厚板鈦合金等離子-鎢極氬弧復(fù)合焊接接頭組織與性能
2023-01-04 09:01:02魏小紅劉瑞君肖夢(mèng)智路超
焊接 2022年10期
關(guān)鍵詞:焊縫
魏小紅,劉瑞君,肖夢(mèng)智,路超
(1.陽(yáng)江市五金刀剪產(chǎn)業(yè)技術(shù)研究院,廣東 陽(yáng)江 529533;2.采埃孚東方汽車安全技術(shù)(西安)有限公司,西安 710201)
0 前言
近年來(lái),鈦及鈦合金生產(chǎn)成本逐年降低,鈦合金因其比強(qiáng)度高、耐蝕性好及耐熱性高等優(yōu)點(diǎn)廣泛應(yīng)用于航空航天、海洋工程、石油化工及醫(yī)療器械及等行業(yè)[1-5]。傳統(tǒng)的鈦合金焊接主要采用鎢極氬弧焊,這種方法存在諸多問(wèn)題,如焊接效率低、人工費(fèi)用高及焊接質(zhì)量難以得到保證等[6-7]。等離子-鎢極氬弧復(fù)合焊(P-T復(fù)合焊)是采用等離子弧焊(PAW)打底,自動(dòng)鎢極氬弧焊(TIG)蓋面的一種焊接方式[8-9]。等離子弧焊是離子氣被電離產(chǎn)生高溫離子化氣體,并經(jīng)過(guò)水冷噴嘴,受到壓縮產(chǎn)生能量密度高度集中的等離子束流直接穿透被焊工件形成焊縫。相對(duì)于TIG焊,等離子弧焊焊接速度快,效率比手工氬弧焊提高至少4~5倍;具有電弧能量集中、熱影響區(qū)小、能實(shí)現(xiàn)單面焊雙面成形及焊接變形小等優(yōu)點(diǎn);常規(guī)厚度小于10 mm的板材不開(kāi)坡口可直接焊透,不僅能減少焊材的使用量,還能確保焊縫與母材的化學(xué)成分基本相同;電極縮在噴嘴內(nèi),不易污染和燒損,焊逢缺陷少[10-11]。對(duì)于鈦合金的等離子弧焊,國(guó)外研究起步較早,已廣泛應(yīng)用于各種鈦合金的研究和生產(chǎn),但普遍焊接的板厚較薄。國(guó)內(nèi)也已在很多領(lǐng)域應(yīng)用了此項(xiàng)技術(shù),郝宗斌等人[12]和廖志謙等人[13]分別研究了壁厚8 mm和12 mm鈦合金板材的等離子弧焊接,結(jié)果均表明,等離子弧焊接鈦合金可以實(shí)現(xiàn)單面焊雙面成形,焊縫質(zhì)量好。目前國(guó)內(nèi)尚無(wú)人對(duì)16 mm厚鈦合金板材進(jìn)行P-T復(fù)合焊的相關(guān)研究。文中采用P+T設(shè)備對(duì)壁厚16 mm的TA2鈦合金板材進(jìn)行了焊接,研究了焊接電流對(duì)焊縫外觀缺陷的影響,并對(duì)焊縫的微觀組織和力學(xué)性能進(jìn)行了分析。
1 試驗(yàn)方法
試驗(yàn)用的材料為熱軋板TA2,厚度16 mm,退火狀態(tài)下室溫抗拉強(qiáng)度下限值400 MPa,符合GB/T 3621—2007《鈦及鈦合金板材》標(biāo)準(zhǔn)的相關(guān)規(guī)定。蓋面采用的焊絲為ERTA2ELI,直徑φ1.2 mm,符合NB/T 47018.7—2011《承壓設(shè)備用焊接材料訂貨技術(shù)條件 第7部分:鈦及鈦合金焊絲和填充絲》標(biāo)準(zhǔn)。TA2及ERTA2ELI的主要成分見(jiàn)表1。

表1 鈦板及鈦焊絲化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
采用的HPT500 P+T焊接設(shè)備主要由控制器、焊接電源、專用焊槍及制冷水箱等部分組成。如圖1所示。

