ZL29型細支濾棒成型機的工藝參數研究
2022-12-11 02:12:06賓暉陳智鳴唐小雪潘連華黃宇亮王弘
當代化工研究 2022年21期
關鍵詞:工藝
*賓暉 陳智鳴 唐小雪 潘連華 黃宇亮 王弘
(廣西中煙工業有限責任公司 廣西 530001)
國內細支卷煙從2012年開始,產銷量呈快速增長趨勢且目前仍在穩步增長當中,細支卷煙以及細支濾棒是整個行業研究的熱點[1]。ZL29細支濾棒成型機是近幾年由許昌煙草機械有限責任公司生產的高速細支成型設備,設計額定機速達到500m/min,隨著對細支濾棒自產化需求的提升,該機型也將成為未來生產細支濾棒的主要機型[2]。此外,國內外對ZL29常規濾棒成型機進行過大量的理論和應用研究,而針對ZL29細支濾棒成型機的研究甚少,影響細支濾棒成型穩定性的因素很多,先要從設備工藝參數研究著手,為提高細支濾棒質量穩定性[3],將一級、二級、三級開松器風壓、預張力輥壓(V0-P)、開松輥壓(P1&P2)、開松比(V2/V1)、松馳比(V3/V2)(V4/V3)及輸送噴嘴閥門開度(Jet)等調節因子納入試驗范疇,以篩選出影響細支濾棒壓降CV的關鍵因素,旨在優化設備工藝參數,為提高濾棒壓降穩定性及濾棒的使用提供一定的參考。
1.材料與方法
(1)材料與儀器
①材料
絲束:6.0Y17000,珠海醋酸纖維有限公司。
成形紙:28g/m2,19mm,恒豐紙業股份有限公司。
