攪拌頭轉速對6061和7075異種鋁合金攪拌摩擦焊接頭性能的影響
2022-12-07 07:59:34劉曉超王江華
宇航材料工藝 2022年5期
關鍵詞:焊縫
劉曉超王江華
(1 河南工業和信息化職業學院,焦作 454000)
(2 四川仨川航空機械設備有限公司,成都 610500)
0 引言
鋁合金具有密度小、比強度高、儲量高等優點,廣泛應用于航空航天、汽車等多領域[1]。隨著鋁合金應用越來越廣泛,很多情況下單一鋁合金的性能已經不能滿足實際工況需要。故異種鋁合金之間的有效連接成為了機械制造特別是航空航天材料的一大研究熱點。在焊接應用方面,由于鋁合金自身的屬性當采用常規熔化焊獲得的接頭和焊縫極易產生焊接變形、焊接氣孔等缺陷,焊縫成型差[2]。而近年來攪拌摩擦焊因其高效、節能、環保等優點,在鋁合金焊接方面應用頗為成功,成為了鋁合金焊接技術的一大研究方向[3]。對于異種鋁合金攪拌摩擦焊研究較少,華南理工大學的董家亮研究了7003/6060 異種鋁合金的焊接研究,其也是看好7 系與6 系鋁合金性能互補的優勢,對該兩種鋁合金攪拌摩擦焊展開了研究[4]。6061-T6 鋁合金具有良好的塑性、耐腐蝕性和可焊性,但缺點是強度不高[5];而7075 鋁合金具有較好的耐腐蝕性,且強度較高,但可焊性不如6061鋁合金。單一6061-T6 鋁合金和7075 鋁合金的焊接工藝研究成熟,其在航空航天、機械制造等領域將擁有極為廣闊的應用前景。文獻[4]對兩種合金進行了回填式攪拌摩擦點焊試驗,但文章僅進行了兩種材料的對比實驗,未對焊接參數進行優化;文獻[6]在轉速為800~1 000 r/min、焊接速度為90~110 mm/min 的條件下進行了焊接試驗,得出了有益的數據;而文獻[6-7]均表明6061-T6、7075 鋁合金分別在較高轉速下能夠獲得更好的焊接接頭。因此本文在以上研究的基礎上,采用攪拌摩擦焊研究更大轉速下對6061-T6 和7075 兩種異種鋁合金的焊接接頭性能,以期獲得更好的接頭性能,擬為該兩種材料的焊接研究提供一定借鑒和實驗基礎。
