圓弧輪廓銑削最大刀具補(bǔ)償半徑的確定方法
2023-01-06 13:08:14成建群
現(xiàn)代制造技術(shù)與裝備 2022年11期
成建群
(蘇州健雄職業(yè)技術(shù)學(xué)院 中德工程學(xué)院,太倉 215411)
數(shù)控刀具路徑規(guī)劃直接影響加工質(zhì)量和加工效率。通過刀具半徑補(bǔ)償設(shè)置自動(dòng)偏置,可避免大量軌跡偏置帶來的復(fù)雜坐標(biāo)計(jì)算[1]。另外,直接采用零件輪廓坐標(biāo)編制刀具路徑程序,可以利用刀補(bǔ)功能直接去除毛坯加工余量,簡(jiǎn)化編程過程[2]。對(duì)于復(fù)雜曲面加工,可以通過優(yōu)化補(bǔ)償方法適應(yīng)曲面加工要求[3-4]。針對(duì)零件特殊表面的加工要求,可以充分運(yùn)行刀具補(bǔ)償原理,優(yōu)化補(bǔ)償算法,拓展刀具補(bǔ)償?shù)膽?yīng)用范圍,改善加工質(zhì)量[5-6]。在多軸加工過程中,刀軸矢量多變,但仍可實(shí)現(xiàn)刀具補(bǔ)償[7-8]。刀具補(bǔ)償編程是銑削過程中的基本方法,在運(yùn)用刀具補(bǔ)償編程時(shí)需要選用合適的刀具。刀具半徑直接關(guān)系刀具的剛度,影響加工質(zhì)量。刀具直徑大,可以選用更高效的切削參數(shù),提高加工效率,降低加工成本。
在銑削過程中,刀具半徑與最小的零件輪廓半徑有密切關(guān)系。零件輪廓半徑小于刀具半徑時(shí),該輪廓不能進(jìn)行切削。刀具補(bǔ)償半徑根據(jù)刀具半徑設(shè)定,在不留加工余量的情況下,刀具補(bǔ)償半徑等于刀具半徑;當(dāng)留有加工余量時(shí),刀具補(bǔ)償半徑大于刀具半徑。所以,刀具最大半徑小于等于刀具最大補(bǔ)償半徑。刀具最大補(bǔ)償半徑?jīng)Q定了刀具最大半徑。在不考慮通過修改刀補(bǔ)來添加余量的情況下,刀具最大半徑就是刀具最大補(bǔ)償半徑。