②主要儀器設備
細支濾棒成型機:ZL29型,許昌煙草機械有限責任公司。
綜合檢測臺:SODIM,法國Sodim公司。
電子天平:EL204型,精確至0.0001g,瑞士Mettler Toledo公司。
(2)試驗方法
①試驗設計
基于前期調研情況,為找到適宜的絲帶開松條件及較好成型機使用效果[4],對研究的六個因素進行兩水平試驗,并按MINITAB進行六因子雙水平設計,生成對應試驗方案。
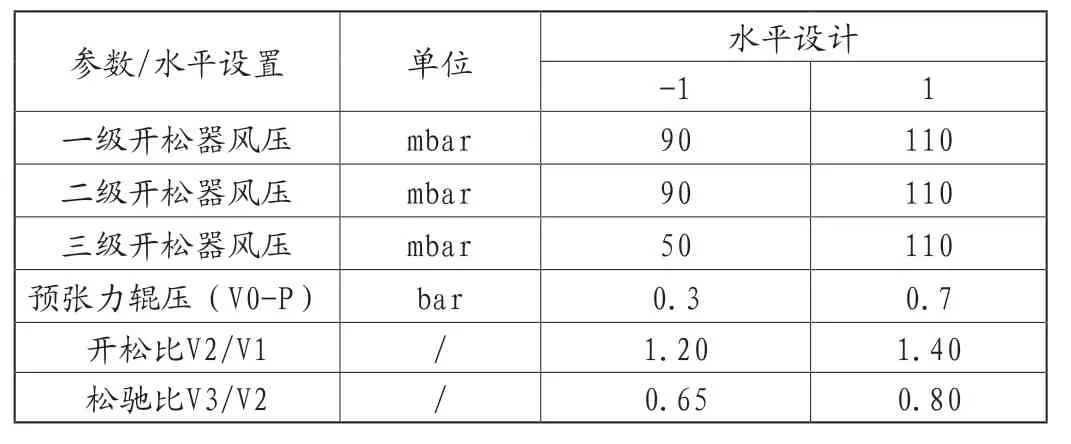
表1 六因子雙水平設計表
②濾棒制備
使用同一時期同一生產線生產的絲束,同一批次的成形紙,在同一臺ZL29細支濾棒成型機,由相同操作人員生產,控制額定機速及其他指標一致[5],調整不同設備工藝參數制備成同一規格[16.7mm,4300Pa]的細支濾棒樣品。每一組試驗參數都需待設備運行穩定后,每隔1min取30支濾棒,放于密封袋中并做好標識即為1組,取10組,并將樣品在溫度(22±1)℃、相對濕度(60±3)%的恒溫恒濕環境中平衡4h[6]。
③質量指標測定
分別按GB/T 22838.2、GB/T 22838.3、GB/T 22838.5、GB/T 22838.6、GB/T 22838.13標準方法對不同設備工藝參數制備的細支濾棒樣品的壓降、圓周、硬度、長度等質量指標進行測定。
(3)數據處理
