新型組合手推式灌縫機在水泥混凝土路面灌縫作業的應用
2022-12-19 09:11:22龔曉琳
福建交通科技 2022年9期
■龔曉琳
(寧德市公路事業發展中心,寧德 352100)
截至2020 年底,全國公路總里程達519.8 萬km[1],其中水泥混凝土路面約310 萬km。 “十三五”期間,福建省公路總里程突破11 萬km[2],其中農村公路9.3 萬km。 由于地理原因,福建總里程70%以上都是水泥公路,可見水泥路在福建省乃至全國的公路體系中都占有極其重要的位置。
目前,我國公路已由建養并重進入以養護為主的時期,水泥混凝土路面的養護尤其是伸縮縫的養護成為重要問題。 及時對路面進行灌縫作業是一種有效且經濟的養護技術措施。 隨著交通量的急劇增長,養護經費預算的日趨緊張,水泥混凝土路面清灌縫施工不但要盡量少占車道面積、 縮短作業時間,還要最大限度降低施工成本。 水泥混凝土路面伸縮縫是人為切割而成,針對其縫隙平直、寬窄均勻的特點,如何在現有灌縫設備的基礎上,通過設備組合、技術改進,達到灌縫作業過程占道小、速度快、成本低的目的,經過一年多來的實踐探索,已取得一定成果。
1 灌縫機現狀分析
國內外現有灌縫機產品已不少[3],按機型大小和行走方式可分為大型車載或拖掛式和小型手推式;按作業方式可分為手持長管灌縫作業和手推噴嘴灌縫作業;按灌縫料的加熱方式可分為燃燒器直接加熱料桶、燃燒器通過導熱油加熱料桶、液化氣加熱料桶以及發動機尾氣或電熱絲加熱料桶。 目前使用較普遍的主要2 種機型:一種是大型車載或拖掛機型,采用燃燒器通過導熱油加熱固態密封膠并通過長管噴槍以手持方式將灌縫料注入縫隙,該機型優點是料桶容量大、加熱效果好、一次性灌縫里程長、手持長管作業容易控制出料量,適合瀝青路彎曲裂縫施工,其缺點是結構笨重龐大、占道面積多、需2 人配合工作效率低、施工成本高、長輸送管容易堵塞更換費用高;另一種是小型手推式機型,采用發動機尾氣加熱灌縫料,手推灌縫機在前行中將灌縫料通過噴嘴注入伸縮縫,該機型的優點是結構輕巧靈活、占地面積小、單人手推灌縫勻速平直,適合水泥路伸縮縫特點,其缺點是尾氣加熱速度慢、料桶小一次性灌縫里程短、縫隙填縫料的飽滿度差。2 種機型主要性能參數對比見表1。
