側面夾緊型液壓夾具的設計
2022-12-31 08:07:36盧紅印
機械制造 2022年11期
關鍵詞:設計
□ 盧紅印
無錫貝斯特精機股份有限公司 江蘇無錫 214161
1 設計背景
機械加工中,夾具的使用越來越普及。非標液壓夾具能極大地提高加工質量和加工效率,從而提高產品競爭力。在為某些工件設計配套的液壓夾具時,因其加工工藝的要求,以及機床設備的限制,使得夾具不能完全發揮其潛在功能,進而影響了產品的加工質量。而對夾具進行優化設計時,對夾具的機械方案和液壓控制系統的設計提出了更高的要求。
在很多情況下,由于工件結構設計的要求,工件上沒有合適的供夾具使用的夾緊位置,尤其是加工工件的大面時。采用側面夾緊機構時,夾緊機構避讓了刀具運動軌跡,這樣就可以采用覆蓋整個工件大面的大刀盤刀具來加工,一次性將整個大面加工完成,避免了大面上的加工接刀紋,提高了加工質量。另外,側面夾緊時,夾具的上、左夾緊機構的夾緊力方向垂直于工件主支承面的法向,這就會導致在夾緊工件時,有可能出現工件脫離主支承面的情況,導致工件與主支承面虛假接觸,加工過程中的切削力無法實時傳遞到主支承上,造成工件加工中的振顫,影響加工表面質量。又由于工件脫離主支承面,導致定位誤差,使得加工尺寸精度受到影響。在機床可以提供多路液壓回路供夾具使用的情況下,可以通過增加預夾緊機構來消除工件的定位誤差。而在機床只能提供單路液壓回路,甚至不能提供液壓回路時,常規的增加預夾緊機構的方案將無法進行對應的液壓控制。
對此,筆者設計了側面夾緊型液壓夾具。
2 夾具機械方案
在工件上料后,預夾緊機構首先夾緊在工件的大面上,防止工件傾覆,并消除工件的主限位面與夾具的主定位面之間的間隙,防止后續的定位誤差。之后,夾具對工件進行定位壓緊,在輔助支撐機構運動到位后,預夾緊機構撤離工件大面,避讓刀具加工路徑。機床開始加工工件,夾具之間各運動機構的順序運動,通過設置順序閥可以實現。但對于同一個運動機構,無法通過順序閥實現運動機構的反向運動。而預夾緊機構對于工件穩定的加工質量至關重要。因此,需要設計新型液壓控制回路,來滿足單液壓回路對夾具的動作控制要求。
