高精度自動定量給料儀控制系統的設計與應用
2023-01-03 05:44:56樂育生沈祥兵方明明
資源環境與工程 2022年6期
樂育生, 楊 盼, 沈祥兵*, 吳 專, 方明明
(1.湖北省地質勘查裝備中心,湖北 武漢 430034; 2.湖北工業大學 機械學院,湖北 武漢 430068)
地質實驗室常采用光譜法來分析礦樣的成分及含量[1-2],該方法的步驟為:①將野外采集的的礦樣粉碎、研磨后混料處理;②將礦樣粉末定量稱重后按批次放入坩堝內,加入粉狀催化劑,利用振動攪拌器將混料混合均勻;③將混合均勻的礦樣粉末裝入一定結構的石墨電極內;④對填料電極進行光譜分析,獲取礦樣粉末的成分及含量。上述四個步驟采取相對獨立的方式操作,其中礦樣粉末定量給料工序通過人工稱重作業,需要操作人員手動往復取料和給料,以確保礦樣粉末達到高精度給料要求,該辦法不僅浪費大量時間和精力,而且人工稱重給料過程容易污染樣品,造成樣品廢料。
為提高礦樣粉末定量給料的效率和質量,筆者團隊與湖北工業大學研制了一款高精度自動定量給料儀控制系統,以實現礦樣粉末定量給料流程的自動化,給料精度達±0.3 mg,可控制每次給料量為0.05 mg。
根據定量給料儀的結構及控制要求,選用技術成熟且價格低廉的單片機、通信技術和C++語言設計了基于糢糊PID控制的礦樣粉末高精度定量給料控制系統。在論述該系統定量給料流程、軟硬件設計和給料控制方法基礎上,利用MATLAB/Simulink軟件搭建系統模型并對給料控制算法進行仿真,驗證該系統的控制效果,以期為同類礦樣粉末定量給料控制系統的設計提供借鑒。
1 定量給料儀結構及工作過程
定量給料儀結構主要由給料模塊、輸送模塊、稱重模塊和控制系統等組成(圖1)。給料模塊由電磁伸縮開關、柱塞式給料閥、盛料倉、振動器等構成,系統根據智能控制算法及稱重傳感器反饋信號對該模塊的執行部件進行運動控制[3],使盛料倉內的礦樣粉末按控制和精度要求落入正下方的坩堝中。輸送模塊由旋轉步進電機、升降步進電機、托料盤和坩堝等構成,負責礦樣粉末的接料和輸送工作,通過升降步進電機和旋轉步進電機協調配合運行完成[4]。稱重模塊主要由稱重傳感器、秤盤和液晶顯示屏等構成,通過串口通信方式將實時檢測的稱重數據反饋給單片機及上位機[5],使系統及時調整柱塞式給料閥的伸縮動作(運動頻率和幅度),同時將運行狀態顯示在微型PC觸摸屏上。
