基于ADAMS的銅始極片預(yù)剝離裝置動(dòng)力學(xué)仿真分析
2022-12-28 07:52:56浦玲江董為民張于強(qiáng)
農(nóng)業(yè)裝備與車輛工程 2022年12期
關(guān)鍵詞:方向
浦玲江,董為民,張于強(qiáng)
(650500 云南省 昆明市 昆明理工大學(xué) 機(jī)電工程學(xué)院)
0 引言
銅是我國(guó)非常重要的有色金屬[1],是國(guó)民經(jīng)濟(jì)建設(shè)中是相當(dāng)重要的金屬原材料之一[2]。陰極銅剝片機(jī)組是目前艾薩法銅電解項(xiàng)目專用設(shè)備,用來剝離不銹鋼陰極母板兩側(cè)的陰極銅[3]。國(guó)外公司在20 世紀(jì)70 年代已經(jīng)研發(fā)陰極剝片機(jī)組,并重點(diǎn)在“水平剝離技術(shù)”[4]和“豎直剝離技術(shù)”[5]2 種基本剝片技術(shù)上申請(qǐng)專利保護(hù)。1980 年EPCM 公司與加拿大鷹橋公司合作推廣KIDD 技術(shù);在電解銅的生產(chǎn)制作裝備上,EPCM 生產(chǎn)加工不銹鋼陰極板及陰極剝片機(jī)組;2008 年,該公司制造的第一套機(jī)器人剝片機(jī)組首次運(yùn)行使用[6]。國(guó)內(nèi),丁慧等[7]研發(fā)了一種剝離裝備,福建某銅廠于2012 年 7 月第一次應(yīng)用該剝片機(jī)組裝備;2013 年,吳鵬云等[8]借助三維建模軟件SolidEdge 及二維平面設(shè)計(jì)軟件CAXA 研究振打開口試驗(yàn)設(shè)備;2014 年,王希靖等[9]分析設(shè)計(jì)出銅電解始極片剝片機(jī)設(shè)備;2017 年,陳德華等[10]對(duì)大極板智能剝鋅機(jī)預(yù)剝離特性的試驗(yàn)進(jìn)行了細(xì)致研究;同年,肖益民等[11]研發(fā)出陰極沉積金屬片預(yù)剝離裝置。上述研究中,大多數(shù)都是設(shè)計(jì)研發(fā)剝離裝置,而針對(duì)傳統(tǒng)電解中銅始極片預(yù)剝離裝置中拍打機(jī)構(gòu)和旋打機(jī)構(gòu)的研究較少。
本文設(shè)計(jì)了一種銅始極片的預(yù)剝離裝置,研究銅始極片預(yù)剝離過程中拍打機(jī)構(gòu)和旋打機(jī)構(gòu)工作過程的動(dòng)力學(xué)特性,并在不同拍打時(shí)間與不同旋轉(zhuǎn)時(shí)間情況下,針對(duì)固定氣缸受到的作用力和旋轉(zhuǎn)架受到的作用力、角加速度、加速度進(jìn)行綜合分析,確定合理的拍打時(shí)間和旋轉(zhuǎn)時(shí)間。
