拉環(huán)蓋壓蓋設(shè)備常見故障解決措施
2022-12-19 02:23:48鄒德志
酒·飲料技術(shù)裝備 2022年6期
鄒德志
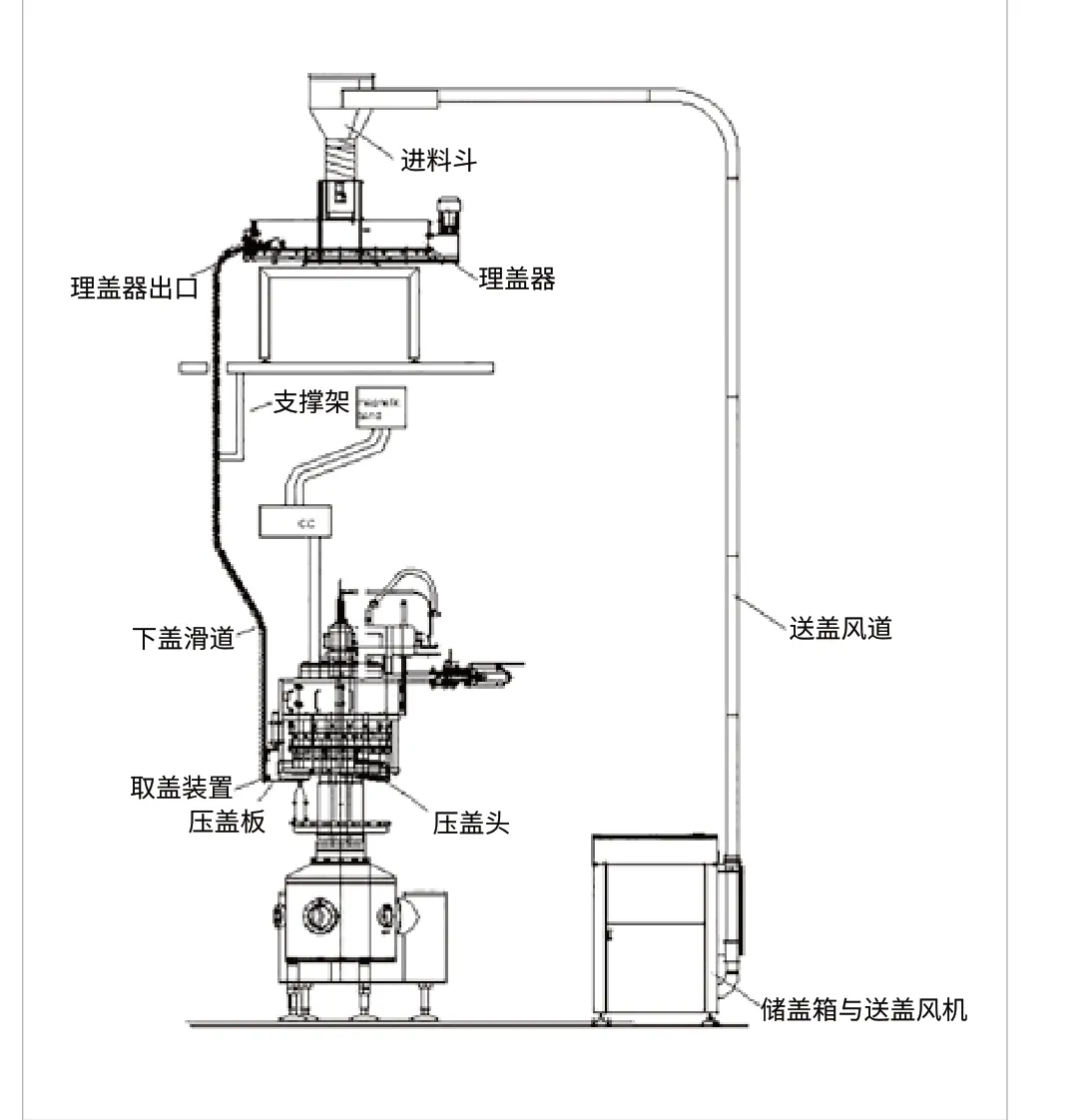
瓶裝拉環(huán)壓蓋設(shè)備主要由:送蓋風機、儲蓋箱、送蓋風道、進料斗、理蓋器、下蓋滑道、取蓋裝置、壓蓋頭、電氣控制系統(tǒng)等構(gòu)成。其工作原理是由風機將儲蓋箱內(nèi)鋁制拉環(huán)蓋通過送蓋風道吹入進料斗,進料斗通過光電開關(guān)控制蓋子進入理蓋器的速度,再由理蓋器底部旋轉(zhuǎn)電機在離心作用下朝同一方向進入下蓋滑道,下蓋滑道上高低位置有兩個檢測單元,高位置檢測控制理蓋器旋轉(zhuǎn)電機啟停,保證下蓋滑道有蓋;低位置監(jiān)測灌裝機的啟停,起到缺蓋停機的作用。瓶子取蓋后有一塊壓蓋板保護瓶蓋不被啤酒泡沫頂?shù)簦詈笥蓧荷w頭完成壓蓋。
一、拉環(huán)蓋的壓蓋標準和檢測要求
珠江啤酒公司結(jié)合拉環(huán)蓋的實際應(yīng)用,在保障啤酒工藝質(zhì)量與安全可靠的前提下,建立了拉環(huán)蓋壓蓋標準和檢測要求:1)壓蓋后封合面、波紋面清晰,間距合適;2)根據(jù)壓蓋機壓蓋頭數(shù)量連續(xù)取一圈每個壓蓋頭壓出來的成品酒,要求成品蓋100%通過標準量規(guī),且小量規(guī)通過率0%,否則判定為不合格;3)成品瞬時耐壓結(jié)果高于標準值為合格,若低于標準值,則需調(diào)整后再送樣檢測;4)拉環(huán)要貼緊瓶頸,不得翹起,拉環(huán)處刻線無損傷;5)壓蓋后瓶蓋平整,不得有碰撞凹痕;6)成品酒經(jīng)溫瓶機出來,常溫冷卻后拉開不得有爆響、拉斷拉環(huán)、未沿刻線開啟等。