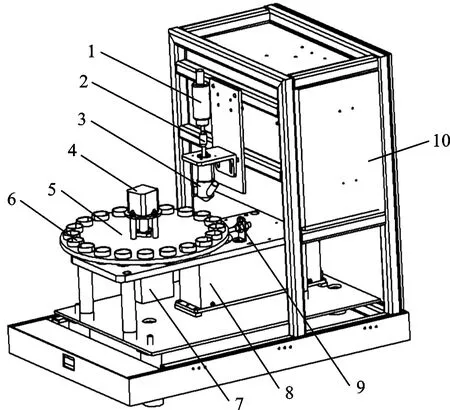
1.電磁伸縮開關;2.柱塞式給料閥;3.盛料倉;4.升降步進電機;5.托料盤;6.坩堝;7.旋轉步進電機;8.稱重傳感器;9.位置傳感器;10.系統控制柜圖1 定量給料儀結構示意圖Fig.1 Diagram of quantitative feeder
定量給料儀的稱重給料過程包括輸送和落料過程兩部分,其工作流程如圖2所示。輸送過程由兩個步進電機協調配合運行完成,通過帶動托料盤將各序號坩堝依次送達接料位置。落料過程由單片機、稱重傳感器、柱塞式給料閥組成的閉環反饋控制系統完成,該系統采用二次給料方式并結合智能給料控制算法將礦樣粉末高效、精確地送入各序號坩堝中。

圖2 定量給料儀稱重給料工作流程圖Fig.2 Workflow of quantitative feeder weighing feeding
2 系統總體設計及功能需求
定量給料儀控制系統采用由上位機與單片機構成的兩級控制系統,上位機與單片機通過RS232通信接口實現數據的交互及設備運行狀態的監控,其中單片機通過RS485通信接口實現對稱重傳感器數據的采集。根據控制要求,該系統需具備以下功能:
(1) 能夠實現手動和自動兩種操作模式,針對不同的工況,可以自由切換。自動操作模式主要用于正常給料過程,手動操作模式主要用于調試、維護和故障排除。
(2) 在光譜實驗中,對礦樣粉末稱重給料精度要求極為苛刻(精度為±0.3 mg),因此系統設計需實現上述精度的控制要求。
(3) 定量給料儀發生故障時,如盛料倉空料或粉末黏結滯留導致無法出料等,系統能夠自動報警停機并在上位機顯示提示信息,便于操作人員及時查找并排除設備故障。
(4) 每輪給料循環結束后,系統能實現該批次坩堝至少有80%達到精度要求。
(5) 能夠實時顯示給料閥的運行狀態及對應序號坩堝的稱量值,并判定給料結束后該序號坩堝內礦樣粉末的給料精度是否達標。
