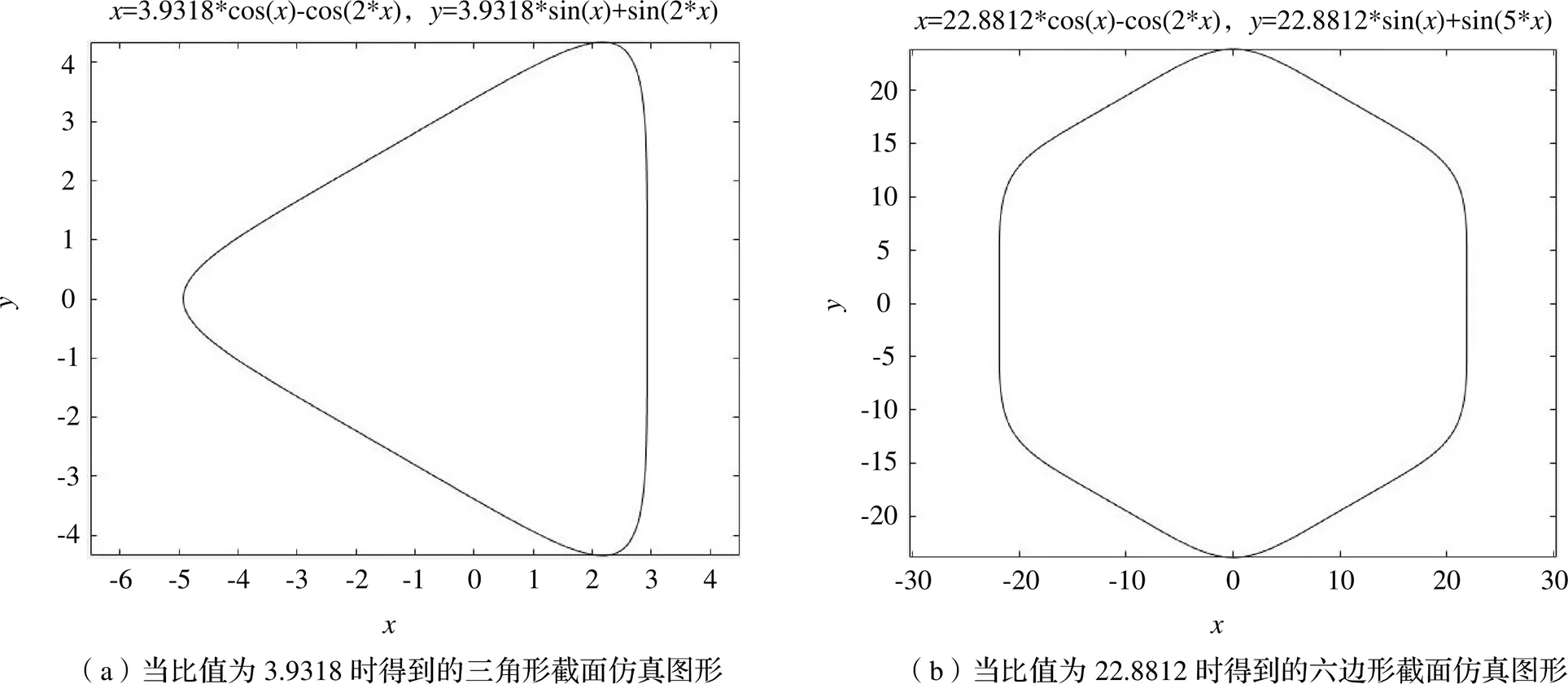
圖6 成特定比例的不同截面仿真圖形
5 結(jié)論
本文從對多邊形截面軸的成型原理入手,對該類軸的誤差進行了來源分析及優(yōu)化計算,得出了如下結(jié)論:
(1)電子齒輪傳動方案在大部分場合下具有比機械齒輪傳動方案更大的選擇范圍、更高的加工效率及加工精度。
(2)兩軸間的中心距和刀具的回轉(zhuǎn)半徑比值是影響截面內(nèi)擺線軌跡曲邊直線度誤差的主要因素,當(dāng)兩者比值發(fā)生改變后,內(nèi)擺線軌跡直線度誤差發(fā)生變化。
(3)對于不同邊數(shù)的截面而言,當(dāng)中心距和回轉(zhuǎn)半徑成一定比例時,內(nèi)擺線軌跡的曲邊直線度誤差能夠得到優(yōu)化。
[1]趙韓,徐林森,吳焱明,等. 固定輪系的旋輪線及在車削多面體中的應(yīng)用[J]. 農(nóng)業(yè)機械學(xué)報,2006(11):125-128.
