汽車排氣系統(tǒng)異響的識別及解決方案
2023-01-04 13:23:18張佳偉常永飛劉佳葉天行方澤軍
汽車工藝師 2022年12期
張佳偉,常永飛,劉佳,葉天行,方澤軍
北京汽車研究總院 北京 100300
排氣系統(tǒng)作為燃油汽車的重要組成部分,承擔(dān)著尾氣凈化及降噪的功能。但在開發(fā)過程中,常因結(jié)構(gòu)強(qiáng)度的設(shè)計不足、產(chǎn)品結(jié)構(gòu)的設(shè)計缺陷以及生產(chǎn)制造過程中的工藝控制等原因造成排氣系統(tǒng)的異響問題[1]。出現(xiàn)異響問題后應(yīng)及時排查異響原因并找到解決方案,避免汽車上市后出現(xiàn)批量異響問題。
本文針對排氣系統(tǒng)開發(fā)過程中因工藝失誤和設(shè)計失誤導(dǎo)致的異響案例進(jìn)行了總結(jié)[2]。工程師在開發(fā)過程中出現(xiàn)排氣系統(tǒng)異響時,也可以參考此文進(jìn)行排查,避免出現(xiàn)類似問題。
工藝控制不嚴(yán)謹(jǐn)導(dǎo)致的異響
1.問題描述
某乘用車開發(fā)過程中,樣件搭載測試整車NVH性能時,測試人員發(fā)現(xiàn)怠速工況時,排氣尾管出現(xiàn)“噗噗”放氣聲。更改為怠速開空調(diào)工況后,異響問題更加突出,嚴(yán)重影響車內(nèi)乘客搭乘的舒適性。
2.原因排查
排氣系統(tǒng)因長度較長,一般分為催化器總成、波紋管總成、前消聲器總成和后消聲器總成四部分。在該案例中,先將后消聲器總成拆除,同樣怠速工況下,排氣“噗噗”異響消失,再將后消聲器總成重新裝配到整車后,怠速異響重現(xiàn),由此判定該異響的發(fā)生由后消聲器總成導(dǎo)致。
首先排查后消聲器總成的設(shè)計是否有缺陷。圖1所示為消聲器的內(nèi)部結(jié)構(gòu),該消聲器總成為典型的單進(jìn)雙出結(jié)構(gòu),內(nèi)部為三管迷路,阻抗復(fù)合型消聲器。該種消聲器結(jié)構(gòu)為行業(yè)內(nèi)普遍存在的成熟設(shè)計,故判定該怠速異響非設(shè)計缺陷引起。

圖1 后消聲器內(nèi)部結(jié)構(gòu)
其次,從生產(chǎn)工藝排查消聲器的生產(chǎn)過程是否符合設(shè)計圖樣要求。在排查管路打孔、管徑及隔盤位置和塞棉工藝后,發(fā)現(xiàn)消聲器塞棉工藝及管路消聲孔布置有缺陷。
消聲器內(nèi)的消聲棉為成袋大包裝,工人按照設(shè)計要求的質(zhì)量將成袋消聲棉塞到設(shè)計指定的消聲器腔體內(nèi)。該腔體內(nèi)的管路布置有消音孔,但孔位布置靠近隔盤位置,未居中。因為塞棉工藝未做詳細(xì)指導(dǎo)及說明,導(dǎo)致出現(xiàn)管路上的消聲孔靠近隔盤位置的未被消聲棉纏繞覆蓋,該生產(chǎn)失誤會導(dǎo)致發(fā)動機(jī)傳遞過來的噪聲直接通過小孔傳出到尾管,產(chǎn)生較大的排氣噪聲。故障件解剖如圖2所示。