采用MINITAB、GeoGebra、Excel等軟件對不同工藝參數下的細支濾棒質量指標進行差異分析,探索篩選顯著因子及最優參數組合。
2.結果與分析
(1)篩選顯著因子
對試驗數據進行匯總,計算出各組數據的壓降CV單值及均值,見表2。
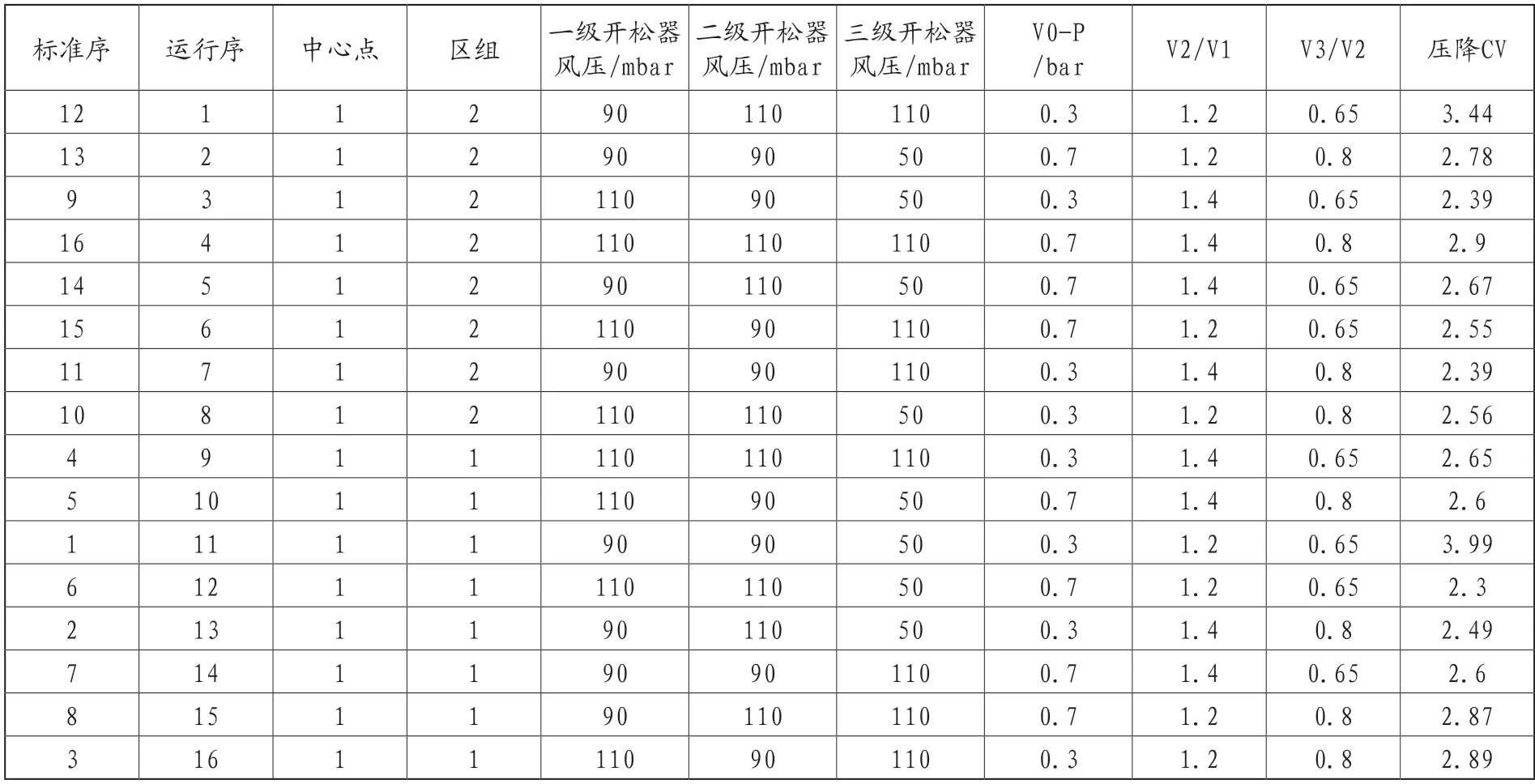
表2 試驗數據統計表
對試驗結果進行分析,在Minitab軟件中進行“分析因子設計”“項”選擇默認項,并勾選“在模型中包括區組”,可得到結果如圖1、圖2所示。嘗試篩選出影響壓降穩定性的顯著主因子,但未能找到顯著主因子。
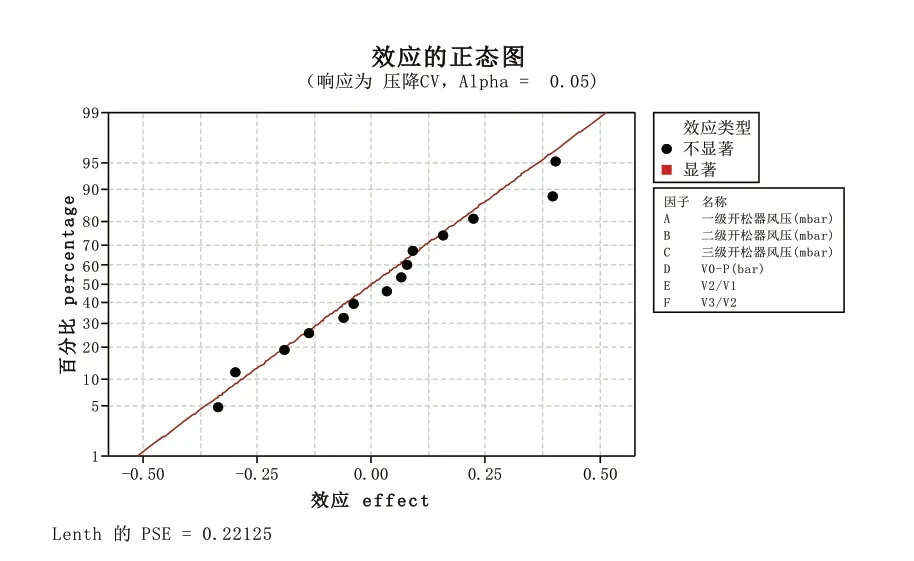
圖1 效應的正態圖
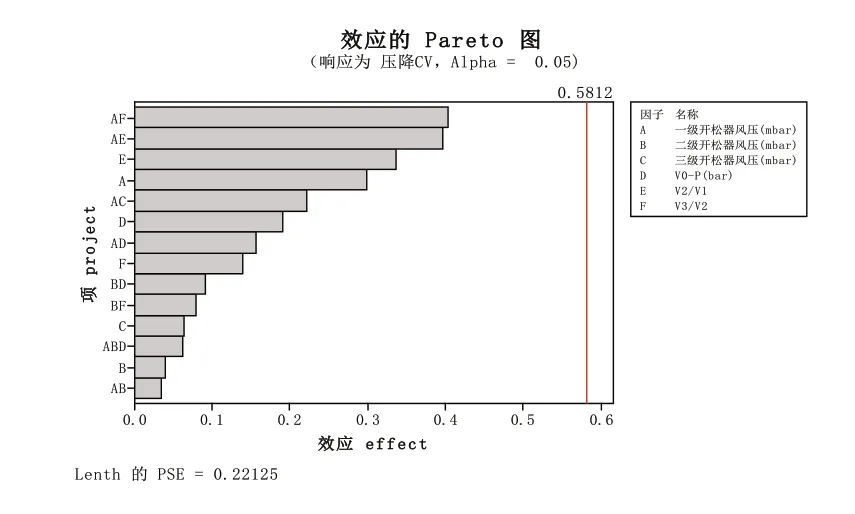
圖2 效應的Pareto圖
在默認項中未能出現顯著因子,剔除影響較低的組合因子,再次在Minitab軟件中進行“分析因子設計”“項”選擇6個單因子和2個交互作用較明顯的組合因子,篩選出影響壓降穩定性[7]的顯著因子為一級開松器風壓(mbar)、V2/V1、一級開松器風壓(mbar)×V2/V1、一級開松器風壓(mbar)×V3/V2,詳見圖3、圖4。
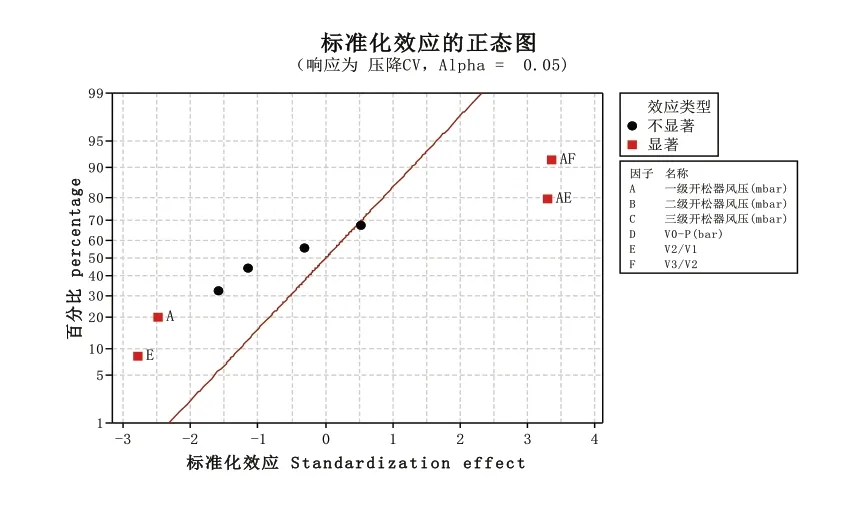
圖3 標準化效應的正態圖

圖4 標準化效應的Pareto圖