1 銅始極片預(yù)剝離裝置設(shè)計(jì)
1.1 預(yù)剝離裝置的建模
利用SolidEdge 強(qiáng)大的零件建模功能,對(duì)安裝用板、檢測(cè)齒盤、檢測(cè)開關(guān)架、減速器座、接線盒、門架、拍板部件、上橫梁、上夾板部件和彎曲頂板進(jìn)行設(shè)計(jì),并進(jìn)行零件的裝配,最終組裝成銅始極片預(yù)剝離裝置,如圖1 所示。

圖1 銅始極片預(yù)剝離裝置整體結(jié)構(gòu)示意圖Fig.1 Schematic diagram of overall structure of copper primer prestripping device
1.2 預(yù)剝離裝置的工作原理
該裝置包括橫梁、減速機(jī)、拍打機(jī)構(gòu)和旋打機(jī)構(gòu)。旋打機(jī)構(gòu)與減速機(jī)安裝在一起,減速機(jī)固定在橫梁的兩側(cè),拍打機(jī)構(gòu)與氣缸相連接安裝在橫梁上。使用時(shí),首先將沉積有銅始極片的鈦陰極從電解槽取出,并運(yùn)用傳送帶送至預(yù)剝離設(shè)備上,通過氣缸推動(dòng)活塞使尼龍墊板夾緊銅始極片,由減速機(jī)提供動(dòng)力,經(jīng)由電機(jī)鏈輪帶動(dòng)鏈條將動(dòng)力傳遞到旋轉(zhuǎn)軸,以實(shí)現(xiàn)旋轉(zhuǎn)架的360°轉(zhuǎn)動(dòng)。再由兩側(cè)的滾輪不停旋轉(zhuǎn)將動(dòng)力傳遞到工作部分。8 個(gè)滾輪經(jīng)過不停旋轉(zhuǎn)轉(zhuǎn)動(dòng),使其不斷地朝著銅始極片的方向運(yùn)動(dòng);同時(shí),8 個(gè)滾輪與始極片作相同方向的旋轉(zhuǎn)運(yùn)動(dòng)(兩側(cè)的轉(zhuǎn)動(dòng)方向相對(duì)于固定在中間的始極片方向相反)。工作時(shí),2 個(gè)減速機(jī)同時(shí)運(yùn)轉(zhuǎn),經(jīng)由鏈條的傳動(dòng),從而使?jié)L輪可以實(shí)現(xiàn)連續(xù)不斷的運(yùn)轉(zhuǎn)。