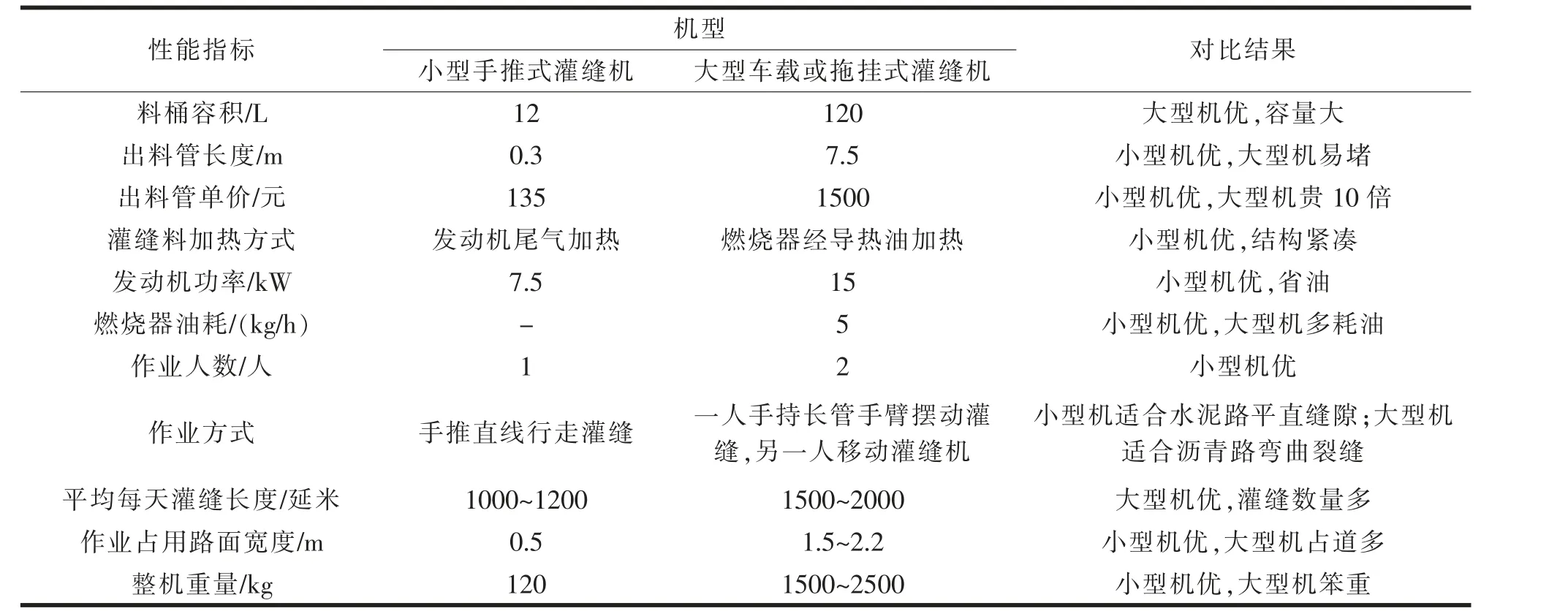
表1 大、小型灌縫機性能參數比較
綜上分析,若采用大型車載或拖掛式灌縫機實施水泥路灌縫作業,從設備的適應性及經濟性角度考量都是不理想的。 選用適合水泥路伸縮縫平直特點的手推式小型灌縫機并加以改良,是解決目前水泥路灌縫施工難題的關鍵。
2 技術改進方案
2.1 基于占道少、提高灌縫速度的改進思路
路面清灌養護作業過程中必須實行交通管制,直接影響車輛正常通行,甚至會造成交通堵塞。 經分析對比,在機型上首選手推式灌縫機,在組合配套上通過外配灌縫料加熱裝置以提高其灌縫材料的加熱速度,達到大型灌縫設備的加熱效果。
2.2 基于提高伸縮縫填縫料飽滿度的改進思路
由于手推式灌縫機固有的噴頭離地結構造成伸縮縫填縫料無法一次性填滿,必須通過改進其噴頭結構形態以適應快速灌縫的作業要求。
3 手推式灌縫機的組合配套及技術改進
3.1 組合配套灌縫料加熱釜
為了解決手推式灌縫機灌縫料加熱速度慢與施工進度快的矛盾,組合配套外設輔助加熱裝置是一種行之有效的手段。 由于灌縫材料在常溫下是固態,且熱傳遞性差,若直接利用液化氣或電熱棒進行加熱,雖簡單省事,卻容易導致灌縫料加熱至老化;若選用導熱油加熱的方法,雖可解決加熱老化問題,但其設備結構復雜笨重、熱效率低,不適合與小型手推式灌縫機配套。 近年來,與相關廠家共同開發出一種能為灌縫機提供足夠數量且質量符合要求的熱灌縫料的加熱釜。 針對瀝青特點,加熱釜采用自動柴油燃燒器對轉動儲料桶(加熱筒)進行加熱的方式,間接使桶內灌縫料熔化升溫,較導熱油加熱方式設備結構更緊湊輕巧。 其獨創的筒外壁加熱和滾筒技術, 使灌縫料在轉動筒內均勻加熱,熱交換更全面均衡;料溫由溫度傳感器通過PLC 監測,自動控制燃燒器點火燃燒時間以達到設定溫度要求,避免灌縫料出現老化現象。 作業時,通過桶底部放油開關按需要量放出灌封材料。 組合配套解決了原手推式灌縫機加熱慢的難題,大大提高其施工速度。 整體結構采用車載移動式,可停放路邊或外圍,占道少。 其組合配套結構如圖1 所示。

圖1 灌縫料加熱釜與手推式灌縫機的組合配套