1 實驗
1.1 材料
采用的6061 鋁合金、7075 鋁合金試驗材料選用T6 態(固溶熱處理+完全人工時效,即530 ℃保溫2 h后25°水淬火+150 ℃保溫6 h),材料尺寸規格為4 mm×100 mm×200 mm。6061和7075鋁合金兩種試驗材料的化學成分和力學性能分別見表1和表2。
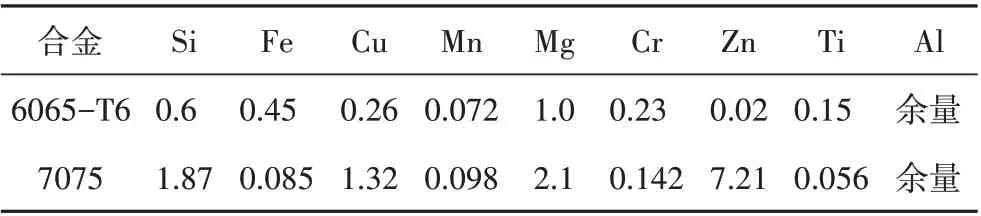
表1 6061-T6和7075鋁合金的化學成分Tab.1 Chemical composition table of 6061-T6&7075%(w)
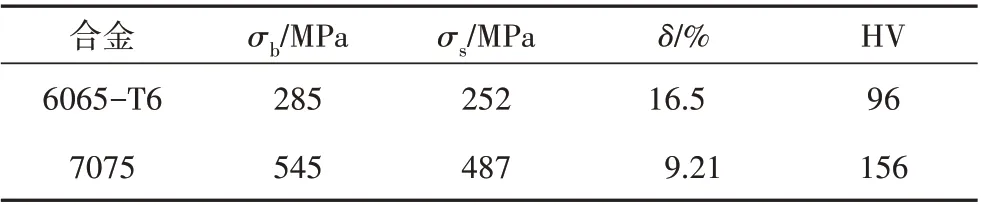
表2 6061-T6和7075鋁合金的力學性能Tab.2 Physical properties table of 6061-T6&7075
1.2 試驗方法
采用FSW-3LM-003型攪拌摩擦焊機。主要工作參數有:主軸轉速最大為3 000 r/min,焊接速度最大為3 000 mm/min,xyz三軸行程分別為1 000、800、300 mm。攪拌頭采用H13號模具鋼自制,軸肩直徑Φ15 mm,攪拌針大徑Φ5 mm、小徑Φ4 mm、長3.8 mm。
1.3 試驗內容
文獻[2-5]的研究結果指出:對于鋁合金攪拌摩擦焊的溫度研究表明,焊接過程中前進側的溫度高于后退側,因7075 鋁合金的熔點和比熱容低于6061-T6 鋁合金,因此將6061-T6 鋁合金置于焊接前進側,7075 鋁合金置于后退側。設計的焊接示意圖如圖1所示。
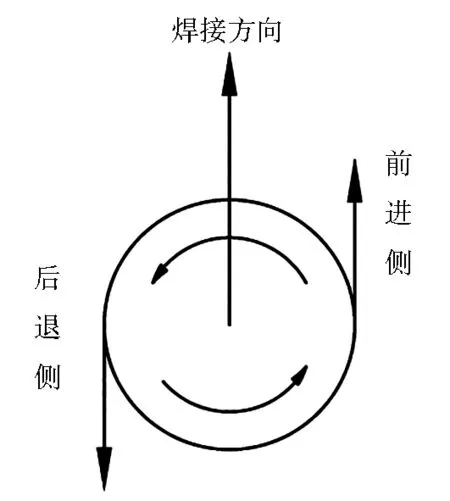
圖1 FSW焊接方向示意圖Fig.1 The diagram of FSW welding direction