(2)確定最優參數組合
由于期望壓降CV越小越好,要得到各參數組合在設定范圍內的理論最優解,即需要找到回歸方程的最小值(回歸方程:
壓降CV=52.7230-0.467646×一級風壓-0.00193750×二級風壓+0.00106250×三級風壓-0.478125×’V0-P’-21.4937×’V2/V1’-27.8417×’V3/V2’+0.198125×一級風壓×’V2/V1’+0.269167×一級風壓×’V3/V2’),因二級開松器風壓、三級開松器風壓、預張力輥壓無顯著交互作用,根據方程中對應項系數的正負號,可直接得到以上三個因子的理論最優解分別為110、50、0.7。
一級開松器風壓、開松比V2/V1、松馳比V3/V2代入設計值,計算出壓降CV的理論值見表3。根據對公式結果的觀察,雖然當一級開松器風壓取最小值時,壓降CV最低可達到2.12,但在開松比V2/V1、松馳比V3/V2發生輕微變化時,壓降CV會顯著升高[8];而當一級開松器風壓取最大值時,壓降CV整體情況較好,受開松比V2/V1、松馳比V3/V2變化的影響較小。考慮到成型過程中因各種因素影響[9],難免會對開松比V2/V1、松馳比V3/V2進行調節,故一級開松器風壓理論最優解選擇110,該條件下開松比V2/V1、松馳比V3/V2的理論最優解分別為1.2和0.65。最終經計算及對比觀察,各參數的理論最優組合見表4。