3 定量給料過程的模糊PID控制
3.1 傳統PID控制的運用
目前,礦樣粉末計量控制系統多采用PID控制,其結構簡單、技術成熟、魯棒性強,應用十分廣泛[3,6-7]。傳統的PID控制直接對被控對象進行閉環控制[8],它根據定量給料過程中礦樣粉末的實際稱量值與設定值之間的偏差,通過整定比例系數Kp、積分系數Ki和微分系數Kd,對被控對象(柱塞式給料閥的運動頻率和幅度)進行調整,以實現礦樣粉末精確給料控制。
定量給料系統的數學模型可表示為:

(1)
式中:e(t)為系統輸入量,由系統參考輸入信號r(t)與實際輸出信號y(t)相減得到;u(t)為系統輸出量;Ti為積分時間常數;Td為微分時間常數;Kp為比例系數。
將公式(1)進行拉普拉斯變換,得到系統的傳遞函數形式為:
(2)
式中:E(s)為e(t)的拉普拉斯變換;U(s)為u(t)的拉普拉斯變換;s為時域,1/s為頻域。
但是礦樣粉末定量給料流量與給料閥的運動參數并不是理想的線性關系[9]。落料對稱重傳感器的沖擊、粉末在盛料倉內的黏結滯留和外界干擾等因素,都會造成傳統PID控制無法實現樣品粉末定量給料的精確控制要求。而模糊算法可對無法建立精確數學模型的被控對象進行控制,是一種基于模糊規則、模糊推理的非線性智能控制算法,其依據過程控制知識和專家經驗建立,對復雜或難以精確描述的控制系統具有較好的適應性[10-11]。因此,本文采用模糊控制與PID控制相結合的方法對控制系統進行優化。
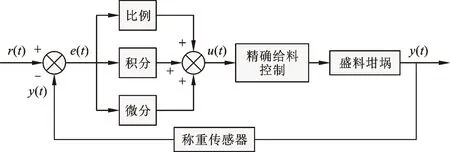
圖3 定量給料的PID控制系統結構Fig.3 PID feeding control structure of quantitative feeding
3.2 模糊控制方案的設計
定量給料儀的模糊PID控制系統采用較常用的兩輸入三輸出控制結構,以礦樣粉末稱量值偏差E和偏差變化率EC為輸入,以PID三個增量參數即比例系數Kp、積分系數Ki、微分系數Kd為輸出。設定輸入、輸出的模糊子集均為{負大(NB),負中(NM),負小(NS),零(ZO),正小(PS),正中(PM),正大(PB)}。該系統的模糊控制器具體設計如下:
