低濃度失效含銠均相催化劑回收銠的工藝研究
2022-12-10 13:14:54張金池姜東解雪劉貴清張帆
中國資源綜合利用 2022年11期
張金池,姜東,解雪,劉貴清,張帆
(江蘇北礦金屬循環(huán)利用科技有限公司,江蘇 徐州 221121)
銠具有高熔點、高硬度、卓越的催化活性和優(yōu)異的化學穩(wěn)定性,廣泛應用于電鍍、玻璃纖維、汽車尾氣凈化、化工催化和航天等領域[1-3]。然而,我國銠資源十分稀少,銠產(chǎn)量僅約為鉑鈀的5%,且價格昂貴,從含銠二次資源中循環(huán)利用和再生回收銠成為冶金和化工領域的重要課題。銠催化劑在催化氫化、羰基合成、氫甲酰化等[4]有機反應中起到關鍵催化作用,尤其在羰基合成乙酸和乙酸酐領域應用最為廣泛。但在催化劑使用過程中,各種高沸點的有機副產(chǎn)物和原料中的雜質(zhì)在反應系統(tǒng)中不斷積累,加之反應體系中O、S、Cl 等元素與銠直接配位,導致催化劑失去活性。失活的廢銠催化劑中銠含量較高,其成為重要的銠二次資源[5]。目前,失效均相銠催化劑富集回收銠的方法有焚燒法、熔煉法、消解法、萃取法和吸附法等[6-9],但存在環(huán)境污染、回收率低、設備要求高等問題。因此,本文針對乙酸酐生產(chǎn)中使用的失效銠催化劑,提出氧化絡合-硫化沉淀工藝,實現(xiàn)銠的高效富集回收,該工藝具有良好的工業(yè)應用前景。
1 試驗方法
試驗所用含銠廢催化劑由國內(nèi)某企業(yè)提供,為深棕色黏稠液體,有強烈的刺激臭味,銠含量為110 g/t,密度為1.16 g/cm3。首先將廢催化劑在水浴條件下用HCl+H2O2氧化一段時間,然后加入HCOOH+C2H2O4混合溶液,保溫反應一段時間,反應結束后真空抽濾進行固液分離,絡合沉淀渣用王水溶解,溶液定容后通過電感耦合等離子光譜發(fā)生儀(ICP)檢測銠含量,考察了H2O2加入量、HCOOH+C2H2O4加入量(HCOOH與C2H2O4體積比為1 ∶1)、反應溫度和時間對銠回收率的影響。向絡合沉淀后液中添加一定量Na2S,硫化沉淀用王水溶解后定容,采用ICP 檢測銠含量,考察了溶液初始pH、Na2S 用量、反應溫度和時間對銠沉淀率的影響。試驗所用氧化絡合-硫化沉淀工藝流程如圖1 所示。

圖1 氧化絡合-硫化沉淀工藝流程
試驗所用設備包括數(shù)顯恒溫水浴鍋、數(shù)顯強力攪拌器、循環(huán)水式多用真空泵、電熱恒溫真空干燥箱和電子天平。
2 結果與討論
2.1 氧化絡合回收銠試驗
氧化絡合回收銠試驗考察了不同因素對銠回收率的影響。一是H2O2用量,二是HCOOH+C2H2O4用量,三是反應溫度,四是絡合沉淀時間。
2.1.1 H2O2用量對銠回收率的影響
控制反應溫度80 ℃、HCOOH+C2H2O4混合液用量40 mL、氧化反應時間60 min、沉淀時間120 min,考察H2O2用量對銠回收率的影響,結果如圖2 所示。
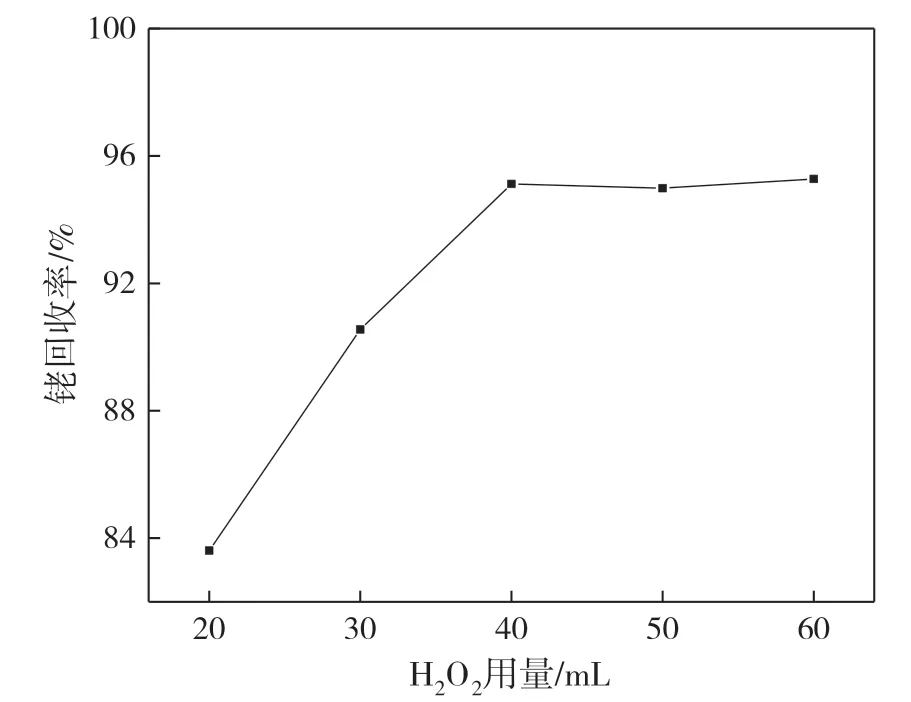
圖2 H2O2 用量對銠回收率的影響
由圖2 可知,隨著H2O2用量的增加,銠回收率逐漸上升。當H2O2用量由20 mL 增加至40 mL時,銠回收率由83.61%增加到95.12%。隨著氧化劑用量的增加,失效催化劑中“搭橋”后形成的銠簇團配合物被分散,銠膦配合物被分解,抑制劑被逐漸破壞,使得銠回收率不斷增加。當H2O2用量大于40 mL時,銠回收率基本保持不變,氧化劑量達到一定程度后,銠簇團離子和抑制劑大部分已被氧化破壞,故銠回收率不再顯著變化。因此,H2O2用量選擇40 mL。
2.1.2 HCOOH+C2H2O4用量對銠回收率的影響
控制反應溫度80 ℃、H2O2用量40 mL、氧化反應時間60 min、沉淀時間120 min,考察HCOOH+C2H2O4混合液用量對銠回收率的影響,結果如圖3 所示。

