熱塑性聚氨酯熔噴非織造材料制備與性能
2022-12-23 07:09:28程可為趙義俠張淑蘋錢子茂
紡織學報 2022年11期
劉 亞, 程可為, 趙義俠, 于 雯, 張淑蘋, 錢子茂
(天津工業大學 紡織科學與工程學院, 天津 300387)
熔噴非織造材料過濾性能優異,是疫情期間重要的防疫物資,在其價格一路走高的情況下,眾多生產廠家開始大量購入并安裝熔噴生產線,使得熔噴生產設備數目出現了爆發式的增長。隨著現今疫情防控趨于穩定,口罩等防疫物資大量儲備,訂單大幅減少,熔噴非織造材料市場規模已經逐漸回落至疫情前的水平,這就使得熔噴生產設備出現了過剩的局面。由于聚丙烯(PP)價格相對較低,加工性能優異,目前接近90%的熔噴非織造材料都采用PP制成[1],但其市場已經飽和,過剩的熔噴生產設備為新型熔噴非織造材料的開發帶來機遇,其中彈性熔噴非織造材料的開發便是重點研究方向之一。
非織造材料的彈性指在外力作用下其可伸長率至少要達到60%,且去除作用力之后可恢復為原長的55%以上[2]。目前,改善熔噴非織造材料彈性的方法可從原材料、加工工藝和后處理3個方向入手,主要有以下幾種方法:使用聚苯乙烯-聚乙烯-聚丁烯-聚苯乙烯嵌段共聚物(SEBS)[3-4]、乙烯-辛烯共聚物(POE)[5-6]、乙烯-醋酸乙烯共聚物(EVA)[7-9]和聚氨酯(TPU)彈性體等制備熔噴非織造材料,或與其他原料共混制備;使用高卷曲纖維切片制備彈性熔噴非織造材料;通過成網結構的特殊設計使熔噴非織造材料具備彈性;采用復合工藝制成彈性非織造材料;通過后整理(如涂層)改善熔噴非織造材料的彈性[10]。第1種方法可從根本上解決熔噴非織造材料彈性差、拉伸回復率低的問題,其中最早的彈性熔噴非織造材料是利用TPU來制備的。
TPU是由聚酯或聚醚類大分子二醇、二異氰酸酯和小分子二醇或二胺擴鏈劑通過加成聚合反應制得的嵌段共聚物,具有彈性高、強度好、屈撓性和耐磨性優異等特點,又具有耐油、溶劑和一般化學品等特性[11]。TPU中含有硬段基團和軟段基團,二者交替排列形成嵌段結構,一般認為硬段為TPU提供強度,軟段為TPU提供彈性。由于TPU的分子特性其牌號眾多,性能各異,實際生產加工較為困難,因此,TPU熔噴非織造材料(TPUMNWs)無論是科研成果,還是實際生產案例均較為少見。