參照現有研究成果[3-13],并結合實驗對象的尺寸、工況要求同時考慮實驗參數的經濟成本等具體情況,將焊接參數設為:下壓量為0.1 mm,傾角為2.5°,預熱時間為20 s,焊接速度為100 mm/min;攪拌頭轉速采用5 種轉速進行測試:分別為600、800、1 000、1 200、1 500 r/min,研究攪拌頭旋轉速度對該兩種異性鋁合金材料的焊縫性能影響。焊后對5 種不同轉速條件下的試板分別進行拉伸試驗、斷口形貌檢測、金相顯微觀察并分析試驗結果,以確定最佳的該兩種鋁合金焊縫攪拌頭轉速值。
1.4 測試分析
按照GB2649—1989 采用線切割加工拉伸試樣,每組焊接試驗選取2 個拉伸試樣及其子樣。拉伸試驗采用CMT5205 微機控制電子萬能試驗機,斷裂位置都發生在6060-T6側,拉伸結果取其平均值。
采用MH-5D 自動轉塔式顯微硬度計,利用高分辨率成像系統可清晰地顯示出壓痕及樣品的金相組織,確保測量的可靠性,壓力采用50 g 負荷,負荷持續時間為10 s,測量結果采用布氏硬度(HB)為單位。可以準確測量焊縫、熔合區、熱影響區及母材硬度,并找出硬度隨焊縫距離的變化規律。
2 結果及分析
2.1 不同轉速下的焊縫成型
攪拌摩擦焊無填充材料,本質上是攪拌頭的高速旋轉產生機械熱使得兩個連接件之間的固相連接,不易產生采用其他焊接方法常有的諸如氣孔、裂紋等缺陷,攪拌摩擦焊常產生的缺陷主要有飛邊、溝槽、未焊透等缺陷,而這類缺陷通常是由于工藝參數不合理所致。圖2 為轉速在600、800、1 000、1 200、1 500 r/min 條件下的焊接試樣。從試樣外觀上肉眼可以看出軸肩下壓量很小,起始位置成型較好,焊接過程的飛邊情況很小,表面皆為細密的魚鱗紋。在旋轉速度為1 200 r/min 時,焊縫成型最好,該轉速值能夠與本試驗所設定的其他初始焊接參數配合最優;當轉速升至1 500 r/min 時,因熱量過高產生了一定飛邊。