與此同時(shí),無縫管與錘頭相連接,通過氣缸的運(yùn)動(dòng)可以推動(dòng)無縫管的擺動(dòng),進(jìn)而帶動(dòng)錘頭實(shí)現(xiàn)對(duì)銅始極片的拍打。3 個(gè)錘頭(相當(dāng)于拍板)拍打到銅始極片的水線附近,進(jìn)而實(shí)現(xiàn)銅始極片的開口。在運(yùn)動(dòng)過程中,滾輪旋轉(zhuǎn)并與始極片接觸,始極片被擠壓,出現(xiàn)應(yīng)力集中,導(dǎo)致在其變形的位置產(chǎn)生開口,從而形成工作部分安裝的旋打機(jī)構(gòu)對(duì)銅始極片的預(yù)剝離,為下一步的完全剝離做好準(zhǔn)備。銅始極片被放置到預(yù)剝離設(shè)備后,因?yàn)閮蓚?cè)有錘頭和滾輪關(guān)于機(jī)架呈對(duì)稱分布,所以當(dāng)銅始極片進(jìn)入預(yù)剝離設(shè)備時(shí)銅始極片可以受力均勻。因?yàn)榕拇驒C(jī)構(gòu)和旋打機(jī)構(gòu)同時(shí)運(yùn)動(dòng),可以明顯提高銅始極片預(yù)剝離的效率,實(shí)現(xiàn)連續(xù)不斷地批量預(yù)剝離銅始極片。
2 預(yù)剝離裝置運(yùn)動(dòng)過程分析
研究過程中把氣缸對(duì)無縫管及錘頭的推動(dòng)簡(jiǎn)化為彈性桿,忽略活塞在下落過程中和缸體的摩擦力,因活塞受氣壓壓力和自身重力的共同作用[12-13],根據(jù)動(dòng)能原理可得:

式中:h——無縫管及錘頭被提升的高度;m——活塞質(zhì)量;τ——?dú)鈮簤毫Φ南禂?shù);v——沒有產(chǎn)生撞擊時(shí)活塞的下落速度。
在下落過程中

將活塞下端和碰撞時(shí)局部細(xì)微彈性變形簡(jiǎn)化為剛度為k 的彈簧,兩端的作用力表達(dá)式為

式中:α——無量綱沖擊系數(shù),其對(duì)于不同沖擊系統(tǒng)波動(dòng)方程的解起著重要作用。
查閱相關(guān)資料得出,彈性體的碰撞是一個(gè)極其復(fù)雜的非線性力學(xué)現(xiàn)象。當(dāng)2 個(gè)撞擊的物體撞擊接觸面為球體時(shí),可利用線性當(dāng)量彈簧模擬局部碰撞時(shí)的非線性力學(xué)過程[14],具體方程如下:

上述分析采用的是碰撞面近似為球體時(shí)所應(yīng)用的等效處理,但在實(shí)際運(yùn)動(dòng)過程中,無縫管及錘頭和被拍板的工作介質(zhì)處不是理想的球體,因而碰撞時(shí)的局部變形就極其復(fù)雜,但無縫管及錘頭和被拍板的工作介質(zhì)處的碰撞變形通過非線性力學(xué)過程可以等效為彈簧進(jìn)行模擬。