彈性熔噴非織造材料除具備傳統非織造材料比表面積大、孔隙小和手感好的優點外,還具有可伸展性與易曲性的良好特性。由于其良好的彈性、透氣性和手感,可用于醫療衛生和服裝領域[12],具有很高的經濟和實用價值。國內對于彈性非織造材料的制備技術仍處于起步階段,遠遠落后于國外的進度。開發彈性熔噴非織造材料對于填補國內市場空缺,完成產品轉型,解決熔噴行業產能過剩問題具有很大幫助。本文以TPU為原料制備彈性熔噴非織造材料,通過分析原料性能,研究其制備工藝,以期解決TPU應用熔噴工藝加工困難的問題。
1 實驗部分
1.1 實驗原料與設備
原料:TPU切片,編號1#、2#、3#、4#、5#(邵氏硬度分別為85A、75A、95A、90A、85A,市售)。
儀器:SRY-600 PPS型雙螺桿熔噴實驗線,天津盛銳源機械技術有限公司;KTD-50型直接式料斗干燥機,東莞市科天達機械有限公司;Viscotek 270型凝膠色譜儀,美國馬爾文公司;DSC200F3差示掃描量熱儀、TG 209 F3 Tarsus型熱重分析儀,德國耐馳公司;Rheograph25型毛細管流變儀, 德國GOETTFERT公司;SU1000型掃描電子顯微鏡,日本Hitachi公司;HY-932CS型電子織物強力儀,東莞市恒宇儀器有限公司;PSM-165型孔徑/孔隙測試儀,德國TOPAS公司;YG461 H型全自動透氣量儀,寧波紡織儀器廠;JC2000D1型接觸角測量儀,上海中晨數字技術設備有限公司。
1.2 TPU熔噴非織造材料的制備
TPU結構中親水基團使其具有一定的吸水性,因此,在進行紡絲前需要進行干燥處理。若切片干燥不徹底,則在熔融紡絲過程中易出現斷頭、毛絲等現象,不利于紡絲的順利進行;若干燥溫度過高或時間過長,則會造成切片結塊,下料不順及料粒發黃的現象,影響產品的最終品質。本文在紡絲前使用直接式料斗干燥機干燥原料4 h,設定溫度為95 ℃。