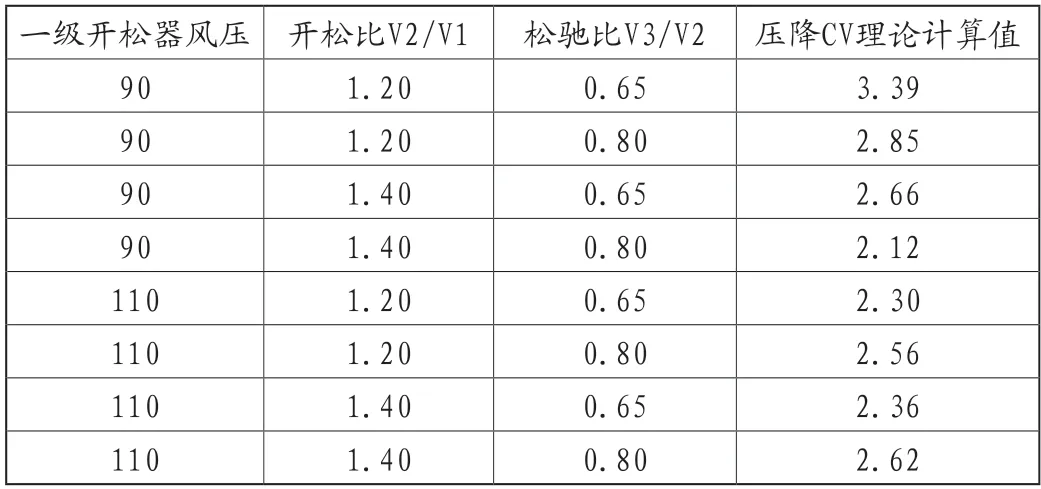
表3 壓降CV計算表
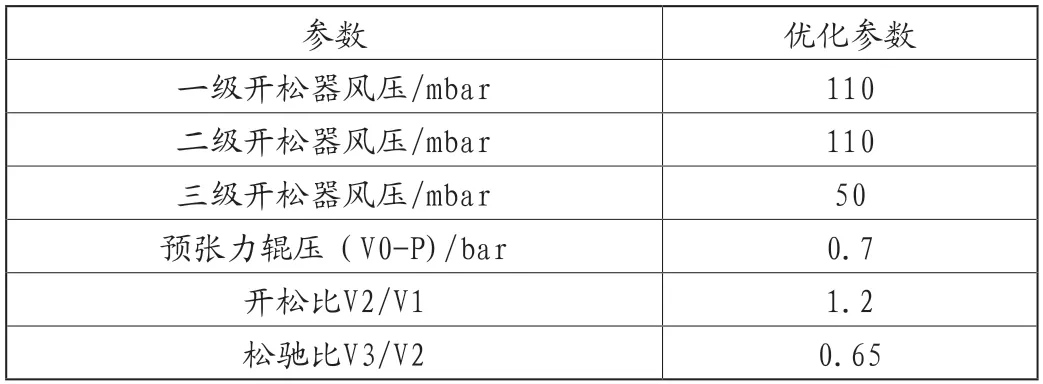
表4 參數最優組合表
(3)試驗論證
根據以上分析結果,結合濾棒生產情況,在實際生產中應用最優參數,并進行應用前后濾棒指標的對比,濾棒壓降標準偏差SD和壓降變異系數CV下降明顯,質量穩定性提升,詳見表5。
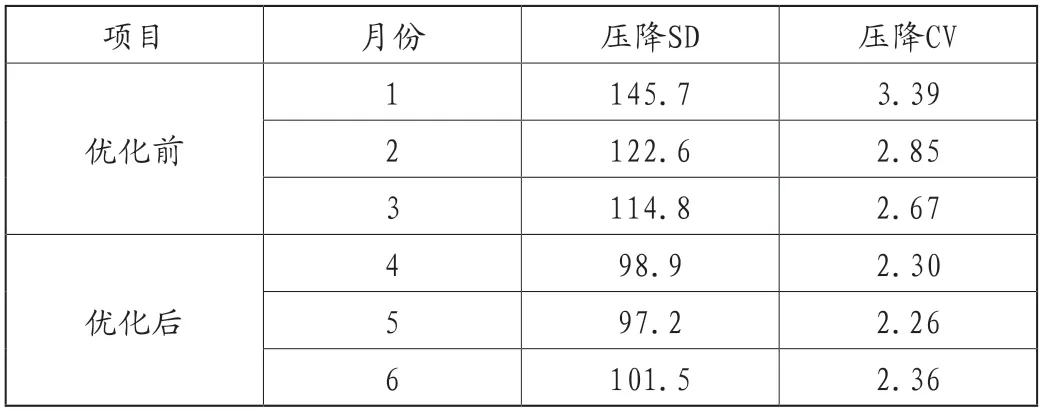
表5 參數優化應用情況表
3.結論
對于細支濾棒成型,成型機設備工藝參數是影響細支濾棒質量穩定性的重要方面,ZL29細支濾棒成型機作為高速的細支濾棒成型設備,需要深入研究與優化;對于6.0Y17000特定的絲束規格,本文選取一級、二級、三級開松器風壓、預張力輥壓、開松比、松弛比6個因子,開展了6因子兩水平試驗,采用MINITAB、GeoGebra等軟件對不同工藝參數下的細支濾棒質量指標進行了差異分析,探索篩選出了最優參數組合,一級開松器風壓控制在110mbar,二級開松器風壓控制在110mbar,三級開松器風壓控制在50mbar,預張力輥壓控制在0.7bar,開松比V2/V1控制在1.2,松弛比V3/V2控制在0.65較為適宜。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