為便于理論分析研究,對(duì)拍板機(jī)構(gòu)做如下假設(shè):
(1)因?yàn)樵跉飧椎耐苿?dòng)下無縫管及錘頭碰撞,被拍板工作介質(zhì)處會(huì)產(chǎn)生相應(yīng)的沖擊應(yīng)力波即入射波,該波在傳遞到另一個(gè)端面處后會(huì)被反射即反射波,所以假設(shè)在此過程中碰撞所產(chǎn)生入射波的沖擊波不會(huì)和自身所碰撞的交界面所產(chǎn)生的反射波而進(jìn)行疊加[15],即入射波傳遞到兩者結(jié)合交界處的波形仍會(huì)保持其原有的狀態(tài);
(2)當(dāng)無縫管及錘頭進(jìn)行拍板的運(yùn)動(dòng)過程后,被拍板的工作介質(zhì)會(huì)有一定范圍內(nèi)的回彈,氣缸的推動(dòng)對(duì)無縫管及垂頭的沖擊只有一部分作用于拍板的工作介質(zhì)。上述情形主要在α>0.25 時(shí)產(chǎn)生。以錘頭和被拍板的工作介質(zhì)的接觸面為研究分析的對(duì)象,相對(duì)于粘彈性的工作介質(zhì)Fp=0,當(dāng)α>0.25 時(shí),可得1 階線性微分方程為

當(dāng)K=0,α>0.25 被拍板的工作介質(zhì)為粘塑性時(shí),同理可得:

由式(11)、式(12)可知,在拍打過程中,被拍板的工作介質(zhì)沉降量也即速度v(t)、位移 u(t)的非線性變化。
3 預(yù)剝離裝置的動(dòng)力學(xué)仿真
3.1 預(yù)剝離過程中拍打機(jī)構(gòu)對(duì)橫梁的受力研究
當(dāng)拍打時(shí)間為t=2.5~5 s(翻轉(zhuǎn)時(shí)間2.5 s)、2.5~5.5 s(翻轉(zhuǎn)時(shí)間3 s)、3.0~6.5 s(翻轉(zhuǎn)時(shí)間3.5 s),在其拍打的過程中,固定氣缸受到X 軸方向與Y軸方向的作用力,因此Z 軸方向作用力忽略不計(jì),其受力分別如圖2—圖4 所示。
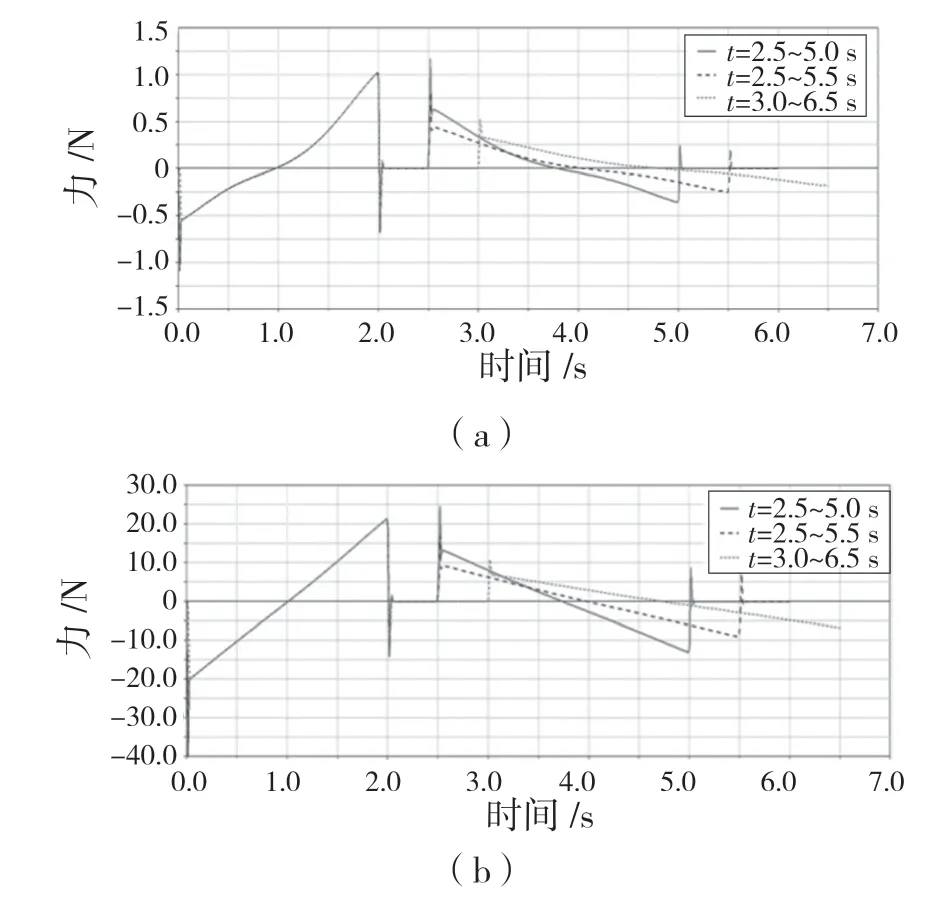
圖2 上氣缸固定在橫梁X 軸、Y 軸方向作用力Fig.2 Acting force of upper cylinder fixed on the beam in X-axis and Y-axis