在機械設計方面,采取兩個措施來提高工件的加工質量。
為防止側面夾緊機構夾緊后,工件主限位面與夾具主定位面之間的虛接觸,保證工件主限位面與夾具主定位面的可靠貼合,側面夾緊機構采用斜楔夾緊機構。斜楔夾緊機構作斜向運動,使斜楔夾緊機構既有垂直于工件側面的正向分力,又有相切于工件側面的切向分力。切向分力促使工件的主限位面貼緊夾具的主支承面,保證了良好的接觸剛性。
為進一步提高工件的剛性,防止加工中工件在切削力作用下的變形,在夾具上還設置了多個輔助支撐機構。輔助支撐機構的支撐柱塞由內部活塞桿間接驅動,通過彈簧力來接觸工件。在接觸工件后,液壓力將支撐柱塞抱緊,液壓抱緊力用于抵抗加工過程中垂直于工件大面的切削力。夾具機械結構如圖1所示,加工順序如圖2所示。
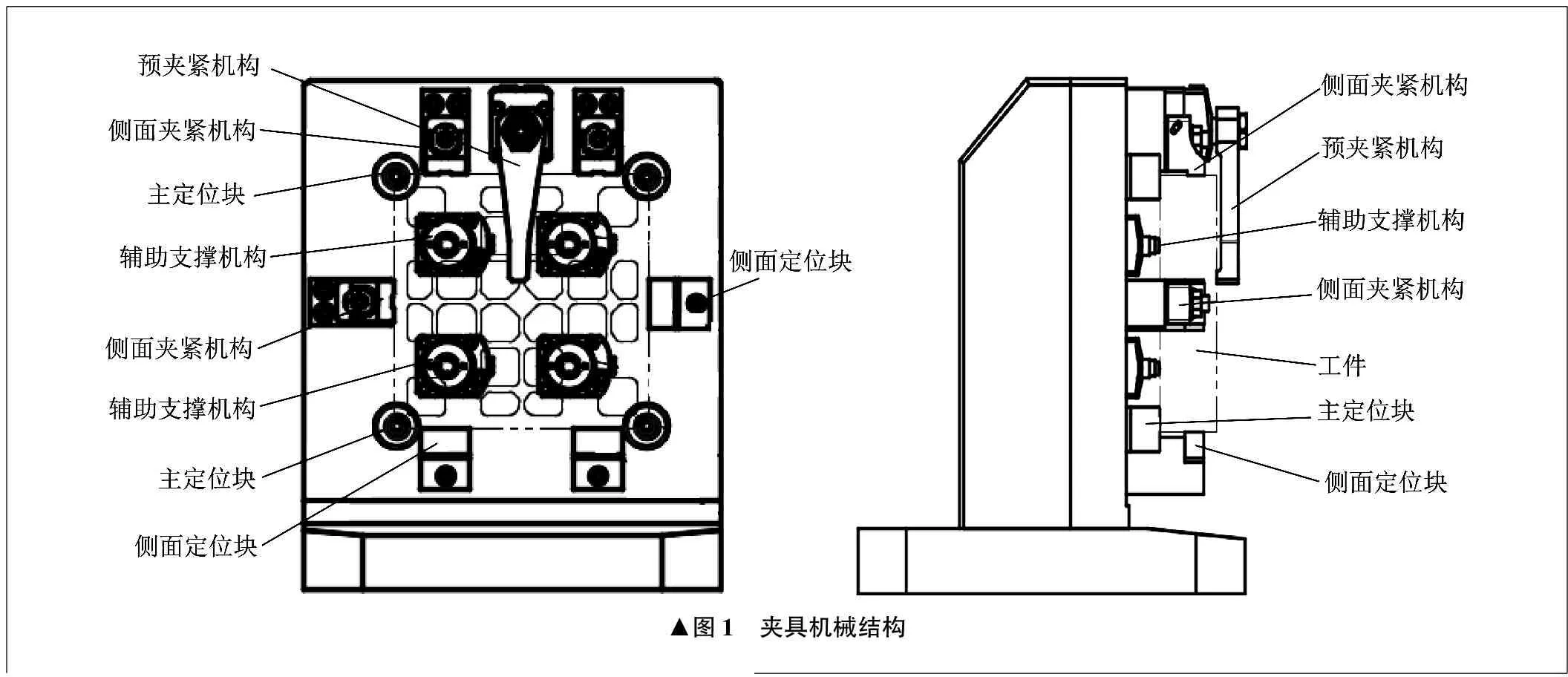
▲圖1 夾具機械結構
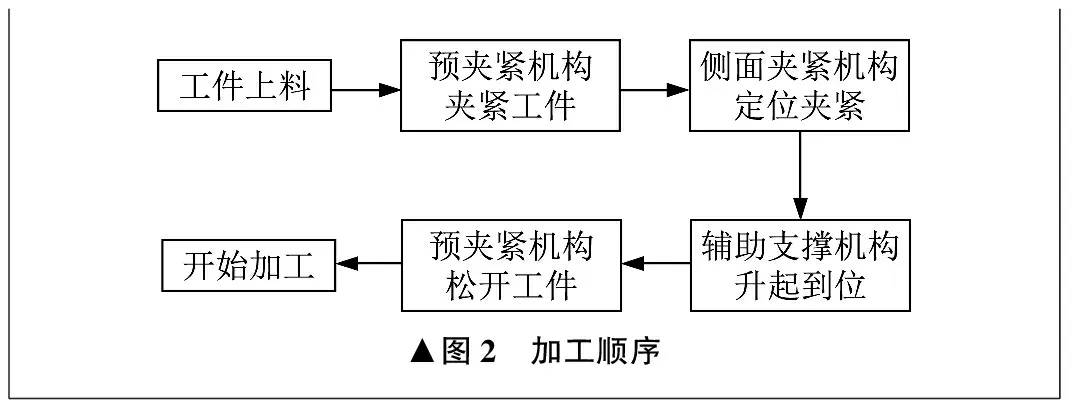
▲圖2 加工順序
3 液壓控制系統
在液壓控制系統設計方面,當要壓緊工件時,液壓系統向A口供油,B口回油;當要松開工件時,液壓系統向B口供油,A口回油。為實現對預夾緊機構的反向控制,決定在夾具液壓回路內引入換向閥。在換向閥選用方面,若采用機控換向閥,則需要設計與側面夾緊機構聯動的驅動機構,在側面夾緊機構夾緊到位后,觸發換向閥換向。由于工件外形差異,此種措施調試困難,易出現側面夾緊機構夾緊到位后沒有觸發換向閥的情況,或者側面夾緊機構尚未夾緊,換向閥即被觸發,預夾緊機構撤離工件,導致工件跌落或者工件的主限位面脫離夾具主定位面的情況。因此,決定采用液控換向閥。在輔助支撐機構液壓控制回路的下游設置順序閥,在輔助支撐機構動作到位后,打開順序閥,壓力油進入換向閥的控制口,驅使換向閥換向,之后機床開始加工。