圖2 故障消聲器解剖
將故障件里的消聲棉重新纏繞,使之覆蓋住整個穿孔管,圖3為合格封裝產(chǎn)品。封好后重新裝車試驗,怠速“噗噗”異響消失。

圖3 合格封裝產(chǎn)品
原因明確后通知廠家更改線上作業(yè)指導(dǎo)書。首先,將填棉腔體內(nèi)的穿孔管消聲孔集中在管路中間,避免填棉過程中因操作不當(dāng)導(dǎo)致靠近隔盤位置的消聲孔外露。其次,對消聲棉的填充方式和填充后的質(zhì)量要領(lǐng)及驗收標(biāo)準(zhǔn)做了詳細(xì)說明,并對在崗工人做出相應(yīng)的崗位培訓(xùn)。
3.小結(jié)
由于生產(chǎn)工藝控制不嚴(yán)導(dǎo)致的異響,究其原因,首先,設(shè)計工程師未結(jié)合實(shí)際生產(chǎn)工藝,未與生產(chǎn)線工人進(jìn)行全面溝通,未定義關(guān)鍵生產(chǎn)工藝,未到現(xiàn)場確認(rèn)樣件實(shí)際生產(chǎn)與設(shè)計是否一致。其次,消聲器生產(chǎn)階段未做封樣處理,導(dǎo)致消聲器設(shè)計定型產(chǎn)品與實(shí)際生產(chǎn)出的樣品不一致。最后,失效后果不易感知,產(chǎn)品生產(chǎn)封裝后實(shí)車測試才能感知失效后果。
工程師通過有限元軟件分析出符合整車廠NVH性能要求的排氣系統(tǒng),但是在生產(chǎn)環(huán)節(jié)未控制好生產(chǎn)工藝,導(dǎo)致生產(chǎn)出來的消聲器與實(shí)際樣件不符,從而造成NVH性能不達(dá)標(biāo)的后果。故工程師在整個消聲器定型過程中應(yīng)持續(xù)跟蹤到產(chǎn)品封樣,保證設(shè)計與生產(chǎn)的一致性。
設(shè)計缺陷導(dǎo)致的異響
1.問題描述
某款車型開發(fā)過程中,試驗驗證NVH性能時,在大負(fù)荷行駛一段時間后,停車怠速時,車內(nèi)前后排乘客位置均可清晰聽見金屬敲擊異響。對故障車輛進(jìn)行排查后發(fā)現(xiàn),異響來自于后消聲器總成。
2.原因排查
對故障消聲器進(jìn)行檢查,發(fā)現(xiàn)外觀筒體外殼變形,用手按壓消聲器筒體可以復(fù)現(xiàn)金屬敲擊異響。
首先排查消聲器設(shè)計,檢查是否有設(shè)計缺陷或者模態(tài)不足導(dǎo)致的結(jié)構(gòu)強(qiáng)度不足引起的筒體異響。該消聲器外形為扁平跑道型雙層筒體結(jié)構(gòu),消聲器筒體如圖4所示,內(nèi)部為典型的阻抗復(fù)合式消聲器(見圖5)。
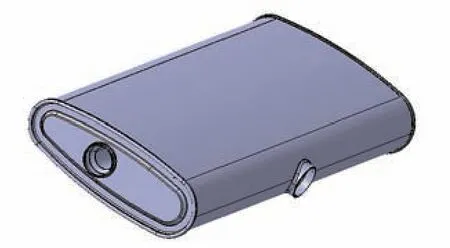
圖4 消聲器筒體外形
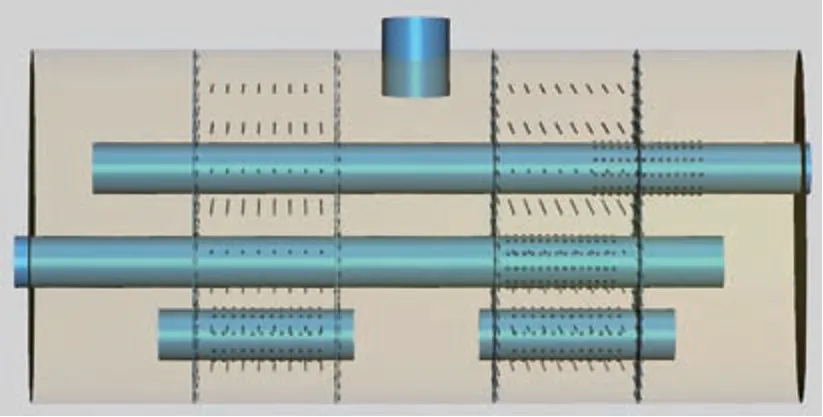
圖5 消聲器內(nèi)部結(jié)構(gòu)
因排查時發(fā)現(xiàn)消聲器筒體外形變形,懷疑消聲器筒體結(jié)構(gòu)強(qiáng)度不足,因此對消聲器總成做模態(tài)測試。測試時,消聲器總成模態(tài)為340Hz,略低于標(biāo)準(zhǔn)要求的350Hz的要求。
消聲器為雙層筒體結(jié)構(gòu),將故障消聲器拆解開窗后查看,發(fā)現(xiàn)原本應(yīng)緊密貼合的兩層筒體間出現(xiàn)明顯的縫隙(見圖6)。