圖3 下氣缸固定在橫梁X 軸、Y 軸方向作用力Fig.3 Acting force of lower cylinder fixed on the beam in X-axis and Y-axis

圖4 提升擺臂固定在橫梁X 軸、Y 軸方向受到的力Fig.4 Acting force of lifting arm fixed on the beam in X-axis and Y-axis
由圖2—圖4 可得,當(dāng)拍打時(shí)間為t=2.5~5.0 s(翻轉(zhuǎn)時(shí)間2.5 s),t=2.5~5.5 s(翻轉(zhuǎn)時(shí)間3 s),t=3.0~6.5 s(翻轉(zhuǎn)時(shí)間3.5 s)時(shí),上下氣缸、提升擺臂固定在橫梁作用力的大小分別如表1—表3 所示。
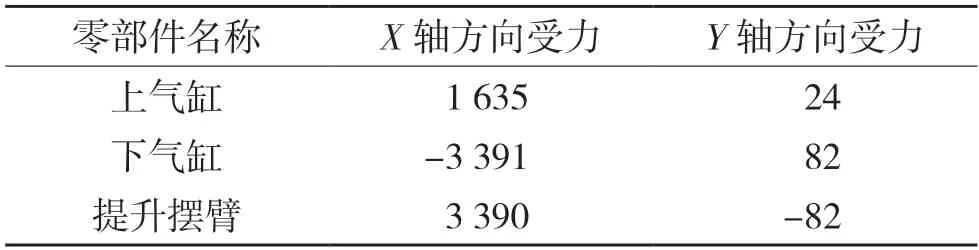
表1 拍打時(shí)間在t=2.5~5.0 s 時(shí)橫梁受到的力Tab.1 Force on the beam when the flapping time is t=2.5~5.0 s

表2 拍打時(shí)間在=2.5~5.5 s 時(shí)橫梁受到的力Tab.2 Force on the beam when the flapping time is t=2.5~5.5 s
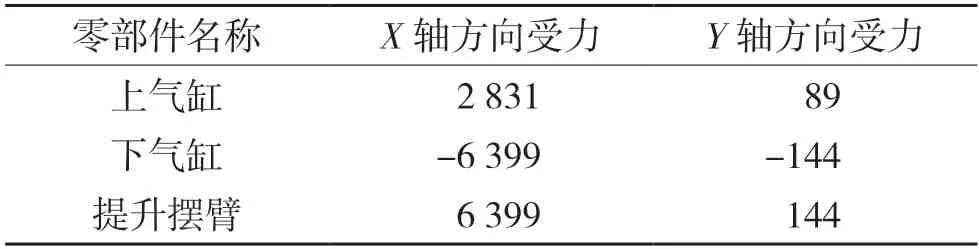
表3 拍打時(shí)間在t=3.0~6.5s 時(shí)橫梁受到的力Tab.3 Force on the beam when the flapping time is t=3.0~6.5 s
由表1—表3 可得,當(dāng)t=2.5~5.0 s 時(shí),上氣缸固定在橫梁作用力比t=2.5~5.5 s 時(shí)在X 軸方向小96%,在Y 軸方向小98.5%。上氣缸固定在橫梁作用力比t=3.0~6.5 s 時(shí)在X 軸方向小 42%,在Y 軸方向小73.03%;當(dāng)t=2.5~5.0 s 時(shí),下氣缸固定在橫梁作用力比t=2.5~5.5s 時(shí)在X 軸方向小95.8%,在Y 軸方向小95.5%。下氣缸固定在橫梁作用力比t=3.0~6.5 s 時(shí)在X 軸方向小 47%,在Y軸方向小43%。當(dāng)t=2.5~5.0 s 時(shí),提升擺臂固定在橫梁作用力比t=2.5~5.5 s 時(shí)在X 軸方向小95.8%,在Y 軸方向小95.5%。提升擺臂固定在橫梁作用力比t=3.0~6.5 s 時(shí)在X 軸方向小47%,在Y 軸方向小43%。由以上分析可知,在達(dá)到企業(yè)生產(chǎn)率,而且確保剝片機(jī)的使用壽命的前提下,合理的拍打時(shí)間為t=2.5~5.0 s,并且完全剝離時(shí)間是6 s。