圖3 HCOOH+C2H2O4 用量對銠回收率的影響
由圖3 可得,銠回收率隨著HCOOH+C2H2O4混合液用量的增加而逐漸上升。當HCOOH+C2H2O4用量由20 mL 增加至40 mL時,銠回收率由86.77%增加到95.12%,主要原因是失效催化劑中銠膦配合物能和HCOOH+C2H2O4形成絡合物沉淀。當HCOOH+C2H2O4混合液用量大于40 mL時,銠回收率穩(wěn)定在95%。所以,HCOOH+C2H2O4混合液用量選取40 mL。
2.1.3 反應溫度對銠回收率的影響
控制HCOOH+C2H2O4混合液用量40 mL、H2O2用量40 mL、氧化反應時間60 min、沉淀時間120 min,考察反應溫度對銠回收率的影響,結果如圖4 所示。

圖4 反應溫度對銠回收率的影響
由圖4 可知,隨著反應溫度的升高,銠回收率先增加后降低。當反應溫度由60 ℃升高至70 ℃時,銠回收率由81.55%增加到94.88%;繼續(xù)升高溫度至100 ℃,銠回收率由94.88%降低至88.15%,原因是反應溫度的升高造成HCOOH 揮發(fā)量增加,不利于銠的回收。雖然80 ℃溫度下,銠回收率達95.12%,但反應溫度的升高會增加試劑消耗和能耗。因此,最佳反應溫度為70 ℃。
2.1.4 絡合沉淀時間對銠回收率的影響
控制反應溫度80 ℃、H2O2用量40 mL、HCOOH+C2H2O4混合液用量40 mL、氧化反應時間60 min,考察絡合沉淀時間對銠回收率的影響,結果如圖5 所示。

圖5 絡合沉淀時間對銠回收率的影響
由圖5 可得,銠回收率隨著反應時間的延長而逐漸增加。當反應時間由60 min 延長到120 min時,銠回收率由79.84%增加到94.88%;繼續(xù)延長反應時間至180 min,銠回收率僅由94.88%增加到95.05%,銠回收率基本不變,說明絡合沉淀反應基本達到平衡。因此,120 min 為最佳絡合沉淀時間。
綜上,失效均相銠催化劑氧化絡合沉淀試驗的最佳工藝參數(shù)為:H2O2用量40 mL,HCOOH+C2H2O4用量40 mL,反應溫度70 ℃,絡合沉淀時間120 min。該條件下,銠回收率達94.88%。
2.2 絡合沉淀后液硫化沉淀富集銠試驗
絡合沉淀后液硫化沉淀富集銠試驗研究了不同因素對銠沉淀率的影響。一是溶液初始pH,二是反應溫度,三是Na2S 用量,四是反應時間。
2.2.1 溶液初始pH 對銠沉淀率的影響
控制反應溫度70 ℃、Na2S 用量10 g、反應時間120 min,考察絡合沉淀后液初始pH 對銠沉淀率的影響,結果如圖6 所示。