通過對比5種TPU原料的性能,選擇最適紡絲的原料,使用雙螺桿熔噴實驗線制備TPUMNWs,紡絲溫度設定為230 ℃。采用控制變量的方法來研究工藝參數對材料的影響,分別改變牽伸風壓、接收距離、牽伸熱風溫度等參數制得15種樣品,其對應樣品編號及工藝參數如表1所示。
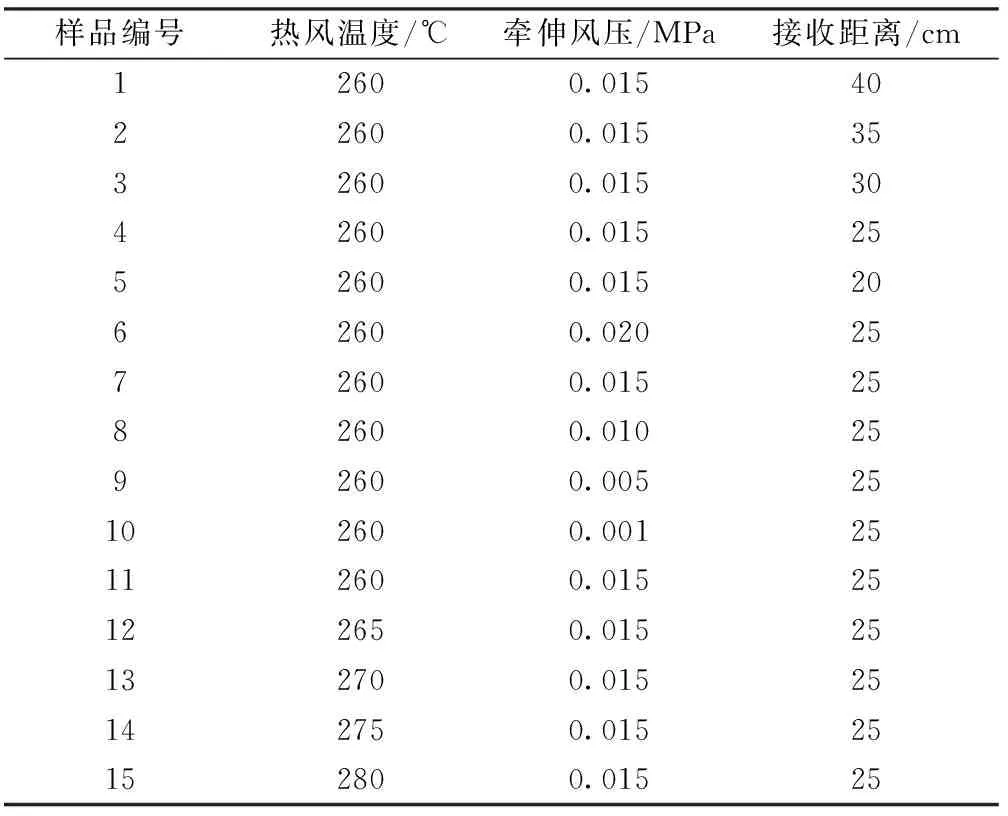
表1 制備工藝參數Tab.1 Preparation process parameters
1.3 測試與表征
1.3.1 TPU原料性能測試與表征
分子質量測試:以N,N-二甲基甲酰胺(DMF)為流動相體系,采用凝膠色譜儀自動測試并得到TPU的分子質量及分子質量分布。
熱性能測試:采用差示掃描量熱儀測試TPU的DSC曲線,測試環境為氮氣,以升溫速率10 ℃/min從室溫升至300 ℃。采用熱重分析儀測試TPU的TG曲線,測試環境為氮氣,以升溫速率10 ℃/min從室溫升至800 ℃。
流變性能測試:采用毛細管流變儀測試TPU的流變曲線,毛細管孔徑為0.5 mm,熔融時間為10 min,剪切速率范圍為0 ~ 11 000 s-1。
1.3.2 非織造材料性能測試與表征
形貌觀察:采用掃描電子顯微鏡觀察試樣中纖維的形貌結構,并統計纖維直徑。
力學性能測試:參考GB/T 24218.3—2010《紡織品 非織造布試驗方法 第3部分:斷裂強力和斷裂伸長率的測定(條樣法)》,采用電子織物強力儀測試試樣的力學性能,試樣長為30 cm,寬為5 cm,夾距為100 mm,拉伸速率為100 mm/min,預加張力為2 N,結果取縱、橫向3次測試平均值。
50%伸長回復率測試:采用定伸長測試方法,將樣品夾持好后做好標記(100 mm),然后拉伸樣品至150 mm,保持定伸長狀態60 s,待夾具回位后取下樣品靜置120 s,測量標記間的距離,計算其50%伸長回復率。