[2]趙韓,徐林森,吳焱明,等. 車削多面體運動的矢量建模及誤差分析[J]. 農(nóng)業(yè)機械學(xué)報,2007(4):154-157.
[3]葛秀光,李佳,王麗萍,等. 擺線在多邊形零件加工中的應(yīng)用[J]. 機床與液壓,2005(2):45-47.
[4]Sung L. M.,Tsai Y. C.. A study on the mathematical models and contact ratios of extended cycloid and cycloid bevel gear sets[J]. Mechanism and Machine Theory,1997,32(1):39-50.
[5]汪諍. 內(nèi)擺線原理和車方機床分析[J]. 蘭州交通大學(xué)學(xué)報,2010,29(4):119-121.
[6]韓紹民,趙慶志,劉世忠,等. 數(shù)控機床電子齒輪傳動比計算方法及其機械性能研究[J]. 裝備制造技術(shù),2014(3):34-36.
[7]王義朋. 數(shù)控車方機床的加工和發(fā)展趨勢研究[J]. 現(xiàn)代制造技術(shù)與裝備,2018(6):159-160.
[8]胡昌軍,錢瑞明,馮淑慧. 回轉(zhuǎn)車床上的正多面體零件加工及誤差分析[J]. 輕工機械,2008,26(6):4.
[9]扈傳云,吳亞瑾. 端部為正多邊形的軸類零件的加工[J]. 機械工程師,2001(7):42.
[10]鄧中亮.非圓零件車削加工技術(shù)[M]. 1版. 北京:人民郵電出版社,1998.
[11]《機械設(shè)計手冊》聯(lián)合編寫組. 機械設(shè)計手冊[M]. 北京:化學(xué)工業(yè)出版社,1982.
Working Principle and Error Analysis of CNC Lathe for Polygonal Shaft Parts Based on Electronic Transmission Ratio
NI Mingwei,LUO Hongbo
( School of Mechanical Engineering,Sichuan University, Chengdu 610065, China )
Polygonal shaft parts have the characteristics of keyless connection and are widely used in many transmission scenarios, but the traditional machining methods have the disadvantages of low accuracy and low efficiency. In recent years, a method of turning polygon axes with two axes turning in the same direction has been proposed. This paper aims to reduce the flatness error of turning polygon axes on CNC lathes. Based on the molding principle of polygon axis, the geometric model of the tool tip trajectory was established and the trajectory equation of the tool tip was analyzed. The simulation trajectory of the polygon axis section with different number of edges was obtained by substituting the trajectory equation of the tool tip into MATLAB. After geometric analysis of the simulation trajectory, the expression of the section straightness error is obtained, that is, the machining error can be obtained by adjusting the machining parameters in the actual machining. According to the above methods, the machining parameters required by different edge shapes to meet the flatness error (not more than 0.025 μm) of the project were finally obtained.
electronic transmission ratio;polygon axis;error analysis;the MATLAB simulation
TH16;TH114
A
10.3969/j.issn.1006-0316.2022.10.002
1006-0316 (2022) 10-0008-07
2021-03-24
四川省科技計劃重點研發(fā)項目(2021YFG0188);2017-2018四川省科技廳重點研發(fā)項目“基于電子傳動比的多邊形軸類零件復(fù)合數(shù)控車床”(2021YFG0188)
倪明威(1999-),四川成都人,主要研究方向為機械制造,E-mail:1284607302@qq.com;羅紅波(1963-),四川成都人,工學(xué)碩士,副教授、碩士生導(dǎo)師,主要研究方向為數(shù)控機床、機械結(jié)構(gòu)設(shè)計,E-mail:lhuuo630@126.com。