圖6 溶液初始pH 對銠沉淀率的影響
由圖6 可知,隨著溶液初始pH 的增加,銠沉淀率先增加后緩慢降低。當溶液初始pH 由0.3 增大至1時,銠沉淀率由44.72%增加到68.48%,這是由于溶液酸度過高時,Na2S 與H+反應生成H2S 氣體逸出,使得溶液中S2-濃度降低,既污染環(huán)境,又不利于銠的沉淀。溶液初始pH 由1 繼續(xù)增大至8時,銠沉淀率由68.48%緩慢降低至65.38%,原因是溶液中OH-濃度過高時,H3RhS3、Rh(HS)3會和OH-結合而反溶,導致銠沉淀率降低。因此,絡合沉淀后液的初始pH選擇1 為宜。
2.2.2 反應溫度對銠沉淀率的影響
調(diào)節(jié)絡合沉淀后液初始pH 為1,控制Na2S 用量10 g、反應時間120 min,考察反應溫度對銠沉淀率的影響,結果如圖7 所示。

圖7 反應溫度對銠沉淀率的影響
由圖7 可得,隨著反應溫度的增加,銠沉淀率先增加后降低。當反應溫度由50 ℃升高至70 ℃時,銠沉淀率由44.15%增加到68.48%,這是由于溫度升高,使活化分子數(shù)目增多,加快了沉淀反應速率,有利于沉淀反應向正方向進行。當反應溫度繼續(xù)升高至90 ℃,銠沉淀率由68.48%降低至59.84%,原因是反應溫度升高造成沉淀產(chǎn)物H3RhS3、Rh(HS)3溶解度增加,不利于銠的沉淀。因此,最佳反應溫度為70 ℃。
2.2.3 Na2S 用量對銠沉淀率的影響
調(diào)節(jié)絡合沉淀后液初始pH 為1,控制反應溫度70 ℃、反應時間120 min,考察Na2S 用量對銠沉淀率的影響,結果如圖8 所示。

圖8 Na2S 用量對銠沉淀率的影響
由圖8 可知,銠沉淀率隨著Na2S 用量的增加而上升。當Na2S 用量由3 g 增加至10 g時,銠沉淀率由52.46%增加到68.48%。隨著Na2S 用量由10 g進一步增加至15 g,銠沉淀率由68.48%緩慢增加至68.75%,銠沉淀率基本保持不變,說明沉淀反應已達到動態(tài)平衡。因此,Na2S 用量選擇10 g 較為適宜。
2.2.4 反應時間對銠沉淀率的影響
調(diào)節(jié)絡合沉淀后液初始pH 為1,控制Na2S 用量10 g、反應溫度70 ℃,考察反應時間對銠沉淀率的影響,結果如圖9 所示。

圖9 反應時間對銠沉淀率的影響
由圖9 可知,銠沉淀率隨反應時間延長而不斷增加。當反應時間由80 min 延長至150 min時,銠沉淀率由59.51%增加到70.55%。隨著反應時間繼續(xù)延長至180 min,銠沉淀率僅由70.55%增加至70.59%,銠沉淀率幾乎不變,說明沉淀反應幾乎達到最大限度。因此,最佳反應時間為150 min。
綜上,失效均相銠催化劑絡合沉淀后液硫化沉淀富集銠的優(yōu)化參數(shù)為:溶液初始pH=1,反應溫度70 ℃,Na2S 用量10 g,反應時間150 min。優(yōu)化條件下,銠沉淀率達70.55%。經(jīng)兩步工藝處理,銠的綜合回收率高達96.39%。
3 結論
本文提出了一種低濃度失效含銠均相催化劑的綠色銠回收工藝,通過氧化絡合-硫化沉淀工序,實現(xiàn)銠的高效富集回收。失效均相銠催化劑氧化絡合試驗的最佳工藝參數(shù)為:H2O2用量40 mL,HCOOH+C2H2O4用量40 mL,反應溫度70 ℃,絡合沉淀時間120 min。最佳條件下,銠回收率達94.88%。失效均相銠催化劑絡合沉淀后液硫化沉淀富集銠的優(yōu)化參數(shù)為:溶液初始pH=1,反應溫度70 ℃,Na2S 用量10 g,反應時間150 min。優(yōu)化條件下,銠沉淀率達70.55%。經(jīng)兩步工藝處理,銠的綜合回收率高達96.39%。
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
石油石化綠色低碳(2019年6期)2019-02-13 09:39:01
石油石化綠色低碳(2019年6期)2019-01-14 01:16:22
媽媽寶寶(2017年3期)2017-02-21 01:22:28
中國塑料(2016年3期)2016-06-15 20:30:00
浙江大學學報(工學版)(2016年11期)2016-06-05 09:21:04
通信電源技術(2016年3期)2016-03-26 07:13:38
Coco薇(2016年2期)2016-03-22 02:45:06
中國資源綜合利用(2016年4期)2016-01-22 08:27:23