透氣性能和孔徑測試:參考GB/T 24218.15—2018《紡織品 非織造布試驗方法 第15部分:透氣性的測定》,使用全自動透氣量儀測試試樣的透氣性能,將試樣裁剪成規格為20 cm2的圓形,測試壓差為127 Pa,取10次測試結果的平均值。采用孔徑/孔隙測試儀,選擇密封圈面積為0.28 cm2的夾樣器,氣體流量范圍0.06~70 L/min,測試得到試樣的平均孔徑。
接觸角測試:采用接觸角測量儀測試試樣的水接觸角,測試液體為水,試樣規格為長50 mm、寬25 mm,取3次測試結果的平均值來表征樣品的親疏水性能。
2 結果與討論
2.1 原料性能分析
2.1.1 分子質量及分子質量分布
5種熔噴級TPU原料的分子質量及分子質量分布測試結果如表2所示。

表2 TPU原料的分子質量及分子質量分布Tab.2 Molecular weight and molecular weight distribution of TPU raw material
TPU具有黏度大、流動性差的特點,考慮到熔噴過程中熔體的流動性越好,熱空氣噴吹成形越容易,因此,選擇分子質量適當小一些、分子質量分布寬一些的原料更易熔噴成形。由表2可以得出,5#原料的分子質量分布最寬,所以本文選擇5#原料進行熔噴紡絲。
2.1.2 熱性能分析
圖1示出5#TPU原料的熱性能測試結果。由圖1(a)可以看出,5#TPU的玻璃化轉變溫度為108 ℃,熔點為159.4 ℃。由圖1(b)可以看出,5#TPU在260 ℃時開始出現質量損失,在391 ℃時質量損失速率達到最高,在799 ℃時完全分解。由圖1(a)還可以看出,5#原料在248~260 ℃的溫度區間內存在吸熱峰,對比圖1(b)可以判斷出,260 ℃為5#原料的熱分解起始溫度。在工業生產加工過程中,高聚物的加工溫度不能超過其熱分解溫度,應控制在黏流溫度與熱分解溫度之間。
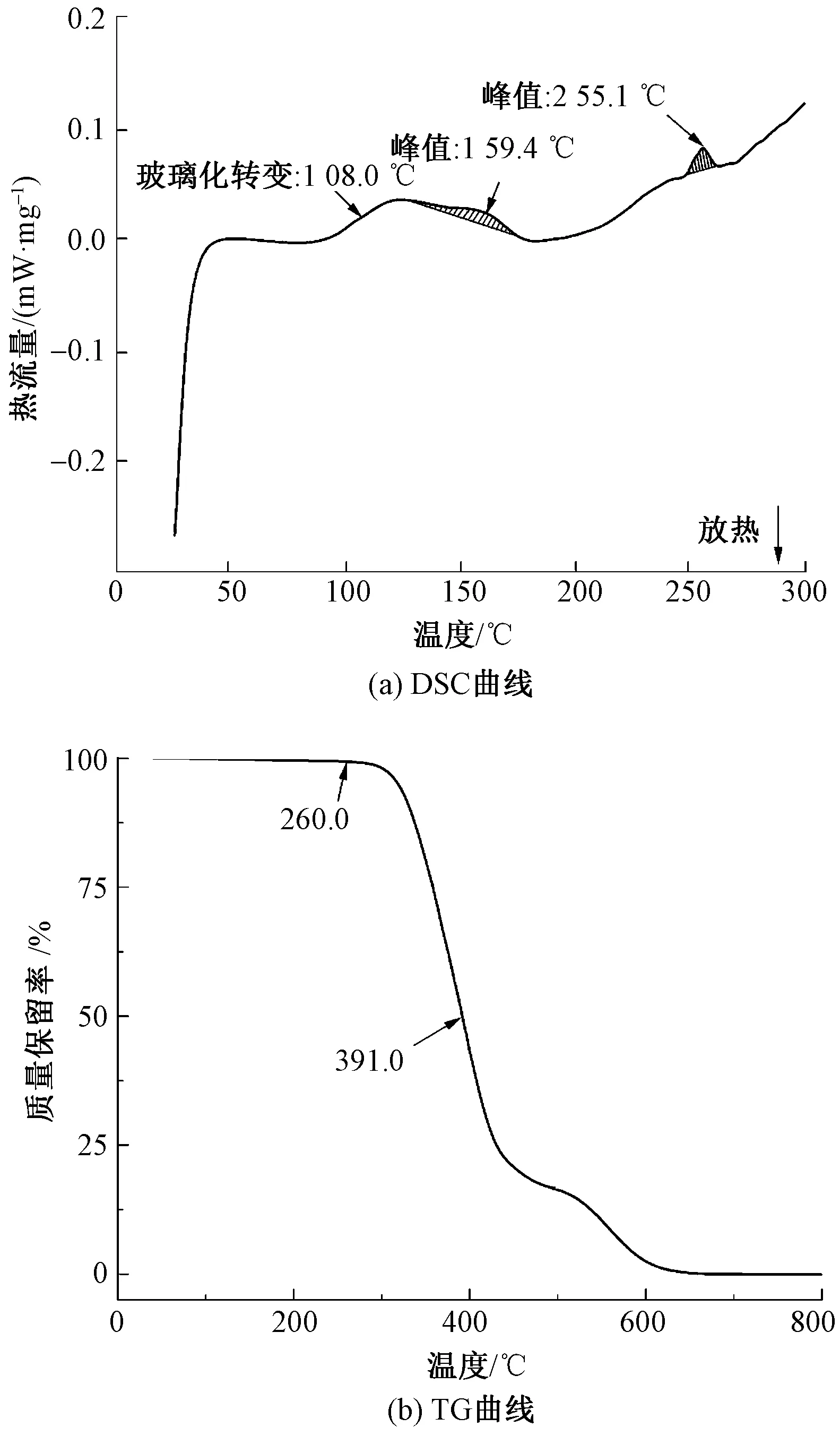
圖1 5# TPU原料的熱力學分析曲線Fig.1 DSC (a) and TG (b) curves of 5# TPU raw material
2.1.3 流變性能分析