為防止在加工過程中因意外掉壓,使預夾緊機構在重力或外力擾動下進入加工區域而導致的撞機事故,在預夾緊機構的夾緊回路上設置了液控單向閥。在加工結束后,通過人工或者機械手將工件取出,此時,機床工作臺的液壓回路換向,工作臺上B口向夾具內部供油,B口的壓力油將通向液控換向閥的R口。對于錐閥式液控換向閥,R口為回油口,不能通入壓力油,否則會導致液控換向閥功能紊亂。因此,在機床油路的B口與液控換向閥的R口之間,設置液控單向閥。由于液控單向閥阻止油液進入預夾緊機構,預夾緊機構在液控單向閥的作用下,仍保持打開狀態。工件可以從夾具上被取出。通過上述設計,實現了預夾緊機構在側面夾緊機構動作到位后的反向打開,由此實現了設計目的。新設計的液壓控制系統原理如圖3所示。

▲圖3 液壓控制系統原理
在增加部分輔助液壓元件后,液壓控制系統還適用于油源分離式保壓夾具的控制。為適應油源分離式保壓夾具的控制,需要增加快插接頭、液控單向閥、蓄能器、壓力表等元器件。油源分離式保壓夾具的液壓控制系統原理如圖4所示。
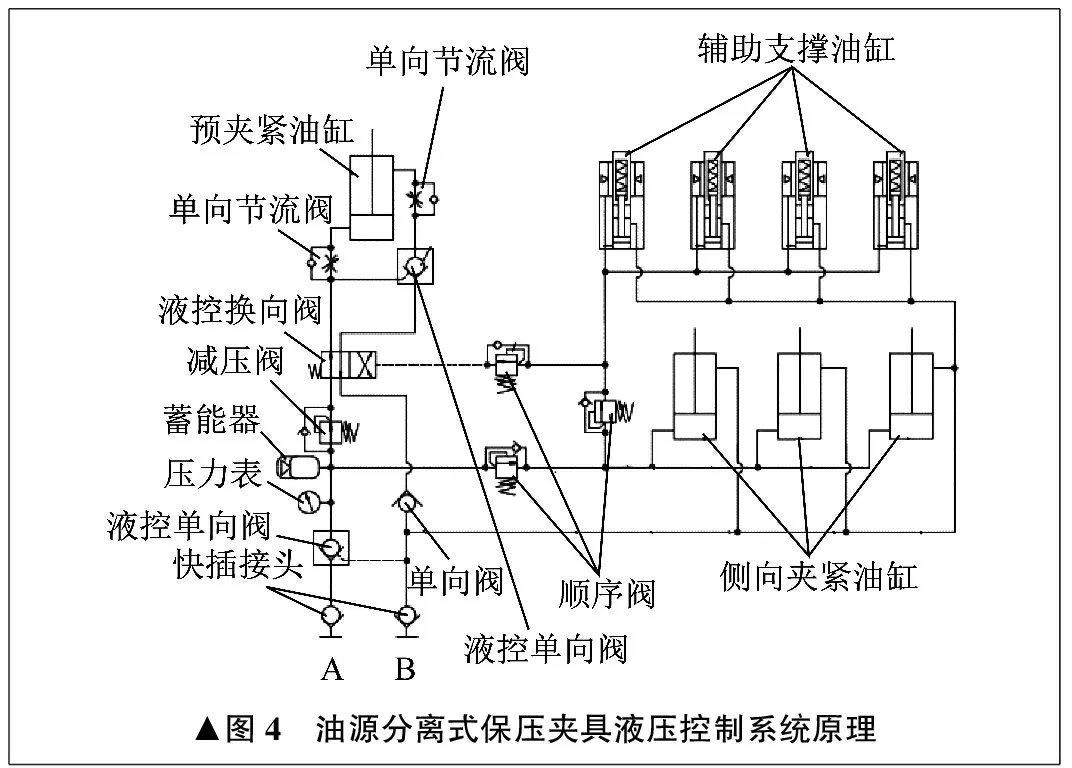
▲圖4 油源分離式保壓夾具液壓控制系統原理
快插接頭用于快速分離和對接,提高操作效率。液控單向閥用于夾具與油源分離后夾具內部液壓系統的保壓。壓力表作為液壓系統的指示窗口,用于實時顯示夾具內部夾緊油路的壓力。蓄能器用于補充加工過程中因內泄、外泄導致的壓力損失,緩和油液溫度變化帶來的壓力變化,抑制系統內壓力的波動,保證加工過程中夾具液壓系統壓力的穩定。
4 結束語
通過優化設計的夾具液壓控制系統和機械結構,機床或外部液壓站僅需要提供一進一回的液壓配置,即可實現用多進多回的液壓配置才能實現的控制功能,既擴展了機床的使用范圍,又提高了工件的加工質量。同時,這一夾具也可與機械手配合,實現全自動化的生產加工。
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04