(1) 定義模糊論域。根據實際情況,設定稱量值偏差E和偏差變化率EC的物理論域分別為[-6g,6g]和[-6,6],將輸入變量的模糊論域設為[-6,6],并將輸入變量E和EC量化到模糊論域,如下所示:
E={-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6}(其中-6表示偏差為-6 g,其他數字以此類推);
EC={-6,-5,-4,-3,-2,-1,0,1,2,3,4,5,6}(其中-6表示偏差變化率為-6,其他數字以此類推)。
E和EC的量化因子分別為KE=1,KEC=1。設定Kp,Ki,Kd的模糊論域均為[-1,1],其中負大對應模糊論域中的-1;負中表示-2/3;負小表示-1/3;正小表示1/3;正中表示2/3;正大表示1。
(2) 確定隸屬度函數。為方便計算,在這里選用三角形隸屬度函數。輸入變量E和EC的隸屬度函數,采用如圖4-a所示的隸屬度函數曲線;輸出變量Kp、Ki和Kd的隸屬度函數,采用如圖4-b所示的隸屬度函數曲線。隸屬度函數曲線中形狀較尖的模糊子集的分辨率和控制靈敏度較高[12]。
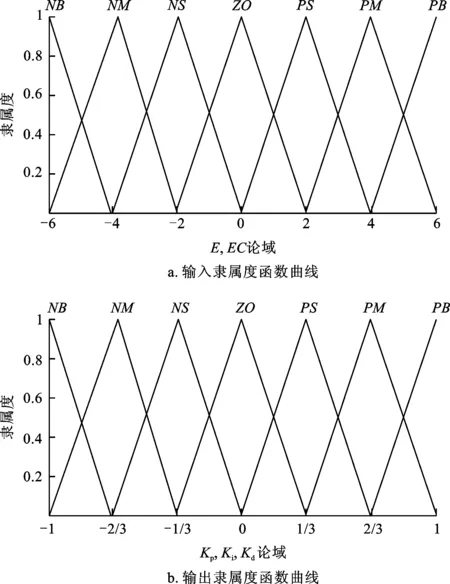
圖4 輸入與輸出隸屬度函數曲線圖Fig.4 Membership function curve of input and output
(3) 建立模糊控制規則表。模糊PID控制的核心就是利用模糊規則實時在線調整PID參數,根據給料運動階段不同時刻的礦樣粉末稱量值偏差和偏差變化率對參數的影響,結合經驗設計出模糊控制規則(表1)。再根據解模糊算法合成,得到PID參數的模糊輸出子集。
3.3 模糊PID控制系統仿真
由于給料力伺服驅動控制系統的參數直接影響礦樣粉末填充質量,因此為更好地確定給料力控制系統參數,本文將稱量值偏差和偏差變化率進行量化,代入模糊控制規則表,根據模糊理論進行算法合成,得出新的PID參數,再經過PID算法計算出最后的輸出量,從而控制被控對象(柱塞式閥芯的伸縮頻率和幅度)[13]。定量給料儀控制系統的PID控制原理如圖5所示。