毛細管流變儀測試得到5#TPU原料的流變性能如圖2所示。可知,5#TPU的表觀黏度隨剪切速率的增加呈下降趨勢,且在相同剪切速率下,溫度越高表觀黏度越小。圖中6條曲線均顯示,溫度越高,TPU表觀黏度下降幅度隨剪切速率的增加越來越慢,其中溫度為235和240 ℃、剪切速率在5 000~10 000 s-1時,表觀黏度幾乎不隨剪切速率的升高而減低;且在測試階段,235和240 ℃時擠出的TPU熔體呈現略微發黃的顏色,表明在此溫度下原料有輕微的降解。為了使紡絲熔體既有較好的流動性又能保證產品質量,本文制備TPUMWNs熔噴非織造材料的紡絲溫度設定為230 ℃。
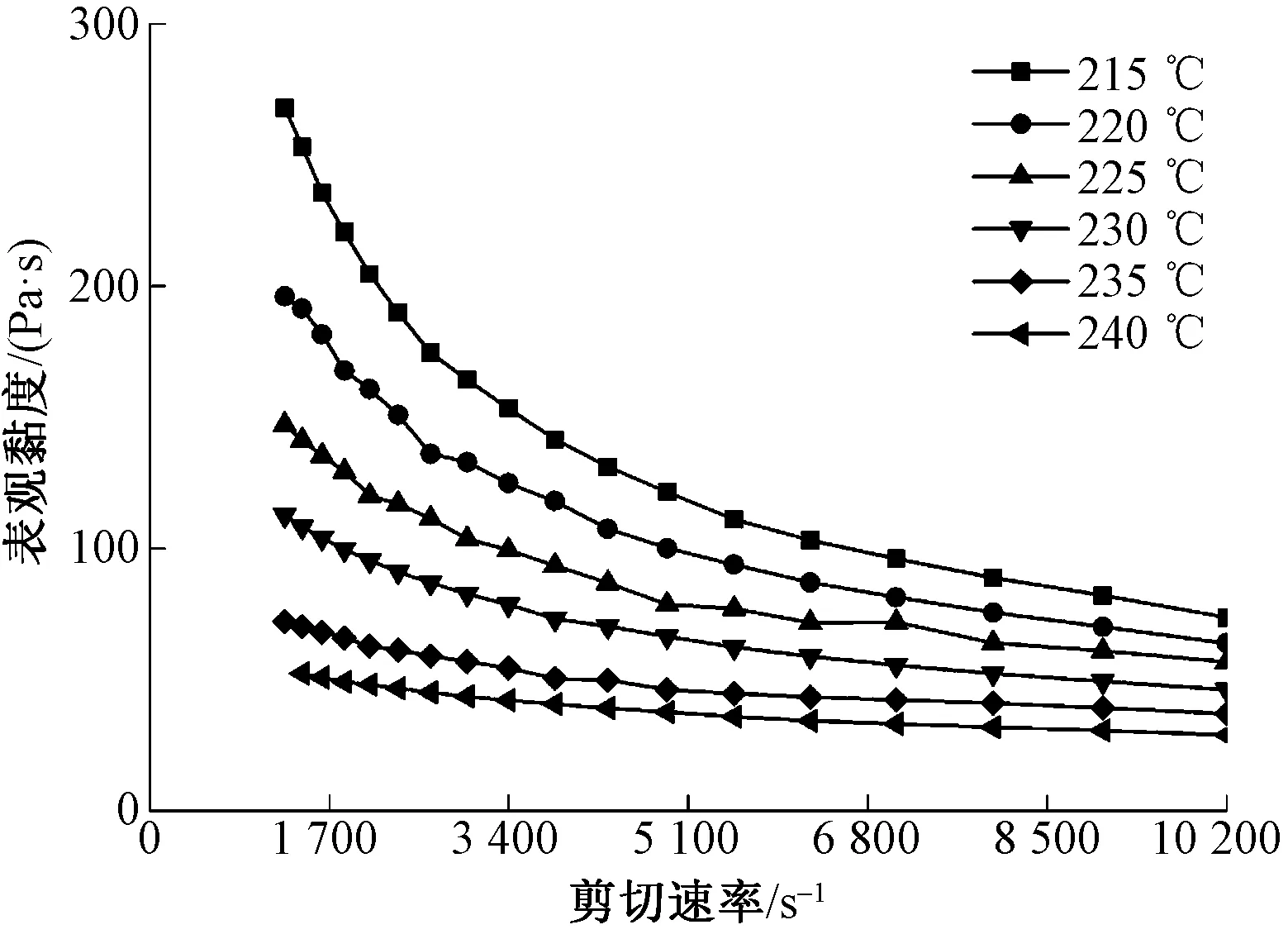
圖2 5#TPU原料流變性能曲線Fig.2 Rheological properties of 5# TPU raw material
2.2 TPU熔噴非織造材料結構和性能分析
2.2.1 形態結構及平均直徑
圖3示出TPU熔噴非織造材料的SEM照片。可以看出,非織造材料中纖維分布均勻,具有良好的纖維網結構。

圖3 TPU熔噴非織造材料的SEM照片(×1 500)Fig.3 SEM image of TPU meltblown nonwovens(×1 500)
圖4示出在不同接收距離、牽伸風壓和熱風溫度條件下得到的TPU熔噴非織造材料的纖維直徑。可以看出,隨著接收距離的增大,纖維直徑先增大,后略微減小再增大,這是由于TPU在被牽伸時具有回縮的特性,接收距離較小時,纖維的溫度較高,彈性回縮大,因此直徑呈現增大趨勢;當接收距離增大到一定程度時,溫度降低,纖維得到完全牽伸直徑變小;再增大接收距離,雖然溫度進一步降低,但隨著牽伸氣流作用力減弱,纖維的彈性回縮又增強,直徑又變粗。隨著牽伸風壓的增大,纖維直徑逐漸減小,這是因為在接收距離和熱風溫度不變的情況下,牽伸風壓的增大使得牽伸作用增強,熔體細流被牽伸得更細。隨著熱風溫度的升高,纖維直徑逐漸減小,這是因為熱風溫度的升高使熔體細流的冷卻速率減慢,在較高的溫度下保持很好的流動性,更易被牽伸成細纖維。制得的樣品中,纖維直徑最大為10.27 μm,最小為3.82 μm。從變化幅度來看,接收距離與熱風溫度對纖維直徑的改變影響較小,牽伸風壓對纖維直徑的影響最大。