3.2 預(yù)剝離過程中旋打機(jī)構(gòu)對(duì)橫梁的受力研究
當(dāng)旋轉(zhuǎn)時(shí)間為t=2.5~5.0 s(翻轉(zhuǎn)時(shí)間2.5 s),以及t=2.5~5.5 s(翻轉(zhuǎn)時(shí)間3 s)時(shí),完全剝離銅始極片的時(shí)間為6 s。因?yàn)樵谛蜻^程中,固定旋轉(zhuǎn)架只受X 軸方向與Y 軸方向的作用力,因此Z軸方向作用力忽略不計(jì),受力情況分別如圖5—圖8 所示。
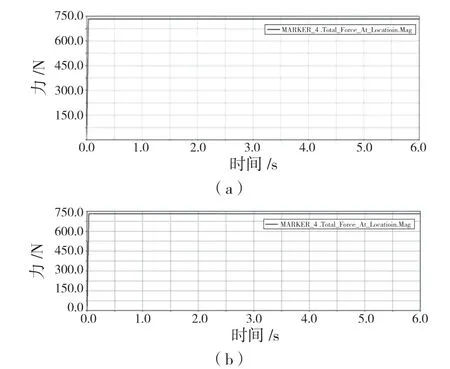
圖5 旋轉(zhuǎn)架所受到的力Fig.5 The force applied to the rotating frame
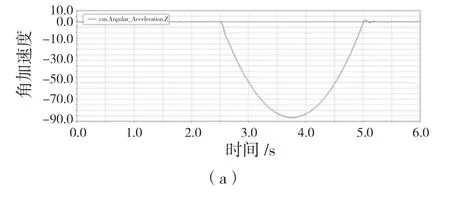
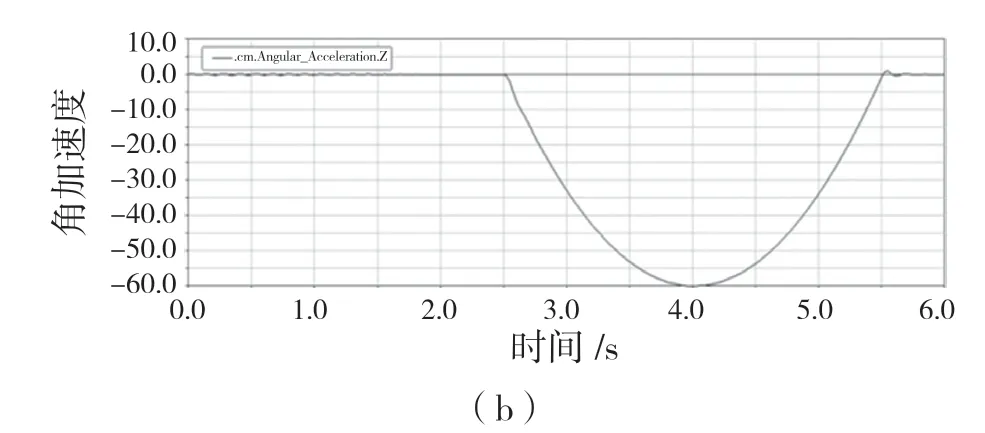
圖6 旋轉(zhuǎn)架的角加速度Fig.6 Angular acceleration of rotating frame

圖7 旋轉(zhuǎn)架X 軸方向的加速度Fig.7 Acceleration of rotating frame along X-axis
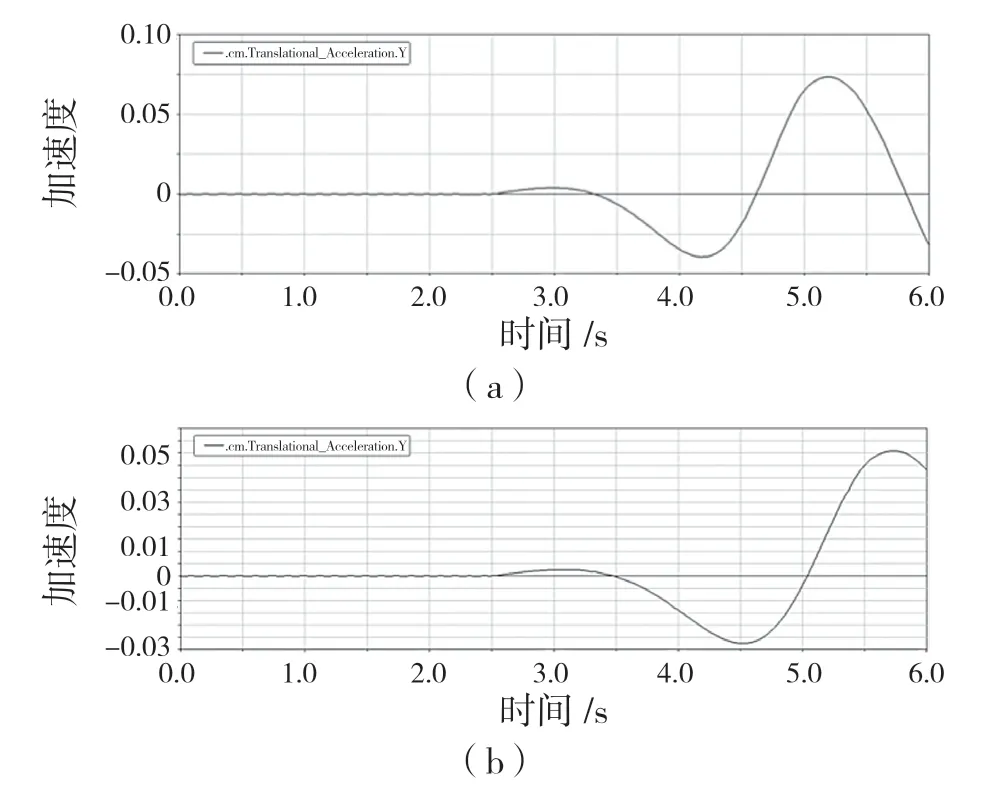
圖8 旋轉(zhuǎn)架Y 軸方向的加速度Fig.8 Acceleration of rotating frame in Y-axis direction
當(dāng)旋轉(zhuǎn)時(shí)間為t=3.0~6.5 s(翻轉(zhuǎn)時(shí)間3.5 s)時(shí),完全剝離銅始極片的時(shí)間是7 s。因?yàn)樵谛蜻^程中,固定旋轉(zhuǎn)架只受X軸方向與Y軸方向的作用力,因此Z 軸方向作用力忽略不計(jì),受力情況分別如圖9—圖12 所示。
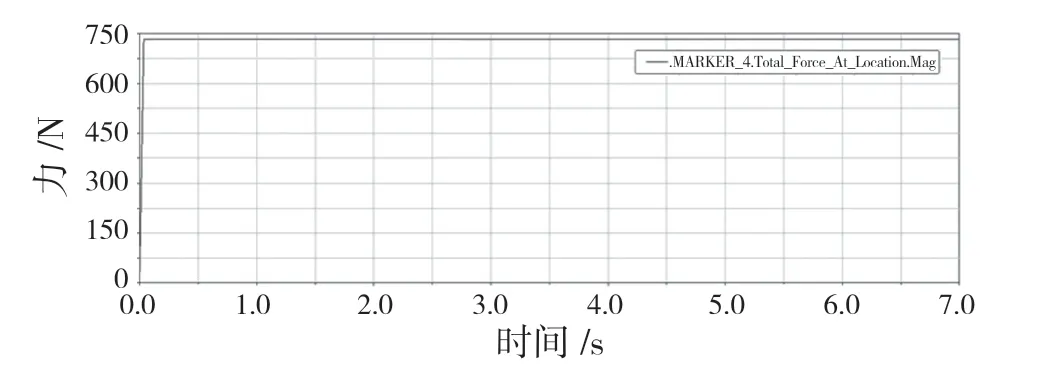
圖9 旋轉(zhuǎn)架所受到的力Fig.9 Force applied to rotating frame