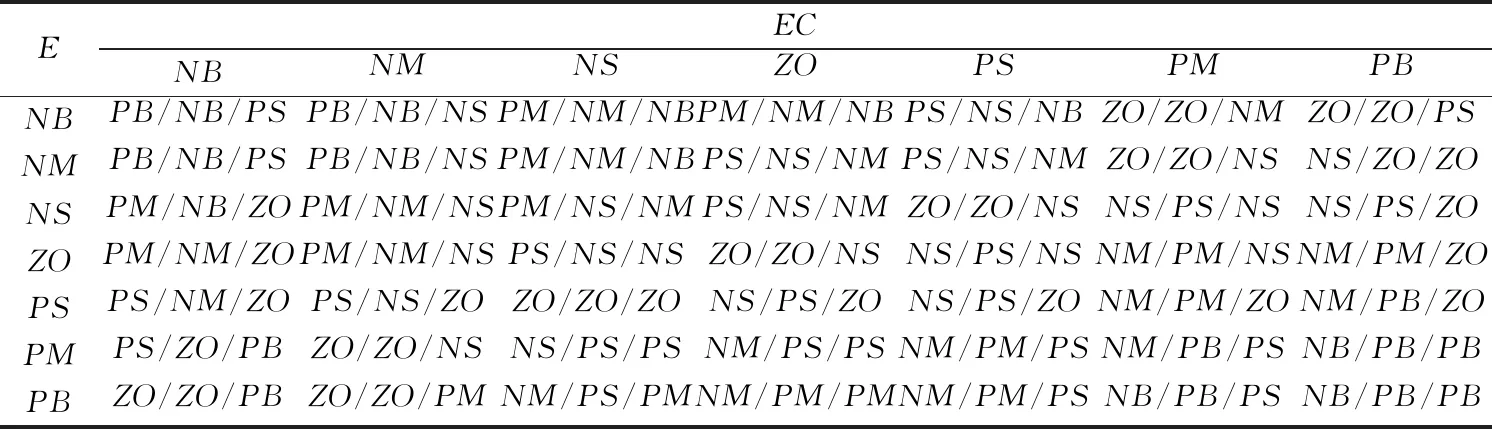
表1 模糊控制規則表Table 1 Rules table of fuzzy control
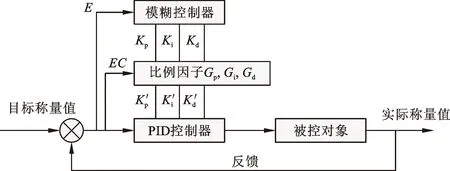
圖5 模糊PID控制原理Fig.5 Control principle of fuzzy PID
3.4 MATLAB模糊PID控制模塊的建立
在礦樣粉末定量給料的模糊PID控制過程中,確定模糊語言變量之后,將變量進行模糊處理,依據模糊控制規則表計算出輸出量的模糊值并解模糊。確定輸入語言變量的范圍為[-6,6],輸出語言變量的范圍為[-1,1]。
該模糊PID控制器采用三角形隸屬度函數,并修改各輸入、輸出變量模糊子集的名稱。依據礦樣粉末定量給料的PID控制調節經驗,設計模糊控制規則表,列出49條控制規則,將其寫入模糊規則編輯器中。完成模糊控制規則的編輯之后,打開模糊規則觀察器,當輸入變量取不同數值時,系統會求出相應的輸出變量值,得到系數調校參數的控制。
在MATLAB軟件中采用圖形界面建立模糊推理系統,在FIS編輯器中可觀察到控制系統的輸出曲面視圖(圖6)。可根據模糊控制規則對Kp、Ki、Kd進行實時調校[14]。
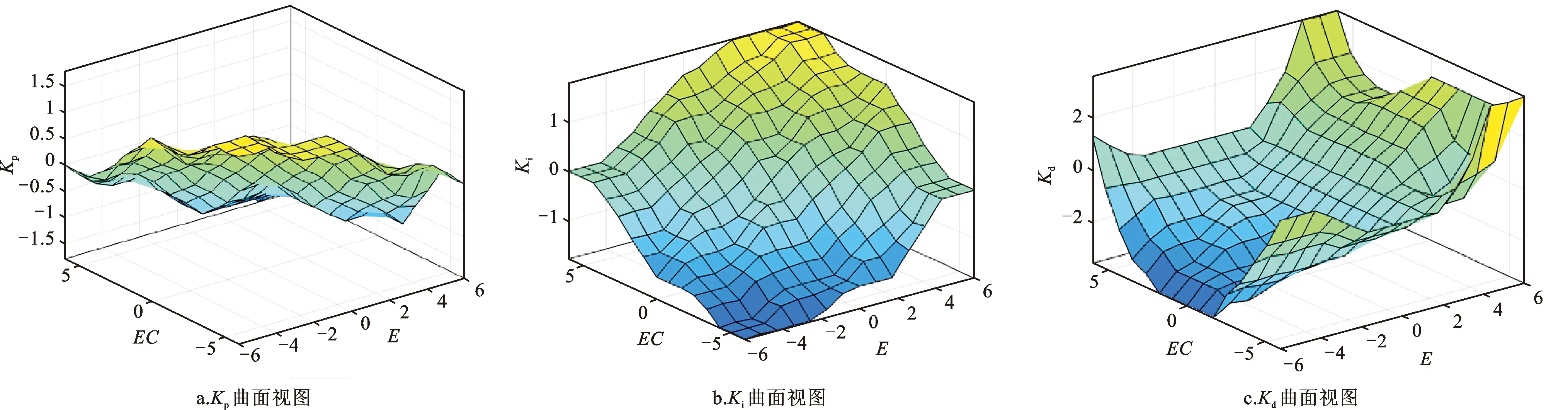
圖6 模糊規則視圖Fig.6 Fuzzy rule view
3.5 系統仿真與分析
在MATLAB/Simulink環境下,先建立模糊PID控制系統模型,再和礦樣粉末定量給料模型一起通過運算,得到定量給料控制系統仿真模型(圖7)。
通過系統辨識,得到系統的傳遞函數:
(3)
在Simulink仿真時,采用臨界比例法確定PID的3個初始值(ΔKp、ΔKi、ΔKd),以單位階躍信號為系統輸入信號,然后在仿真模型中寫入確定的PID參數初始值,后期在11 s處加上0.5倍階躍干擾,最后觀察系統的輸出響應。