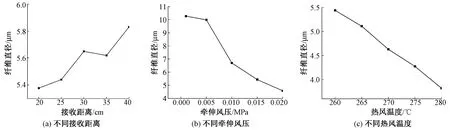
圖4 不同工藝參數下纖維直徑變化趨勢Fig.4 Variation trend of fiber diameter with different process parameters.(a) Different receiving distances;(b)Different drafting wind pressure; (c) Different hot air temperature
2.2.2 力學性能分析
圖5示出在不同接收距離、牽伸風壓和熱風溫度條件下得到的TPU熔噴非織造材料力學性能變化趨勢。由圖可知,隨著接收距離增大,非織造材料的斷裂強度和斷裂伸長率呈降低趨勢。這是因為接收距離越大,熱空氣冷卻和擴散更為充分,使纖維直徑增大,因此,相同面密度條件下的纖維數量減少,黏合點減少,導致產品的斷裂強度降低。隨著牽伸風壓的增大,非織造材料的斷裂強度和斷裂伸長率呈降低趨勢。這是因為牽伸風對纖維的牽伸作用增強,導致纖維變細,纖維變細說明TPU大分子的結晶取向作用增強,同時纖維間的黏結點增多,理論上產品的斷裂強度應該增大,但實驗數據卻與之相反,這可能與TPU大分子中的軟段和硬段的特性相關。有資料顯示,TPU中硬鏈段和軟鏈段在熱力學上具有自發分離的傾向,從而形成微相分離結構[13],因此,隨著牽伸風壓的增大,纖維直徑變細,TPU的微相分離加劇,所以導致斷裂強度降低。隨著熱風溫度的提升,非織造材料的斷裂強度和斷裂伸長率呈現明顯的減小趨勢。這是因為熱風溫度的升高使得熔體細流的流動性更好,在牽伸風壓保持不變的條件下,纖維更易牽伸變細,同樣在溫度升高的情況下硬鏈段和軟鏈段的微相分離加劇,導致產品的力學性能下降。TPU熔噴非織造材料的縱、橫向力學性能差異相對較小,縱向斷裂強度大于橫向,最大斷裂強度為60.81 N/(5 cm),最大斷裂伸長率為459%,說明本文制備的非織造材料力學性能優異。