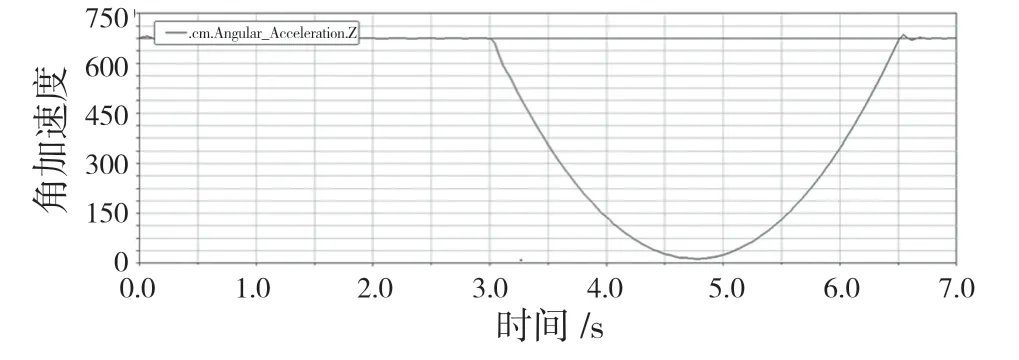
圖10 旋轉(zhuǎn)架的角加速度Fig.10 Angular acceleration of rotating frame
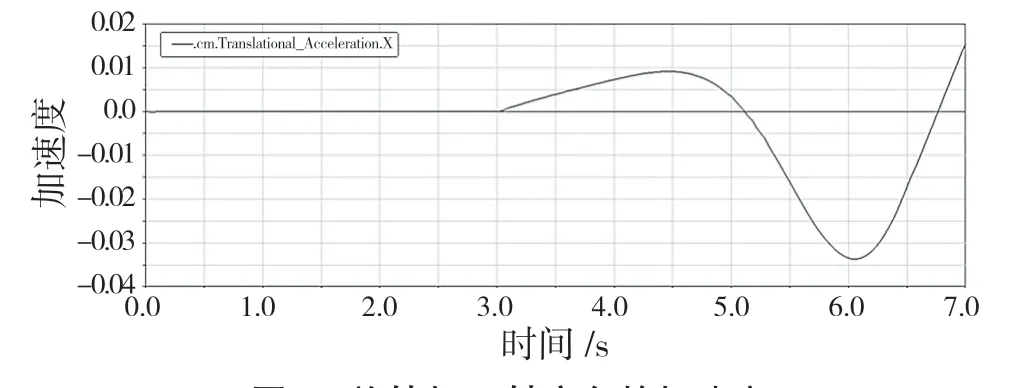
圖11 旋轉(zhuǎn)架X 軸方向的加速度Fig.11 Acceleration of rotating frame along X-axis direction
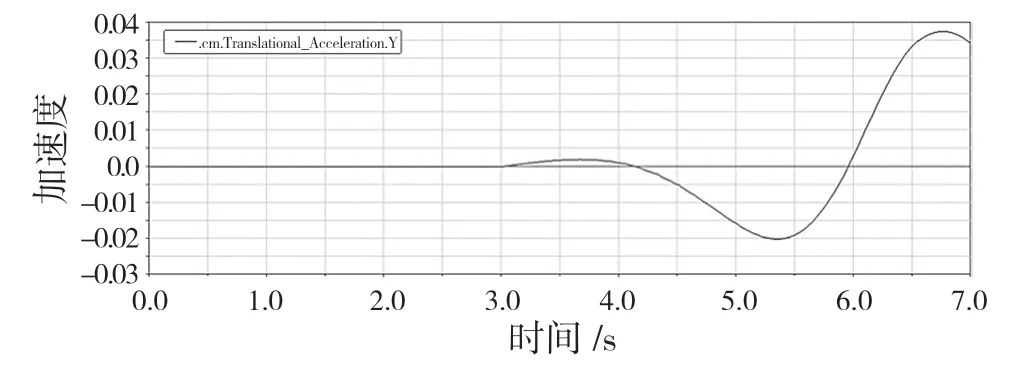
圖12 旋轉(zhuǎn)架Y 軸方向的加速度Fig.12 Acceleration of rotating frame in Y-axis direction
由圖9—圖12 可得,當(dāng)旋轉(zhuǎn)時(shí)間為t=2.5~5.0 s(翻轉(zhuǎn)時(shí)間2.5 s)、t=2.5~5.5s(翻轉(zhuǎn)時(shí)間3 s)、t=3.0~6.5 s(翻轉(zhuǎn)時(shí)間3.5 s)時(shí),旋轉(zhuǎn)架所受的力、角加速度、X 軸和Y 軸方向加速度,如表4 所示。
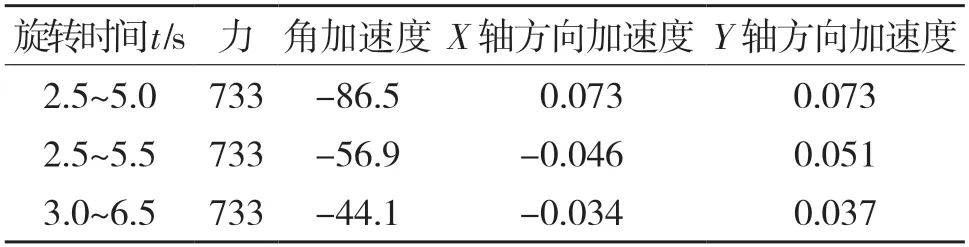
表4 不同旋轉(zhuǎn)時(shí)間受到的力、角加速度和加速度Tab.4 Force,angular acceleration and acceleration received at different rotation time
由表4 可知,在不同的旋轉(zhuǎn)時(shí)間,旋轉(zhuǎn)架所受到的力相同,翻轉(zhuǎn)時(shí)間越長(zhǎng),角加速度和X 軸、Y軸方向的加速度變小。當(dāng)旋轉(zhuǎn)的時(shí)間為t=3.0~6.5 s 時(shí),角加速度比t=2.5~5.0 s 時(shí)小49%,比t=2.5~5.5 s 時(shí)小22.5%;X 方向加速度比t=2.5~5.0 s 時(shí)小53%,比t=2.5~5.5s 時(shí)小26%;Y 方向加速度比t=2.5~5.0 s時(shí)小49%,比t=2.5~5.5s 時(shí)小27.5%。在旋打過程中,由于存在慣性力,因此會(huì)對(duì)橫梁產(chǎn)生影響,導(dǎo)致橫梁容易斷裂。經(jīng)過對(duì)旋轉(zhuǎn)架旋打過程的綜合分析,根據(jù)不同翻轉(zhuǎn)時(shí)間對(duì)旋轉(zhuǎn)架所受到的力、加速度與角加速度進(jìn)行分析,并且結(jié)合企業(yè)的生產(chǎn)效率,確定合理旋轉(zhuǎn)時(shí)間為3.0~6.5 s。