定量給料模型模糊PID控制系統與傳統PID控制系統的階躍響應曲線如圖8所示。模糊PID控制在初始時刻也有一定的超調量,且到達穩定的時間和傳統PID控制相差不大,但是在11 s處加上0.5倍的階躍干擾后,可以看出模糊PID控制比傳統PID控制更易到達穩定值。通過分析可知,模糊PID控制的優劣與PID各參數的初始論域以及初始整定最優參數有關。同時,不同的模型有不同的模糊規則,文中的模糊控制規則借鑒了前人總結的經驗,針對該模型,應該有更適合的模糊規則以使系統的性能更好。
4 系統的軟硬件設計
4.1 硬件設計
根據給料控制算法和I/O點數需求,系統選用單片機作為核心處理器,其模塊配置與其他硬件選型如下:
(1) 單片機的模塊配置。單片機型號為STM32F407,采用超大規模集成電路技術把中央處理器CPU、隨機存儲器RAM、只讀存儲器ROM、多種I/O接口和中斷系統、定時器/計數器等功能集成到一張芯片上,構成微型計算機系統,符合本項目功能需求。該單片機帶有12路輸入點、4路輸出點、4組步進電機接口,最大可擴展控制8個步進電機、6路模擬量輸入點和6路串口通信接口。
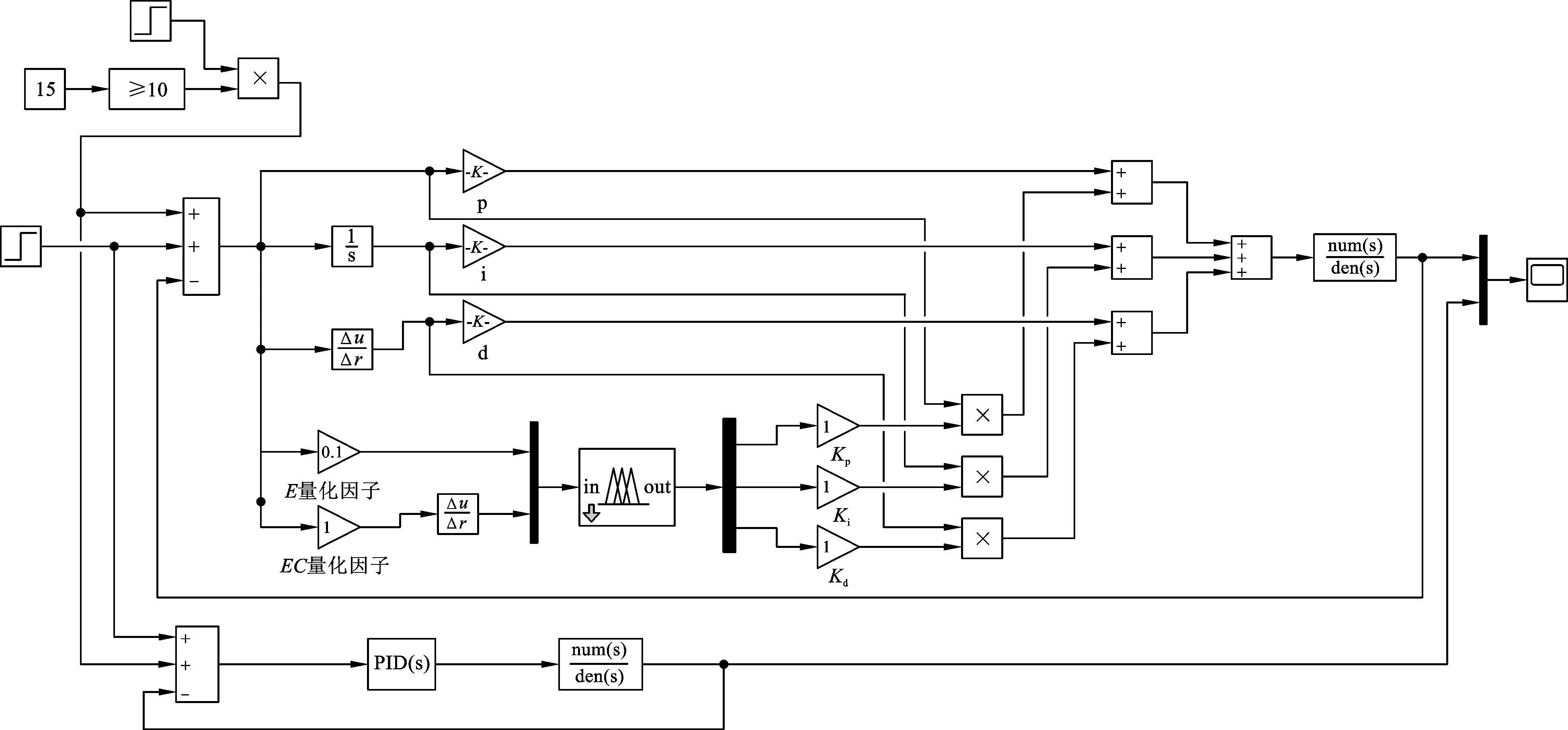
圖7 定量給料控制系統仿真模型圖Fig.7 Simulation model of quantitative feeding control system

圖8 PID控制系統的階躍響應曲線圖Fig.8 Step response curve of PID control system
(2) 稱重模塊。選用天津德安特公司的ES-L2104型稱重模塊,其精度為0.1 mg,且帶有LCD液晶顯示屏,方便用戶讀取稱量結果。其帶有RS232通信接口,可實現數據與打印機等其他設備之間的通信。
(3) 位置傳感器。選用接近開關傳感器。根據項目實際需求,用于托料盤升降步進電機和旋轉步進電機的位置檢測及原點復位。
4.2 軟件設計
系統的軟件設計分為下位和上位軟件設計兩部分。下位軟件設計是指單片機的程序設計,使用Keil5軟件進行主控程序設計。由于需要每100 ms采集一組稱重數據并進行邏輯運算,對軟件的運行效率要求較高,因此采用C++語言在QT上位機上進行人機交互界面的上位軟件設計。