圖6 故障消聲器拆解
用手摁壓該縫隙處可復(fù)現(xiàn)裝車時消聲器異響,由此判定,該異響原因為消聲器雙層筒體結(jié)構(gòu)模態(tài)偏低,且殼體間出現(xiàn)縫隙導(dǎo)致汽車行駛過程中氣流在雙層殼體間流竄敲擊殼體,兩者疊加導(dǎo)致車輛怠速時,出現(xiàn)消聲器摩擦敲擊異響。
檢查消聲器筒體邊界設(shè)計條件,發(fā)現(xiàn)該消聲器的外邊界筒體上方有備胎盆,下方有滿載過坎要求,空間有限,導(dǎo)致消聲器殼體外形不能做大的變更。在消聲器筒體外形不變的情況下,只能通過改變消聲器筒體的生產(chǎn)工藝來達(dá)到筒體模態(tài)增加的效果。
雙層跑道型筒體消聲器設(shè)計為行業(yè)內(nèi)普遍采用的成熟設(shè)計方案,但雙層消聲器生產(chǎn)工藝需要有8點(diǎn)電阻焊,將消聲器雙層筒體與筒體內(nèi)隔盤疊加焊到一起。8點(diǎn)焊有利于增強(qiáng)雙層消聲器的筒體模態(tài),有效避免行駛過程中因為消聲器的熱脹冷縮導(dǎo)致的消聲器雙層殼體間出現(xiàn)分層,從而導(dǎo)致氣體沖擊引起異響問題。
該生產(chǎn)工藝由于生產(chǎn)廠家現(xiàn)有的生產(chǎn)設(shè)備能力不足而放棄,設(shè)計人員決定從設(shè)計角度解決該結(jié)構(gòu)模態(tài)不足導(dǎo)致的異響問題。
該消聲器雙層筒體單層厚度0.6mm,鑒于熱脹冷縮后筒體出現(xiàn)分層,故將消聲器雙層筒體更改為單層1.2mm。對該單層筒體做模態(tài)測試,結(jié)果為427Hz,超過標(biāo)準(zhǔn)要求的350Hz的要求,單層消聲器模態(tài)測試如圖7所示。

圖7 單層消聲器模態(tài)測試
將該單層筒體消聲器搭載到整車后進(jìn)行NVH測試試驗,怠速時未復(fù)現(xiàn)金屬敲擊異響,問題解決。整車經(jīng)道路耐久試驗驗證后產(chǎn)品無其他問題后,設(shè)計人員將雙層筒體消聲器更改為單層筒體消聲器。
3.小結(jié)
前期因設(shè)計評估不夠完善,同時生產(chǎn)工藝沒有彌補(bǔ)設(shè)計缺陷導(dǎo)致出現(xiàn)消聲器筒體在熱脹冷縮后出現(xiàn)筒體分層,從而引起氣流沖擊殼體,殼體摩擦出現(xiàn)敲擊異響。
在后期優(yōu)化過程中,通過更改邊界設(shè)計條件達(dá)到生產(chǎn)工藝不能達(dá)到的要求。此案例可以看出,生產(chǎn)工藝對產(chǎn)品性能的影響很大,而完善的設(shè)計可以減少對生產(chǎn)工藝的苛刻要求。
結(jié)語
通過對兩例消聲器的異響分析可以看出,消聲器總成的生產(chǎn)工藝對于消聲器總成的性能有著至關(guān)重要的作用。
首先,工程師未下達(dá)關(guān)鍵工藝管控環(huán)節(jié),導(dǎo)致生產(chǎn)未嚴(yán)格控制。生產(chǎn)出的產(chǎn)品并不是設(shè)計工程師需要的產(chǎn)品,設(shè)計與生產(chǎn)完全脫節(jié)。其次,生產(chǎn)工藝不能滿足設(shè)計者要求,設(shè)計人員需要反思設(shè)計是否完善,考慮生產(chǎn)工藝是否能滿足要求。在任何一款車的設(shè)計過程中,設(shè)計人員均需要考慮生產(chǎn)的工藝性,若現(xiàn)有生產(chǎn)工藝不能滿足設(shè)計要求,就需要通過變更設(shè)計來滿足生產(chǎn)工藝的要求。
猜你喜歡
化工管理(2021年7期)2021-05-13 00:46:04
水泥技術(shù)(2021年2期)2021-04-20 12:37:26
農(nóng)村實(shí)用技術(shù)(2021年1期)2021-02-27 08:26:18
藝術(shù)啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
湖北經(jīng)濟(jì)學(xué)院學(xué)報·人文社科版(2015年8期)2015-12-29 05:53:07
設(shè)備管理與維修(2015年11期)2015-03-16 05:57:40
上海電機(jī)學(xué)院學(xué)報(2015年4期)2015-02-28 14:30:00
計算物理(2014年2期)2014-03-11 17:01:39