3.2 灌縫機噴嘴的改進
手推式灌縫機是使機器在推移過程中將灌縫料順著縫隙頂部流到底部以完成灌縫作業。 為便于推移,原設計的噴嘴是離地1~2 cm 的懸浮式結構,雖操作簡便,但存在灌縫質量問題的缺陷,即縫隙中填料的飽滿度不夠,致使部分伸縮縫中的灌縫料高度不足(凹陷),達不到技術要求。 通過深入研究發現,采用懸浮式噴嘴,當灌縫料離開噴嘴后便由路面往縫隙底部自上而下流動,因受到縫隙處冷卻(溫差)和縫隙壁阻力(粗糙)的影響,灌縫料流到底部產生滯后現象。 究其原因,如圖2 所示,開始狀態下縫隙底部料總是滯后于上部料,灌滿狀態下顯現出倒錐形狀;由于灌縫機的行進速度取決于目視到灌縫料露出高度(飽滿即走)的作業方式,以及縫隙深淺不一, 在某些路段可能發生下沉凹陷的現象,使得灌縫機在行進中無法一次性灌滿,必須進行二次補灌,造成施工進度緩慢和材料浪費。 為解決灌縫料流動滯后問題,如圖3 所示,將懸浮式噴嘴改為針入式噴頭, 作業中針入式噴頭可插入縫隙底部,使灌縫料由底部往頂部翻滾灌滿,形成穩定錐形狀,當目視到灌縫料露出標準高度再往前行進繼續灌縫作業,縫隙里的料因填充飽滿就不會發生塌陷現象,做到一次性灌滿,達到即速灌滿即速前移的效果,有效提高施工速度和質量。 圖4 中為原懸浮式噴嘴和改進后的針入式噴頭結構比對圖。

圖2 懸浮式灌縫狀態

圖3 針入式灌縫狀態

圖4 灌縫機改進前后懸浮式噴嘴與針入式噴頭結構對比圖
3.3 手推式灌縫機改造配套后性能對比
從灌縫料加熱時間、外配加熱釜縮短加熱時間對施工速度的影響、改針入式噴頭對灌縫料飽滿度及施工速度的影響等方面,對組合配套及技術改進前后的手推式灌縫機進行了對比,見表2。
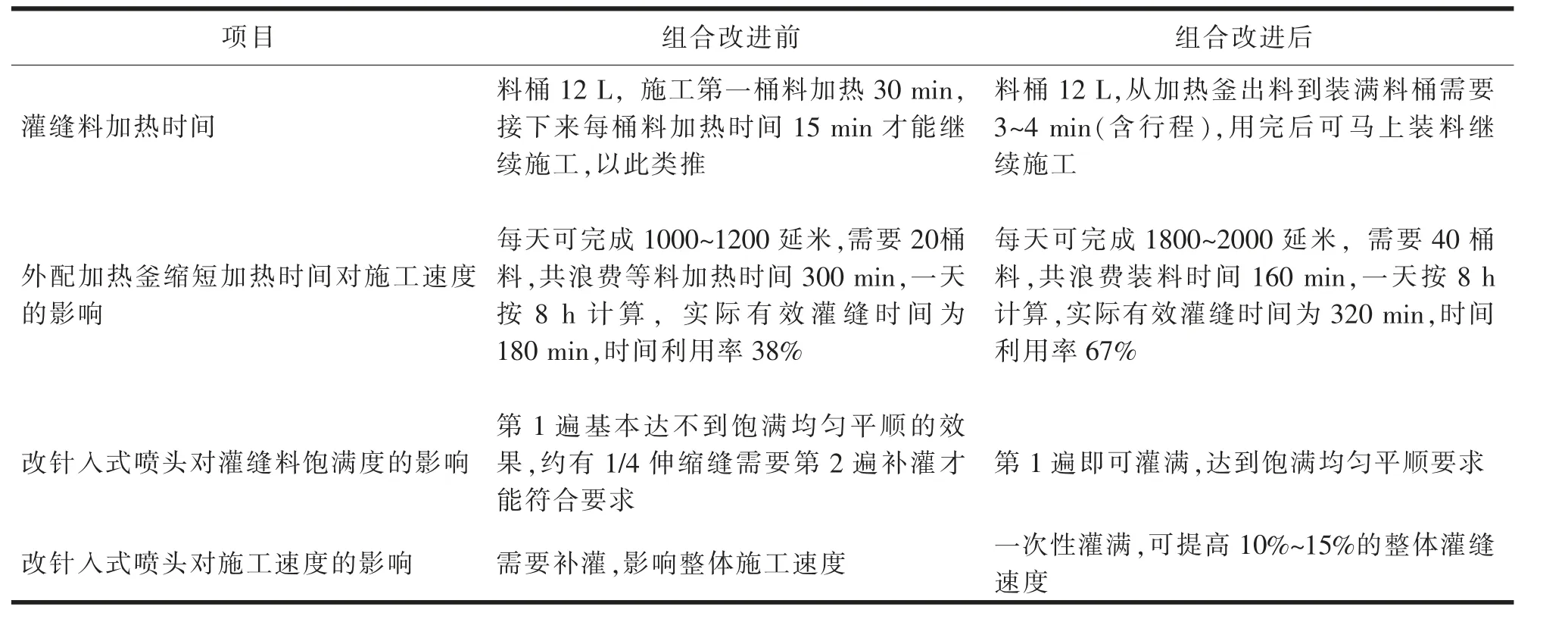
表2 手推式灌縫機改造配套前后性能對比
4 工程應用效果