二、常見故障類型及原因分析與解決措施
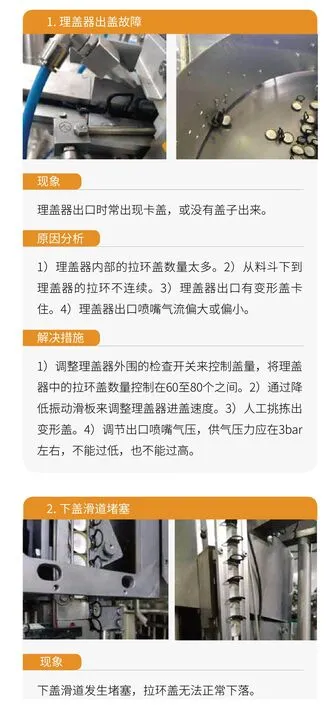



現(xiàn)象
抽檢成品酒,發(fā)現(xiàn)瞬時耐壓不合格,過高或過低。
故障原因
1)蓋機高度過高或過低。
2)壓蓋頭異常。
解決措施
1)重新調(diào)整蓋機的壓蓋高度。2)拆解有問題的壓蓋頭,檢查其內(nèi)部的頂桿、卡爪、蝶形彈片、壓蓋彈簧是否正常。
三、總結(jié)
通常一種類型的故障可能是由不同原因?qū)е隆H绾慰焖佟蚀_找出故障原因,需要操作維修人員熟悉設(shè)備結(jié)構(gòu)與運行原理。做好拉環(huán)蓋壓蓋設(shè)備的日常維護和開機前檢查是保證設(shè)備正常運行的必要條件,生產(chǎn)過程中定時抽檢成品酒封蓋質(zhì)量,是杜絕封蓋不合格批量缺陷的必要手段。
猜你喜歡
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
中學生數(shù)理化·七年級數(shù)學人教版(2021年6期)2021-11-22 07:50:58
電子制作(2018年11期)2018-08-04 03:26:08
電子測試(2018年1期)2018-04-18 11:53:30
臨床醫(yī)藥文獻雜志(電子版)(2017年11期)2017-05-17 04:48:45
電子制作(2016年19期)2016-08-24 07:50:00
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
工業(yè)設(shè)計(2016年12期)2016-04-16 02:52:00
