尼龍磨耗板多因素生產車間布局優化研究
2022-12-11 02:37:14朱成順黃俁鈞李濱城張輝呂玨
制造業自動化 2022年11期
朱成順,黃俁鈞,李濱城,張輝,呂玨
(1.江蘇科技大學 機械工程學院,鎮江 212003;2.江蘇鐵科新材料股份有限公司,鎮江 212000)
0 引言
尼龍磨耗板是一種廣泛應用于鐵路貨車行業的小型板類零件。目前該類板材基本采用離散化生產模式和工藝原則的設備布局形式,由工人操作半自動化機床完成加工,手工對工件進行搬運。企業在進行生產規劃過程中往往存在如下問題:
1)設備憑經驗擺放,使得工位間物流量不平衡,物料搬運時間與機床加工時間不協調,設備利用率較低;
2)因工序分散和任務瑣碎,工人作業情況存在明顯的動態性和復雜性,采用簡化的數學模型難以對車間整體生產過程進行準確有效分析。由此,研究一種以提高生產效率和降低物流運輸量為目標,綜合考慮工人作業情況的布局優化方法具有重要的理論意義和工程應用價值。
布局優化問題是指基于生產過程中的物流情況,在給定空間內對相關設備資源進行合理布置,使得布局成本最小[1]。Finke等人[2]實驗表明該問題是NP-hard問題,隨著設備數量和目標函數的增加,求解難度呈指數增長[3]。文獻[4]指出設施布局問題應包括人、機、料、物流路線在內的多個生產要素。隨著模型和算法的優化與發展以及各類復雜車間問題的出現,許多學者對于車間布局問題展開了多領域集成建模優化研究。徐修立等[5]具體考慮了單元間距和橫豎放置問題對車間進行了精準建模;杜吉旺等[6]采用可視圖算法對車間布局中的避障路徑規劃問題進行了分析;鄧鴻劍等[7]采用Delmia DPM,Plant Simulation等仿真軟件建立車間三維模型,模擬實際生產,針對布局空間的合理性與通暢性問題進行了詳細直觀的分析和優化。
基于上述研究,針對尼龍承磨板生產車間布局優化的綜合問題,本文提出一種以加工時間和物流運輸量最小為目標的多要素生產車間布局模型,在模型中綜合考慮了工人站立點、行走路徑、工作方式等實際因素,結合遺傳算法與生產過程仿真對模型進行優化。最后通過Plant Simulation仿真軟件及內置算法庫對某尼龍板材生產車間進行布局優化,驗證了本文方法的有效性。
1 多行多因素布局模型
多行多因素布局模型滿足如下基本要求和假設:
1)忽略工作單位細節形狀,一律用矩形代替;
2)各工位依據線性布局形式,從車間左上角依次向右布置,工位間根據具體情況留有適當距離,超出車間寬度時自動換行;
3)每個工位內基于不同功能劃分為設備區、工作區、上料區和下料區四個區域,工人在各區域內工作點完成相應工作;
4)工人以各工作點作為行走路線的出發點和目的地;
5)車間內設置有用于存放成品的成品區,成品區不與其它工位干涉。
基于上述要求和假設,多行多因素布局模型如圖1所示,車間左上角為坐標原點,水平方向與x軸平行,豎直方向與y軸平行;各工位由數字依次標注;L和W分別為車間的水平長度和豎直寬度,I和w分別為各工位的水平長度和豎直寬度;d為各工位間的水平距離,h1和h2分別為各行間的豎直距離,每行的豎直寬度為在此行中的工位最大豎直寬度;xn和yn分別為第n個工位中心點的橫坐標與縱坐標。各工位內區域劃分如圖1中工位3、工位9和工位n所示,其中三個小矩形區域從左至右依次為上料區、工作區和下料區,各區域內工作點位置根據具體情況而定,剩余大矩形區域為設備區,用于擺放機床。車間中間行設置有墻體O,用于鋪設電路。各工位機床需靠墻擺放,便于供電及工人出入。成品區設置于車間角落。

圖1 多行多因素布局模型
本文采用可視圖法和Dijkstra算法[8]形成起點、障礙物頂點、終點之間的最短連線段,用以表示工人搬運工件時避開障礙物的行走路線,則工位間的物流運輸距離即為該線段的長度,如圖1中虛線S1和S2所示。
工人行走距離計算公式如下:

式(1)中Lab為工人從工作點a到工作點b的行走距離,N為工人經過的起點、障礙物頂點、終點的數量之和,xi,yi為工人當前所在點的坐標,xi+1,yi+1為工人基于上述算法確定的下一個目標點的坐標。
多行多因素布局模型約束條件如下:

式(2)、式(3)表示工位布局不能超過車間的總長和總寬,式(4)、式(5)為工位橫縱坐標計算公式。式(2)中xn為第n個工位的橫坐標,L為車間總長,ln為第n個工位的水平長度;式(3)中yn為第n個工位的縱坐標,W為車間總寬,wn為第n個工位的縱向寬度;式(4)中,nl為換行前工位數量,nj為第j個工位的水平長度,di為第i與i+1個工位間的水平間距;式(5)中,H為當前工位所在行,max{H-1}為第H-1行的工位最大縱向寬度,hH-1為第H-1行與第H行的間距。
2 工人作業流程及目標函數
已知磨耗板加工車間配備n臺設備和z個工人,其中,某生產周期內有s個工件等待加工。為方便問題研究,對加工過程中工人的作業流程做出如下假設:
1)每臺設備作業時間分為裝夾時間t1和加工時間t2,其中裝夾時間t1內人員與設備協同工作,加工時間t2內設備單獨工作;
2)工件的工藝流程已定,且每道工序與設備一一對應;
3)同一設備與人員在某一時刻只能加工一個工件的某一道工序;
4)同一人員可在不同時刻操作多臺設備;
5)操作過程及設備加工過程不可中斷;
6)當上料區工件不足或下料區工件達到一定數值,工人對工件成批搬運;
7)最后一道工序的工人每次將一批加工完成的工件搬運至成品區,代表車間成功出料一次。
基于上述假設,工人作業流程如圖2所示。

圖2 工人作業流程
(1)出料次數mi及每批次工件數Qij初始值為0,前一工位工件抵達工位i上料區,該工位上的工人k在工作點進行工件裝夾;
(2)工人結束裝夾時間ti1,進入加工時間ti2后處于空閑狀態,在該段時間內工人可執行如下a,b,c,d四項工作:
a如無其他指令,工人原地待命,監測機床運行狀況;
b當該工位下料區的工件數Qij達到U1件時,工人到達下料點,花費時間將所有工件搬至推車上,并運輸至下一工位的上料點,再花費時間將工件從推車搬至下一工位的上料區(若該工位為最后一道工序,則工人直接將工件搬運至成品區),搬運完成后原路返回工作點,等待加工時間ti2結束或直接進入下一次裝夾時間ti1;
c當下一工位上料區的工件數Pi+1不足U2件,且該工位下料區工件數Qij未達到U1件時,工人重復事件b中的操作;
d當其他工位需要調用該工人進行裝夾或搬運時,工人花費時間tka完成作業后返回工作點,等待加工時間ti2結束或直接進入下次裝夾時間ti1。
上述事件的優先級為b>c>d>a。
(3)當成品區工件數達到s件時,輸出完工時間T。
優化模型目標函數如下:

式(6)、式(7)為目標函數,式(6)表示總完工時間最小,用于反應生成效率的提升,式(7)表示總物流運輸量最小。式(6)中T為加工s個工件的完工時間,由生產過程仿真獲得,式(7)Lab中為第k個工人搬運第j批次工件的行走距離。Qkj為該批次工件數量,mi為該工位總搬運批次數。
參考文獻[5],采用加權法構造新的優化目標函數,將多目標優化問題轉換為單目標優化問題進行求解,考慮到車間可能存在多種工件的加工,且每種工件的市場需求不同,對每種工件完工時間分開計算,并取不同的權值:

式(8)中ai、ac為歸一化因子,wi為每種工件完工時間的加權因子,wc為車間總物流量的加權因子,滿足
工人作業流程的約束條件如下:

式(9)表示裝夾時間內工人與機床必須協同工作,式(10)表示工件的實際完工時間不小于理論完工時間,式(11)、式(12)分別為工人理論完工時間與實際完工時間的計算方法,式(12)中tk為工位i到i+1的物料運輸時間,v為工人平均行走速度,根據實際情況獲得。
3 集成生產過程仿真的遺傳算法優化過程
針對上述車間布局優化問題,首先基于染色體編碼形成多行布局模型,通過生產過程仿真獲得目標函數,并采用遺傳算法對目標函數進行優化求解,具體流程如圖3所示。

圖3 結合生產過程仿真的遺傳算法流程
1)編碼設計
本文采用單行序列結合自動換行策略對多行設備進行編碼,以每個工位作為基因,則染色體(1,2,3,…,n)表示圖1中初始的布局順序,超出車間長度時將進行換行。每個染色體表示一種布局順序,一代種群包含了若干個染色體。
2)適應度函數
參考文獻[9],將目標函數式(8)的最小值問題轉化為式(13)的最大值問題,以便后文應用優化算法計算適應度值,式中T為一個極小的正數,用于避免分母為零的狀況出現。