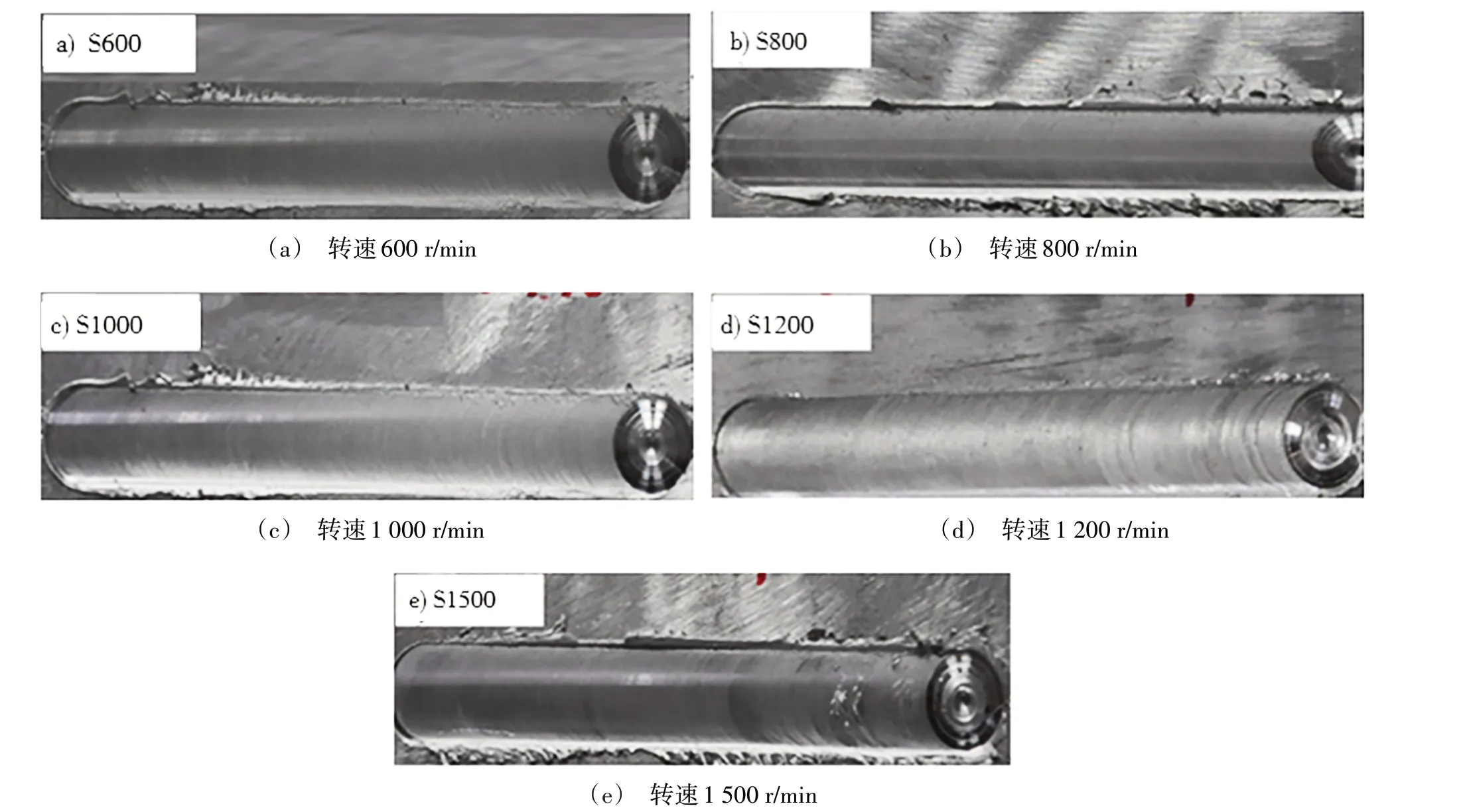
圖2 不同轉速下的FSW表面形貌Fig.2 Appearance of FSW joints with different rotation speed
2.2 接頭拉伸結果分析
接頭拉伸試樣如圖3所示,數值列表如表3所示。
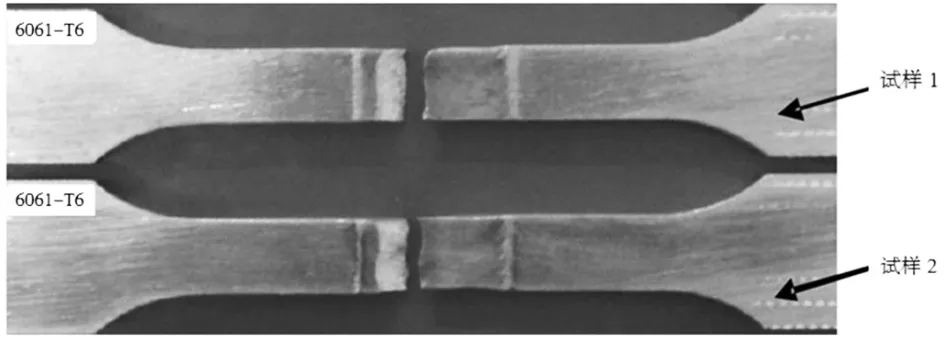
圖3 異種鋁合金FSW接頭拉伸試樣Fig.3 The tensile specimen of FSW joint of dissimilar aluminum alloy

表3 不同轉速下拉伸試驗結果Tab.3 Tensile test results with different rotation speed
焊縫斷裂位置皆位于焊縫偏6061-T6 鋁合金一側,由表3 可知,拉伸強度隨著轉速的升高先增加后減小,轉速在1 200 r/min 時焊接接頭強度255 MPa,達到母材6061-T6 鋁合金的89.5%。由以上試驗可以看出,在其他焊接參數不變的情況下攪拌頭旋轉速度對該兩種合金焊接頭的力學性能、焊縫表面形貌都有影響,其影響規律為:轉速在1 200 r/min 以下時,接頭強度隨轉速升高而增加;轉速在1 200 r/min以后,接頭強度呈現下降。
從攪拌焊形成過程分析:在焊接過程中攪拌頭在旋轉的同時伸入工件的接縫中,攪拌頭與工件之間因高速旋轉產生摩擦熱能,使得攪拌頭前的鋁合金因擠壓發生塑性變形。故攪拌摩擦焊主要依靠的是摩擦熱,所以當轉速較低時,因產生的熱能較少,不足以支撐接頭處的金屬發生塑性變形形成合格焊縫;而轉速較高時,產生大量的摩擦熱,以及塑性變形產生的熱能,使得焊縫區域金屬晶粒長大,形成粗大組織,降低了焊縫的力學性能。故攪拌頭轉速對攪拌摩擦焊的焊接性能影響尤為重要,其轉速的選擇應使得焊接接頭具有良好的力學性能。
2.3 顯微硬度結果分析