圖1 P-T焊接設(shè)備
試板為150 mm×500 mm的TA2鈦板,接口形式為I形坡口,如圖2所示。焊前對(duì)坡口及其兩側(cè)30 mm范圍內(nèi)的母材表面打磨去除氧化皮,并用丙酮對(duì)坡口及焊絲表面進(jìn)行擦洗,去除油脂、水分及其它污染物。
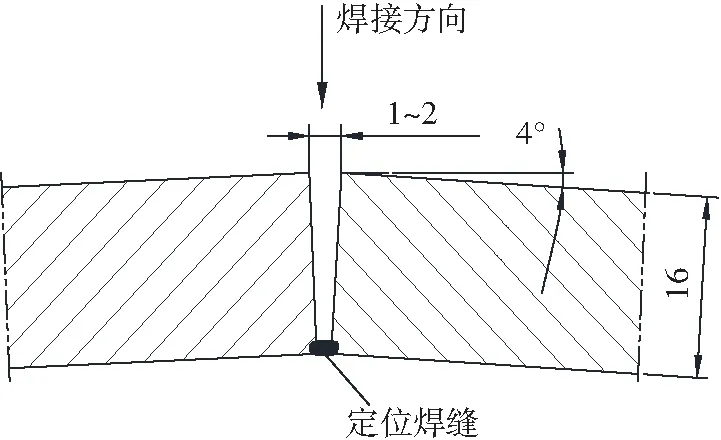
圖2 對(duì)接坡口示意圖
為了防止焊后的角變形,預(yù)制一個(gè)4°反方向的變形量,使之與焊接中產(chǎn)生的變形相抵消。為了使等離子弧焊能完全熔透焊接試板形成小孔效應(yīng),從而實(shí)現(xiàn)單面焊雙面成形,焊縫預(yù)留1 mm間隙。等離子弧焊及鎢極氬弧焊的工藝參數(shù)分別見(jiàn)表2,其中保護(hù)氣及等離子氣均為氬氣。

表2 等離子弧焊及鎢極氬弧焊的工藝參數(shù)
采用D3605型X射線機(jī)、愛(ài)克發(fā)C4膠片及像質(zhì)指數(shù)11單壁透照對(duì)整個(gè)試板焊縫進(jìn)行RT無(wú)損檢測(cè)。采用線切割機(jī)按照NB/T 47014—2019《承壓設(shè)備焊接工藝評(píng)定》中關(guān)于拉伸試樣的尺寸沿垂直于焊接方向切取2個(gè)拉伸試樣。采用線切割將TA2試板的焊縫加工成尺寸為20 mm×20 mm×16 mm的試樣,經(jīng)研磨和拋光,用體積比氫氟酸:硝酸:水=2∶1∶17的Kroll試劑擦拭45 s,然后采用Olympus-GX51型倒置金相顯微鏡觀察試樣顯微組織。采用HV-1000A型顯微硬度計(jì)測(cè)量橫截面上顯微硬度(載荷0.98 N, 加載時(shí)間10 s),從焊縫中心垂直于焊縫向兩側(cè)對(duì)稱測(cè)量,每隔0.2 mm測(cè)量一次,平行焊縫測(cè)量3點(diǎn)取平均值,作為該處的顯微硬度,基體顯微硬度160 HV。
2 結(jié)果及分析
2.1 外觀質(zhì)量及無(wú)損檢測(cè)
在不同的焊接電流下,P-T焊接試樣的表面形貌如圖3所示,隨著焊接電流增加,等離子弧穿透能力提高,焊接電流為260 A時(shí)得到焊縫成形最好,但當(dāng)超過(guò)這一定值后,隨著電流的繼續(xù)增大,則會(huì)因小孔直徑過(guò)大而使熔池金屬墜落,甚至形成雙弧,成形反而變差;在最優(yōu)工藝參數(shù)(260 A)下,RT檢測(cè)結(jié)果顯示,焊縫無(wú)裂紋、未熔合、未焊透、夾鎢及氣孔等缺陷。
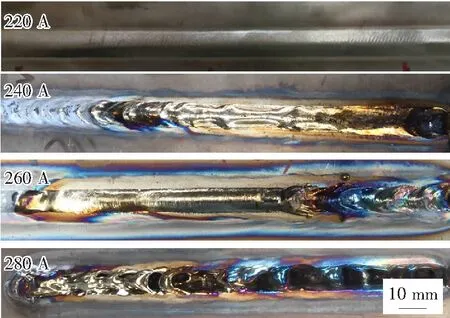
圖3 焊接試樣的宏觀形貌
2.2 拉伸性能
在最優(yōu)焊接工藝參數(shù)下,焊接接頭的橫向抗拉強(qiáng)度為486 MPa,487 MPa(平均值486.5 MPa),均大于母材抗拉強(qiáng)度下限值,滿足相關(guān)標(biāo)準(zhǔn)規(guī)定的試樣抗拉強(qiáng)度應(yīng)不低于退火狀態(tài)下母材抗拉強(qiáng)度最低值的要求。橫向拉伸試樣如圖4所示。接頭斷裂在熱影響區(qū),并出現(xiàn)明顯的塑性變形,這是因?yàn)闊嵊绊憛^(qū)是焊接接頭的薄弱區(qū),焊接過(guò)程中熱輸入過(guò)大使熱影響區(qū)的晶粒粗大,導(dǎo)致塑性下降。拉伸斷口形貌如圖5所示。斷口的微觀形貌為等軸韌窩,屬于典型的韌性斷裂。