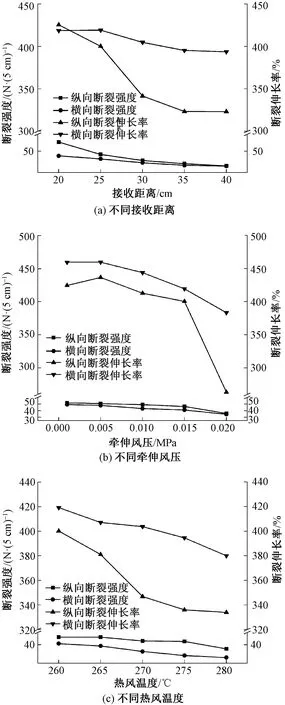
圖5 不同工藝參數下TPU熔噴非織造材料的力學性能Fig.5 Mechanical properties of TPU meltblown nonwovens with different process parameters.(a)Different receiving distances; (b)Different drafting wind pressure;(c) Different hot air temperatures
伸長回復率測試中,TPU熔噴非織造材料的標記長度為100 mm,測試結束后標記長度為103 mm,計算得到其50%伸長回復率為97%,說明其具有優異的伸長回復性。
2.2.3 透氣性能分析
圖6示出在不同接收距離、牽伸風壓和熱風溫度得到的TPU熔噴非織造材料的平均孔徑和透氣性能變化趨勢。
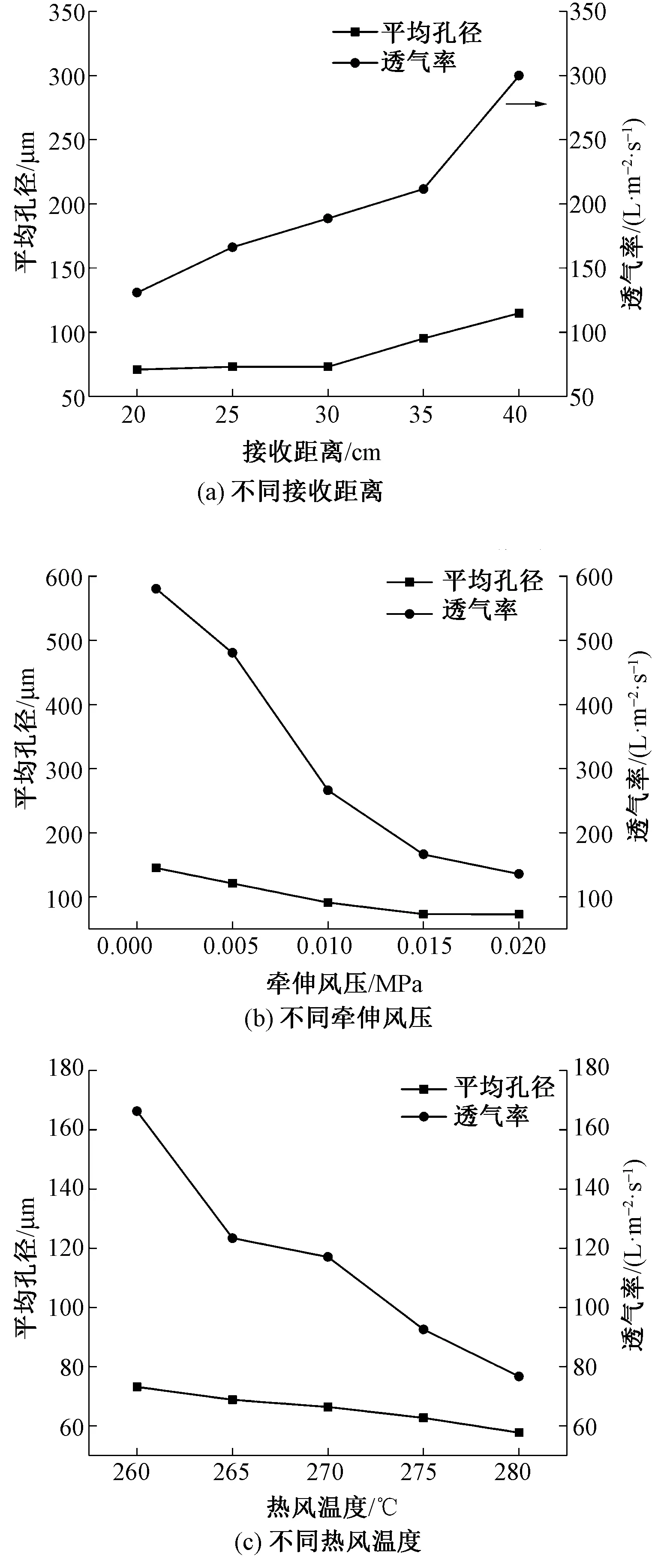
圖6 不同工藝參數下TPU熔噴非織造材料孔徑及透氣性能Fig.6 Air permeability of TPU meltblown nonwovens with different process parameters.(a)Different receiving distances;(b)Different drafting wind pressure ;(c) Different hot air temperatures
從圖6可以看出,TPU熔噴非織造材料的平均孔徑與透氣率成正比關系,平均孔徑越大透氣率越大。非織造材料的透氣性能與其結構相關,纖維網結構越致密,纖維間孔隙越小,則其透氣性越差。當接收距離增大時,由于熱量逸散加快纖維間自黏合作用減弱,致使纖維網結構相對蓬松,同時纖維直徑變粗,纖維間平均孔徑增大,因此,TPU熔噴非織造材料的透氣性增強;當牽伸風壓增大時,牽伸風對纖維牽伸作用的增強使纖維變細,減小了纖維網的平均孔徑,使其結構更為密實,因此,非織造材料的透氣性降低;當熱風溫度升高時增強了對纖維的牽伸作用,纖維變細,纖維網平均孔徑減小變得密實,透氣性降低。當接收距離為25 cm、牽伸風壓為0.001 MPa、熱風溫度為260 ℃時,制得的非織造材料的纖維間平均孔徑為145 μm,最大透氣率為580 L/(m2·s),透氣性能良好。