顯微硬度的檢測延垂直焊縫方向上,由焊縫中心向兩側每間隔0.5 mm 檢測一次硬度,圖4 為焊接速度為S=1 200 r/mm 時的焊縫顯微硬度圖,硬度最大值發生在焊縫中心。這是因為焊縫中心此區域晶粒細化現象明顯,晶粒最為細小,焊接過程中變形的始發位置,加工硬化明顯,而焊縫中心向兩側硬度則顯著降低,這是因為顯微硬度實驗所取的點處于攪拌摩擦焊縫的焊核區,這個區域的晶粒最細小,焊接過程中的塑性變形最嚴重,因此加工硬化現象非常明顯,沿焊縫中心向焊縫兩側迅速下降,在離焊縫中心2.5 mm(攪拌頭半徑)左右硬度基本降至最低值,6061-T6 側降至85~93 HB,7075 側降至115~125 HB,兩側硬度值則趨于穩定。

圖4 焊縫硬度(HB)Fig.4 Hardness of weld
2.4 斷口形貌結果分析
1 200 r/min 轉速下獲得拉伸性能最好的試樣金相斷口形貌檢測結果如圖5所示。
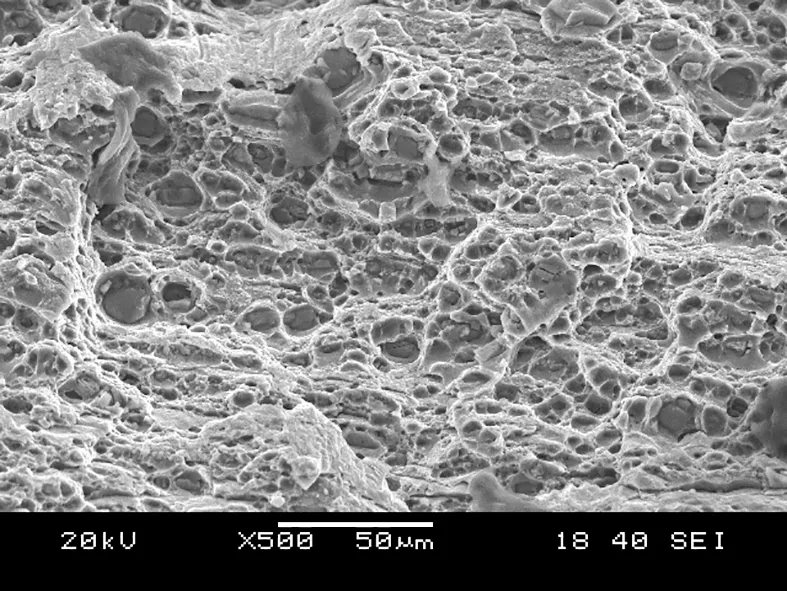
圖5 試件拉伸試驗后斷口微觀形貌Fig.5 Fracture morphology of tensile specimens
可以看出,斷口形貌中所呈現的脆性斷裂特征較弱,韌性斷裂特征較為顯著:斷口微觀形貌中大部分區域為韌窩區且韌窩較大;斷口形貌中平坦區域較少,韌窩較小且形狀各不相同。韌窩中有韌性斷裂顆粒,且部分顆粒斷裂,斷裂面垂直于拉伸軸,這些顆粒是焊后析出的第二相,第二相一般會沉積在韌窩的底部,仔細觀察第二相粒子可以看到明顯的撕裂棱,據此分析可知應為第二相粒子發生了塑性變形,滑移后才產生了斷裂,這些微觀現象均表明了焊接接頭具有良好的塑性。由此可見當轉速為1 200 r/min時焊縫的韌性較好,滿足焊接技術要求。
2.5 金相分析及討論
焊核區位于焊接接頭的中心是最接近軸肩的區域,由于攪拌摩擦焊在焊接過程中會產生大量的摩擦熱和因材料的塑性變形而釋放的潛熱,整個焊接接頭區域的溫度會達到材料熔點溫度的0.4~0.8倍,達到材料再結晶溫度,其焊核區溫度最高。