圖4 橫向拉伸試樣
圖5 拉伸斷口形貌
在斷口微觀形貌中也發(fā)現(xiàn)球形顆粒,如圖6所示,可以看出大顆粒1是鐵的氧化物,小顆粒2和3為鈦的氧化物,因此可以推斷這些顆粒是焊縫中存在的氧化物夾雜。由于焊接過(guò)程中的熱輸入較大,氣體保護(hù)效果不理想,容易產(chǎn)生氧化物夾雜。另外較低純度的焊絲,在熔化過(guò)程中也容易形成氧化物而產(chǎn)生雜質(zhì)相。氧化物夾雜顆粒的存在會(huì)造成焊縫強(qiáng)度的降低,因此實(shí)際焊接過(guò)程中要盡量避免上述因素的存在。

圖6 斷口微觀形貌及EDS譜
2.3 顯微組織
在最優(yōu)焊接工藝參數(shù)下,焊接接頭的顯微組織如圖7所示。主要由焊縫、熱影響區(qū)及母材3部分組成。圖7a為母材組織形貌,可以看出母材全部由細(xì)小的等軸α-Ti組成;圖7b為熱影響區(qū)組織形貌,與母材區(qū)相比,受焊接熱循環(huán)的影響,晶粒尺寸逐漸增大,熱影響區(qū)主要由鋸齒形α-Ti+板條馬氏體組成。圖7c為焊縫組織,由少量無(wú)明顯方向性的鋸齒形α-Ti+針狀馬氏體組成。由于熱輸入的作用,焊縫會(huì)經(jīng)歷急速升溫和冷卻的熱循環(huán)過(guò)程,造成焊縫中心組織無(wú)方向性地生長(zhǎng),最后形成大小不均勻的鋸齒狀晶粒。
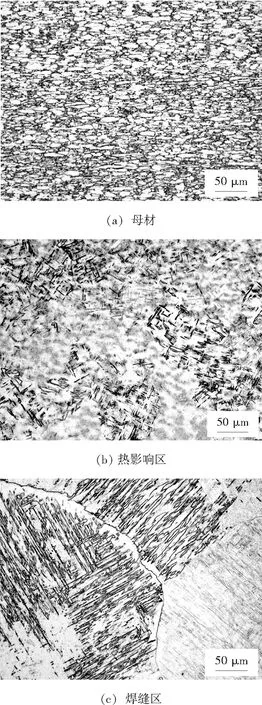
圖7 接頭不同區(qū)域的顯微組織
2.4 顯微硬度
最優(yōu)焊接工藝參數(shù)下,焊接接頭的維氏硬度分布如圖8所示。可以看出,焊縫(welding zone, WZ)顯微硬度約為175 HV、熱影響區(qū)(heat affect zone, HAZ)顯微硬度約為170 HV,較母材(base metal, BM)均有所提高,但未形成大的硬度梯度。硬度變化曲線關(guān)于焊縫中心呈雙駝峰狀對(duì)稱分布。焊縫區(qū)硬度較高,主要與高溫冷卻過(guò)程中焊縫熔化區(qū)形成的無(wú)方向性鋸齒形α晶和殘余針狀馬氏體有關(guān);熔合線附近硬度突然升高,與快速冷卻過(guò)程中晶粒沿同一個(gè)方向快速生長(zhǎng)形成的平面晶有關(guān);熱影響區(qū)的硬度下降主要原因在于該區(qū)域受到較高的熱輸入導(dǎo)致晶粒快速長(zhǎng)大,形成粗晶區(qū)。

圖8 焊接接頭維氏硬度曲線
3 結(jié)論
(1)采用P-T復(fù)合焊對(duì)16 mm厚TA2鈦合金進(jìn)行了焊接,在合適的焊接工藝參數(shù)下,不需開(kāi)坡口,能實(shí)現(xiàn)單面焊雙面成形,無(wú)未焊透、未熔合、焊瘤等焊接缺陷,得到成形良好的焊縫。
(2)焊接接頭的橫向抗拉強(qiáng)度為486.5 MPa,與母材抗拉強(qiáng)度相當(dāng)。
(3)微觀組織顯示焊縫未發(fā)現(xiàn)偏析與成分聚集,無(wú)夾雜物、裂紋等缺陷。母材區(qū)為等軸α-Ti組織,焊縫為少量無(wú)方向性鋸齒形α-Ti+針狀馬氏體組織,熱影響區(qū)為鋸齒形α-Ti+板條馬氏體組織。
(4)焊縫和熱影響區(qū)的維氏硬度均高于母材。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07