4.2.1下位軟件設計
為確保稱量模塊稱量更精確,在使用前需將其通電預熱30 min,當預熱完成后再進行給料操作。根據要求定量給料儀需擁有復位和給料功能,其中,給料功能需要有單次和多次給料兩種操作模式。復位和給料的詳細過程(圖9-圖10)如下:
(1) 復位操作。復位時,升降步進電機帶動托料盤下降,找正基準位置后再上升,到達指定高度后停止運動。升降復位完成后,旋轉步進電機開始運動,到達旋轉復位原點后停止運動。
(2) 給料操作。系統采用二次給料方式實現礦樣粉末的高效、精確給料。首先柱塞式給料閥高頻伸縮運動10次,延時停止并根據檢測值計算10次給料的平均值,得到粗給料運動值(設定為總重量值的90%),
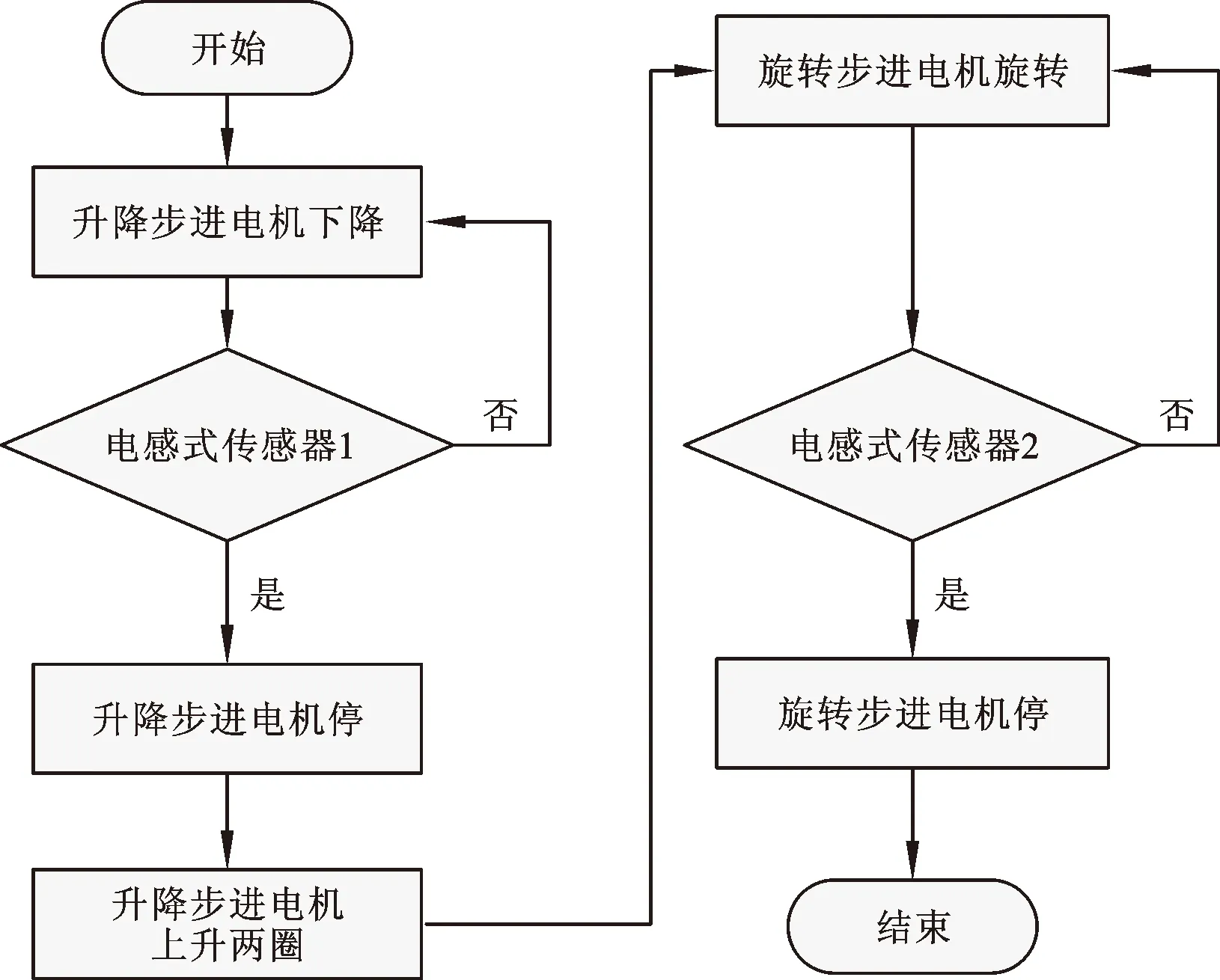
圖9 復位操作流程圖Fig.9 Flow chart of reset operation
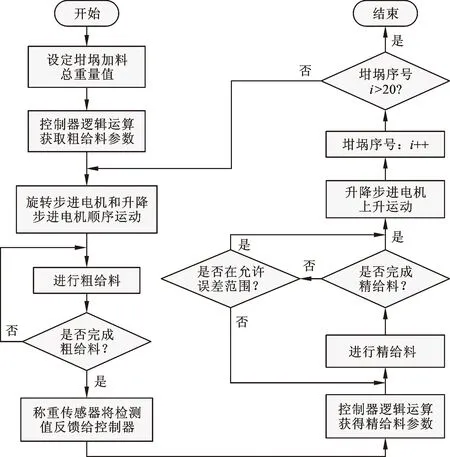
圖10 給料操作流程圖Fig.10 Flow chart of feeding operation
達到粗給料次數后給料閥停止運動。粗給料檢測值自動反饋給控制器,計算精給料運行參數,通過模糊PID控制算法控制給料閥低頻伸縮運動,在精給料階段完成礦樣粉末的精確給料。
4.2.2上位軟件設計
定量給料儀控制系統選用工控一體機觸摸屏(搭載Intel賽揚J1900中央處理器)作為人機交互界面,與主控單片機通過RS485接口通信,采用C++語言編寫上位軟件。操作人員可通過上位機對定量給料儀進行初始化、啟動、暫停和停止操作,也可以修改設備的運行參數,監控設備的運行狀態。該上位軟件的兼容性、穩定性和高效性良好,界面如圖11所示。
5 系統的實際運行狀況