6061-T6 鋁合金和7075 鋁合金的金相組織見圖6、圖7,兩種鋁合金母材的組織均為細長板條狀組織,且6061-T6 鋁合金的組織尺寸明顯小于7075 鋁合金的母材組織尺寸,6061-T6鋁合金晶粒邊界也要相對模糊,這是因為兩種合金元素含量和成分差別較大,6061-T6鋁合金的耐腐蝕性更強導致。由圖可以看出兩種鋁合金的母材組織中析出了不少第二相,但是6061-T6 鋁合金的第二相大小尺寸更加均勻,這是由于7075鋁合金的合金成分更高,部分第二相容易偏聚形成較大尺寸的第二相,部分第二相尺寸維持了原狀。
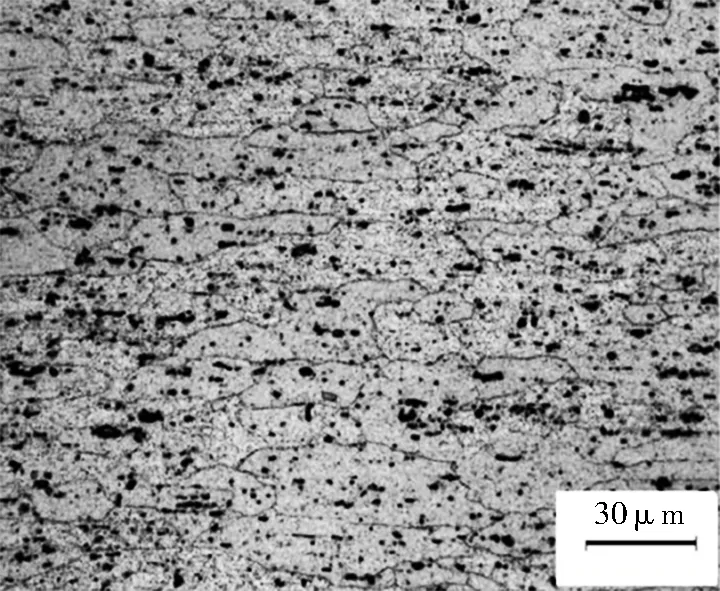
圖6 6061-T6鋁合金母材金相組織Fig.6 Metallographic structure of 6061-T6 aluminum alloy
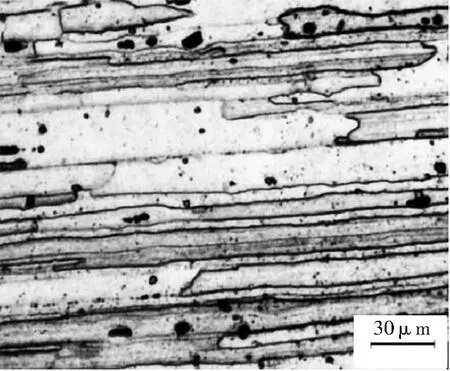
圖7 7075鋁合金母材金相組織Fig.7 TMAZ of Weld's retreating side
針對前進側(6061-T6)和后退側(7075)的熱影響區組織進行檢測與觀察分析,如圖8 和圖9 所示。前進側的焊核區附近區域晶粒因受拉力沿著焊核區呈流線分布,晶粒較為粗大,與焊核區晶粒區別較大,過渡區域較窄,這也導致前進側焊核區域性能較差。而后退側焊核區附近由于拉伸作用使得晶粒呈扁平塊狀且排列有序,同時相對于前進側其過渡區較寬,這使得材料的性能會有明顯過渡,不會發生性能突降現象。總體而言從微觀上來看,前進側熱影響區塑性流動痕跡清晰,而后退側塑性流動痕跡相對比較模糊,這與這兩種材料在焊接過程中的塑性流動狀態差異有關[12-13]。前進側因先發熱,且熱量較后退側要高,故將比熱容更大的6061-T6 鋁合金置于前進側,7075鋁合金置于后退側,當攪拌頭轉速達到1 200 r/min 時,焊縫塑性金屬流動性較大,導致焊縫流場形貌發生變化。