2.2.4 接觸角分析
不同工藝參數下制得的TPU熔噴非織造材料的接觸角測試結果如表3所示。可以看出,15種非織造材料中接觸角最小的為102.0°,最大為110.3°,表明其均具有拒水性。這是因為非織造材料的結構致密,表面張力較大,因此表現出疏水性能。
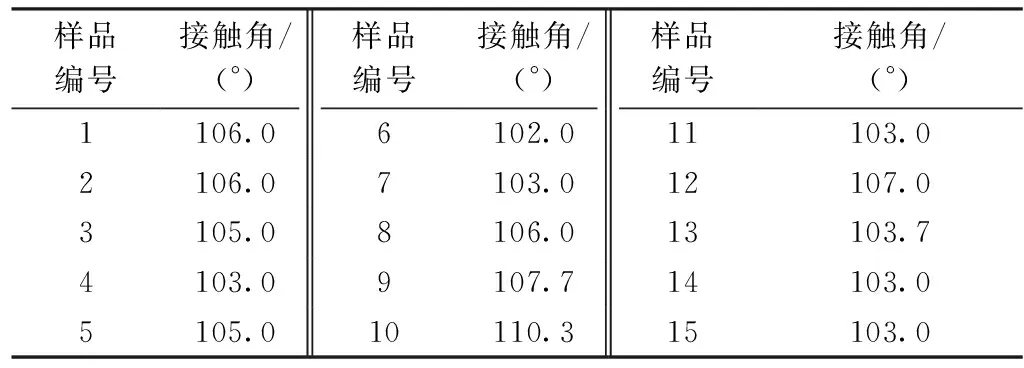
表3 接觸角測試結果Tab.3 Results of contact angle
3 結 論
本文通過比較5種不同分子量的聚氨酯(TPU)原料,篩選出分子量分布較寬的原料進行熔噴紡絲,成功制備了TPU非織造材料,對其各項性能進行表征,并重點探究了接收距離、牽伸風壓、熱風溫度對產品性能的影響,得到如下主要結論。
1)通過原料性能研究,選擇數均分子質量為34 606 g/mol,分子質量分布為2.237,玻璃化轉變溫度為108.0 ℃,熔點為159.4 ℃,熱分解溫度為260 ℃的TPU為原料進行實驗,根據流變性能確定熔噴紡絲溫度為230 ℃。
2)隨著接收距離的減小,TPU纖維直徑減小,力學性能增強,纖維網更為致密,平均孔徑減小,熔噴非織造材料的透氣性能下降;隨著牽伸風壓的減小,纖維直徑增大,力學性能增強,平均孔徑增大,熔噴非織造材料的透氣性能增強;隨著熱風溫度的升高,纖維直徑減小,力學性能降低,孔徑減小,熔噴非織造材料的透氣性能降低。
3)當熱風溫度為260 ℃、牽伸風壓為0.001 MPa、接收距離為25 cm時,所制得的TPU熔噴非織造材料的性能最好,纖維平均直徑為10.27 μm、平均孔徑為145 μm,其縱、橫向斷裂強度分別為52、49 N/(5 cm),縱、橫向斷裂伸長率分別為424%、459%,50%伸長回復率為97%,透氣量為580 L/(m2·s),水接觸角為110.3°,為疏水性材料。