經改進的灌縫料加熱釜1 臺、針入式噴頭灌縫機4 臺在G104 線和省道S306 線經過一年多來的施工試驗和應用,完成85 km 灌縫任務,實際情況和效果如下:1 臺加熱釜供給4 臺灌縫機所需的熱灌縫料。 加熱釜容量120 L,加熱1 次時間大約30 min,一天加熱4 桶,即可滿足4 臺灌縫機的用料需求。通過組合配套,灌縫機不用再等料加熱熔化,可做到每臺灌縫機料桶內的灌縫料用完即可添加新料繼續灌縫施工; 灌縫機噴頭改懸浮式為針入式,直觀可見灌縫料由下而上翻滾填滿縫隙,行進速度較以前稍慢,但一次即可填滿,不會出現凹陷現象,灌完的填縫料平直飽滿美觀,解決了以往需部分補灌問題,提高了灌縫效率。 組合配套加熱釜供料和針入式噴頭的應用,使單機的施工速度由平均每天1000 多延米提高到近2000 延米;與使用同樣的人員和相近的機械配置費用的大型灌縫機相比,施工速度是大型機的3~4 倍,施工成本可降低1 倍以上,真正達到占道少、速度快、質量好、成本低的效果(表3)。

表3 現場灌縫施工大、小機型使用情況統計
5 結語
通過實踐對灌縫機進行篩選并加以組合改進,提出對手推式灌縫機進行組合配套和技術改進的方法,即組合配套1 臺車載滾筒式加熱釜,統一供應熱熔灌縫料, 解決手推式灌縫機加熱慢的問題,并將原灌縫機懸浮式出料噴嘴改為針入式噴頭,解決填縫料的飽滿度問題, 明顯提高灌縫速度和質量,并在G104 線和省道S306 線得到廣泛應用。 經過一年多來工地的實際使用證明,采用該方法施工占道少、速度快、質量好、成本低,可有效解決目前水泥路面灌縫施工面臨的交通量大、養護經費預算少等難題。
猜你喜歡
建材發展導向(2022年10期)2022-07-28 03:04:36
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
建材發展導向(2021年18期)2021-11-05 09:19:50
建材發展導向(2021年9期)2021-07-16 07:11:36
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
故事大王(2016年7期)2016-09-22 17:30:08
中國房地產業(2016年2期)2016-03-01 01:25:48
河南電力(2016年5期)2016-02-06 02:11:34
西安建筑科技大學學報(自然科學版)(2014年2期)2014-11-12 13:04:54