前進側由下向上遷移的6061-T6鋁合金動能較強,阻礙了從后退側遷移而來的7075 鋁合金,這就在前進側形成了明顯的豎直分界線。而后退側7075塑性金屬流動性較差與由前進側遷移而來的金屬相遇發生紊流,導致分界線不夠清晰,呈現出圖9 的狀態。由上述拉伸試驗結果可知,試驗拉伸斷裂位置皆在6061-T6 鋁合金側,未對強度較大的7075 鋁合金的性能造成大幅降低,由此說明試驗選擇將6061-T6 鋁合金置于前進側是合理的,其選擇的焊接參數可以滿足試驗要求。
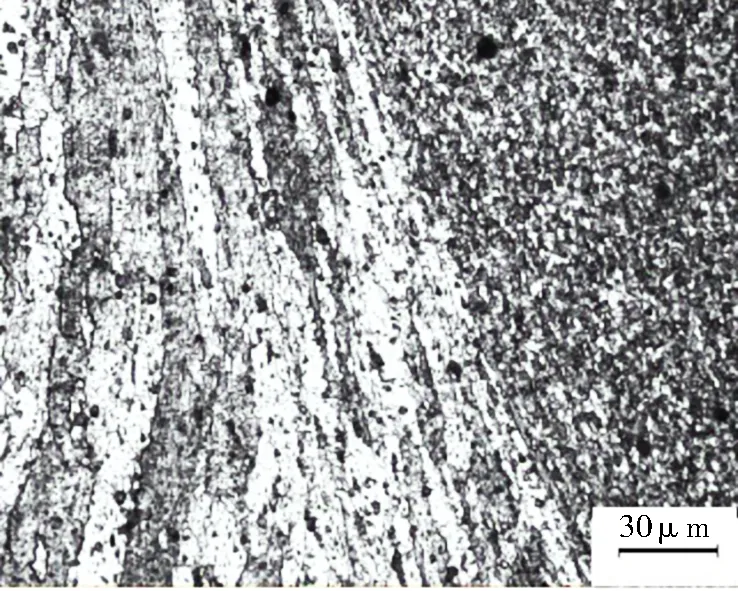
圖8 前進側焊縫微觀形貌TMAZ S1200Fig.8 Microstructure of forward side weld TMAZ S1200
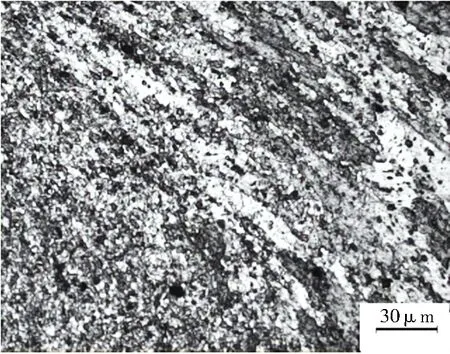
圖9 后退側焊縫微觀形貌TMAZ S1200Fig.9 Microstructure of backward side weld TMAZ S1200
3 結論
(1)對兩種鋁合金進行了攪拌摩擦焊試驗設計和測試,攪拌頭采用H13號磨具鋼自制,能夠實現6061-T6鋁合金和7075異種鋁合金的攪拌摩擦焊接。
(2)在下壓量為0.1 mm、傾角為2.5°、預熱時間20 s、焊接速度為100 mm/min 的實驗參數下,對攪拌頭轉速進行優化,其結果表明在轉速為1 200 r/min時接頭拉伸性能最高為255 MPa,達到了6061-T6 鋁合金的89.5%。
(3)攪拌摩擦焊前進側產生的熱量高于后退側,將比熱容和熔點高的金屬置于前進側比較合理,可以得到較好的焊接接頭外貌和性能。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07