最終完成設計的定量給料儀如圖12-a所示,系統控制柜如圖12-b所示。完成設備和系統設計后,進行了多組不同給料質量的上機實驗,每組20個規格相同的坩堝,以±0.3 mg為給料精度標準,評價該定量給料儀的實際運行效果。表2為上機實驗結果,由該表可知,各組稱量值達標坩堝合格率為85%~95%,平均為91.7%,滿足采用光譜法分析對礦樣粉未定量給料精度的控制要求。需要說明的是,各組實驗中部分坩堝未達標的主要原因是高精密的稱重模塊易受到外部因素干擾,如溫度、濕度、空氣流速以及運行過程中工作臺的抖動等[15-16]。

圖11 上位機顯示界面Fig.11 PC display interface
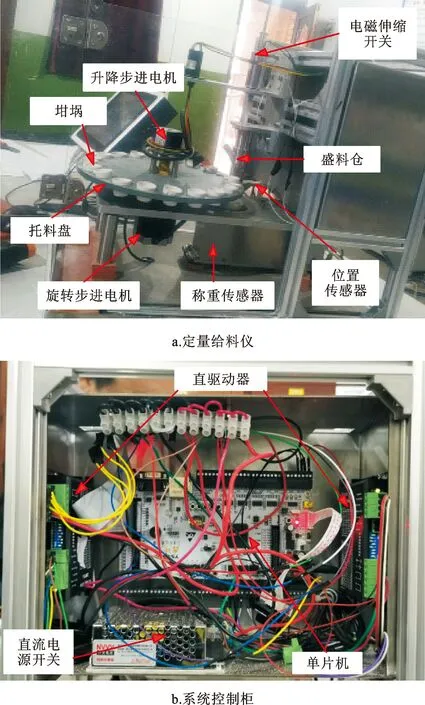
圖12 系統整機結構實物圖Fig.12 Physical diagram of whole system structure
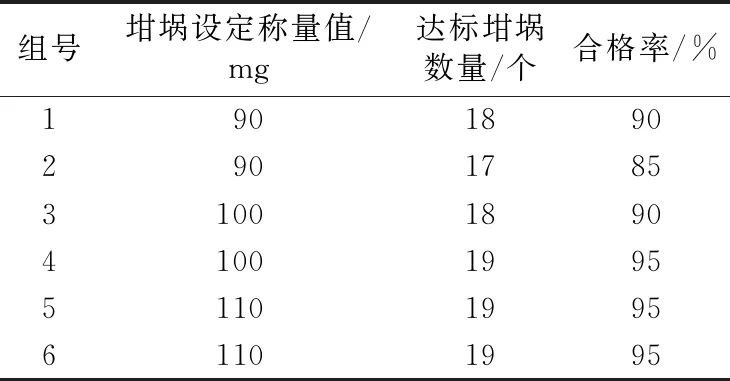
表2 稱量數據記錄表Table 2 Record table of weighing data
6 結語
針對光譜法分析中礦樣粉末人工稱重給料生產效率低、控制精度差等問題,設計了一款礦樣粉末高精度自動定量給料控制系統。該系統采用單片機控制技術、QT上位機界面軟件設計和基于模糊PID的智能控制算法,能實現礦樣粉末高效、精確給料。該系統滿足礦樣粉末定量給料工作的控制要求,對金屬粉末、無機粉末和有機粉末的定量給料控制系統的設計具有一定的參考價值,并具有廣闊的市場應用前景。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
小獼猴智力畫刊(2022年3期)2022-03-29 01:09:42
數學小靈通(1-2年級)(2021年4期)2021-06-09 06:26:14
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
電子制作(2019年13期)2020-01-14 03:15:28
電子制作(2019年15期)2019-08-27 01:12:10
電子制作(2019年9期)2019-05-30 09:42:02
Coco薇(2017年11期)2018-01-03 20:59:57
家庭影院技術(2017年9期)2017-09-26 03:41:45