3)遺傳算子及終止條件
選擇操作采用輪盤賭的方式,交叉操作采用順序交叉,交叉發生概率取0.8,變異操作采用逆轉變異,變異發生概率取0.1,終止條件為遺傳算法進化到設定的世代數后自動停止。
4 案例分析
某尼龍承磨板制造企業主要生產旁承磨耗板P1和支承磨耗板P2兩種小型尼龍板材,零件示意圖如圖4所示。
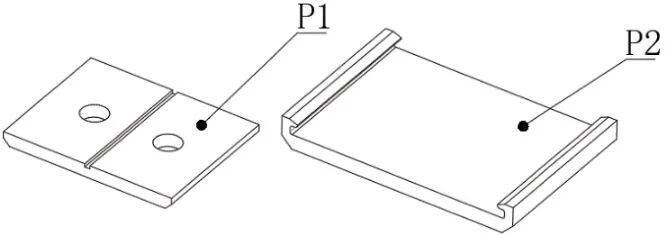
圖4 加工零件示意圖
已知生產工件P1共需8道工序,設置有11臺機床和9個工人,生產工件P2共需6道工序,設置有10臺機床和6個工人,零件P1日產量1200件,零件P2日產量600件,其工藝流程及初始布局如圖5所示。數字標注的為支承座P2加工工位,字母標注的為尼龍承磨板P1的加工工位,一個數字或字母代表一個擁有該項技能的工人,數字或字母相同的多個工位由同一個工人完成加工,毛坯從車間左上角運入,各道工序從第一行車加工開始。各工位共占據6行,已知第3、4兩行間鋪設有電器設備,第2~5行左側設置有防護欄,圖中用黑色粗線表示,工人無法從此處穿越,整個車間被分為上下兩個區域。第1、2和5、6兩行之間以及防護欄左側設置有工人通道,因此工人從車間上半區域向下半區域運料只能走左側工人通道。

圖5 原始工藝流程及設備布局
經現場調研,該車間長20m,寬19m,第一行各工位橫向間無工人通過,最小間距為1m,從第二行開始各工位橫向間均有工人通過,最小間距為1.2m,工人通道寬1.7m,障礙物寬0.55m,車間內存在較多閑置區域,下料區最大存儲量及工人一次搬運量均為120件,上料區最小存儲量為15件,工人行走的平均速度約為1.2m/s,上下料時間均為5s,各工位尺寸及作業時間如表1所示。

表1 工位尺寸及作業時間
5 優化結果
采用上文相關參數,運用Plantsimulation仿真軟件及內置Simtalk編程語言建立布局模型和工人作業流程。以該車間兩種工件的日產量為終止條件計算目標函數,對模型中21個工位按順序編碼,采用Plantsimulation內置遺傳算法庫對布局進行優化,考慮毛坯從車間左上角運入且從車加工開始,優化過程中限制車加工工位編碼只能布置于第一行。設置種群規模為20,迭代次數為200,取加權因子1進行實驗,優化后的布局模型如圖6所示,圖中紅色矩形框為工件P1加工工位,藍色矩形框為工件P2加工工位,橙色細線為工人的行走軌跡。獲得優化結果如表2所示。
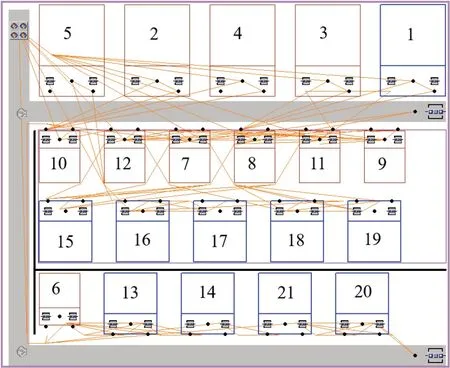
圖6 基于Plant Simulation的仿真布局模型

表2 優化結果
對比表2中數據可知,優化后工件P1的完工時間及車間總物流運輸量相較初始布局均獲得較大減少,驗證了本文優化方法的有效性;而工件P2的完工時間難以降低,說明初始布局下P2完工時間已基本達到最優,需考慮其他方法進一步優化。
6 結語
本文針對尼龍承磨板加工車間生產效率不足、物流頻繁的問題,通過生產過程仿真與遺傳算法相結合的方式,實現完工時間和物流運輸量的同步優化。并在仿真過程中綜合考慮人員作業位置、作業流程和避障路徑,用以獲取更詳細的生產過程參數。最后通過某企業案例,證明了本文優化方法的有效性。但布局調整的優化效果有限,下一步將考慮工人調度與布局的集成優化,實現生產效率的進一步提升。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
故事大王(2016年7期)2016-09-22 17:30:08
機械制造文摘(焊接分冊)(2014年5期)2014-03-20 13:57:44