4 結(jié)論
本文通過三維軟件SolidEdge 建立銅始極片預(yù)剝離裝置的模型,并把模型導(dǎo)入動(dòng)力學(xué)分析軟件ADAMS 中,對(duì)預(yù)剝離裝置進(jìn)行了動(dòng)力學(xué)仿真分析,研究了銅始極片預(yù)剝離裝置中拍打機(jī)構(gòu)和旋打機(jī)構(gòu)工作過程的動(dòng)力學(xué)特性,為預(yù)剝離裝置的控制提供依據(jù),提高了銅始極片剝離生產(chǎn)效率。
(1)在預(yù)剝離過程中拍打機(jī)構(gòu)對(duì)橫梁的受力研究中,在不同拍打時(shí)間情況下,對(duì)上下氣缸、提升擺臂固定在橫梁作用力的綜合分析,確定了合理的拍打時(shí)間為2.5~5.0 s,且完全剝離時(shí)間為6.0 s。
(2)在預(yù)剝離過程中旋打機(jī)構(gòu)對(duì)橫梁的受力研究中,在不同旋轉(zhuǎn)時(shí)間情況下,對(duì)旋轉(zhuǎn)架所受到的力、角加速度和加速度進(jìn)行綜合分析,確定了合理的旋打時(shí)間為3.0~6.5 s。
猜你喜歡
計(jì)算機(jī)應(yīng)用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創(chuàng)作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計(jì)算機(jī)應(yīng)用(2022年2期)2022-03-01 12:33:42
計(jì)算機(jī)應(yīng)用(2022年1期)2022-02-26 06:57:42
計(jì)算機(jī)應(yīng)用(2021年4期)2021-04-20 14:06:36
數(shù)學(xué)小靈通(1-2年級(jí))(2021年3期)2021-04-13 01:01:58
計(jì)算機(jī)應(yīng)用(2021年3期)2021-03-18 13:44:48
計(jì)算機(jī)應(yīng)用(2021年1期)2021-01-21 03:22:38
數(shù)學(xué)小靈通·3-4年級(jí)(2017年11期)2017-11-29 01:35:50