在數(shù)控加工過程中,通常以零件尺寸計(jì)算坐標(biāo),并添加刀具補(bǔ)償指令完成編程,由數(shù)控系統(tǒng)自動(dòng)計(jì)算偏置,完成零件輪廓加工。鑒于數(shù)控系統(tǒng)算法的原因,刀具半徑將比零件輪廓半徑更小。西門子840D系統(tǒng)是當(dāng)前主流數(shù)控系統(tǒng)之一,應(yīng)用廣泛。本文以西門子840D系統(tǒng)為基礎(chǔ),研究零件輪廓半徑與最大刀具半徑之間的關(guān)系。
1 問題的提出
為了在保證一般性的同時(shí)簡(jiǎn)化問題,選用三軸銑削加工臺(tái)階外輪廓面零件進(jìn)行研究。因外凸圓弧零件輪廓不影響刀具尺寸,這里僅僅考慮內(nèi)凹槽圓弧零件輪廓,零件如圖1所示。該圖毛坯尺寸為80 mm×80 mm×20 mm,銑削臺(tái)階深度為2,三段圓弧凹槽直徑均為Φ20 mm。左側(cè)圓弧輪廓圓心在輪廓線上,中間圓弧輪廓圓心在輪廓線內(nèi)側(cè),右側(cè)圓弧輪廓圓心在輪廓線外側(cè)。
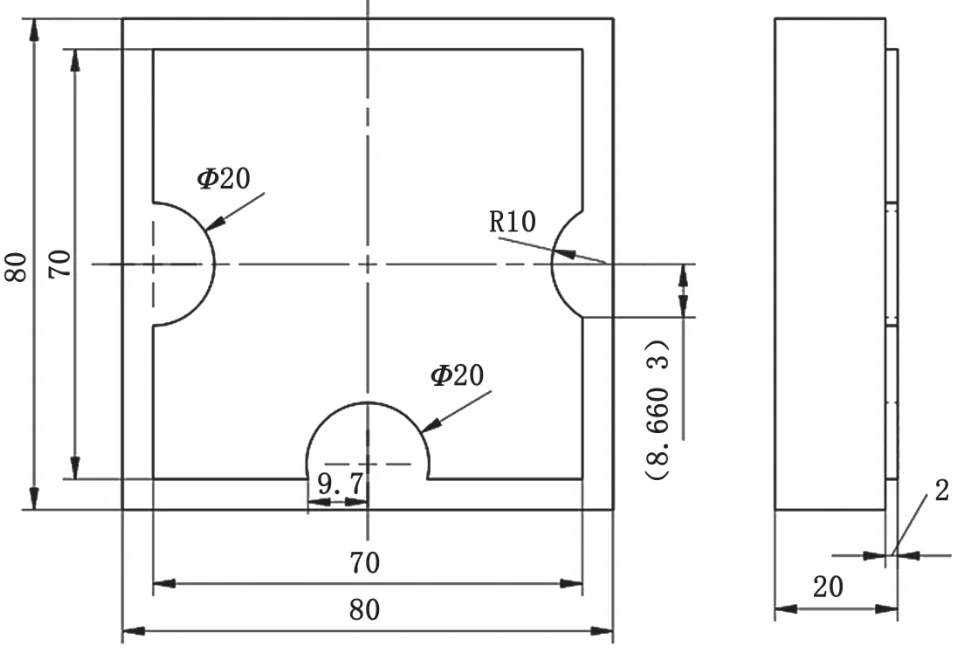
圖1 零件結(jié)構(gòu)(單位:mm)
現(xiàn)選用西門子840D系統(tǒng),刀具選用Φ16 mm銑刀,利用Vericut軟件建立測(cè)試環(huán)境。測(cè)試環(huán)境主要設(shè)置如表1所示,控制系統(tǒng)選用sin840d。
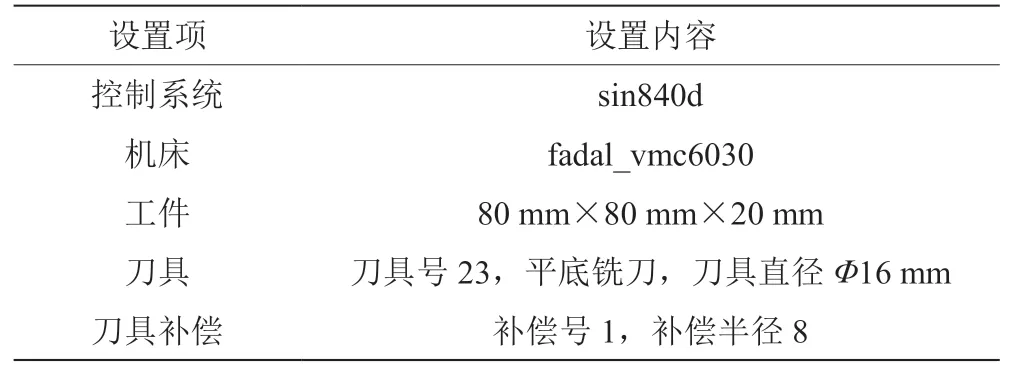
表1 Vericut軟件測(cè)試環(huán)境主要設(shè)置
仿真結(jié)果如圖2所示,3個(gè)Φ20 mm圓弧輪廓僅僅完成了2個(gè),其中1個(gè)并未按要求完成,僅表現(xiàn)為Φ16 mm刀具直徑的輪廓。進(jìn)一步可以查看刀路圖,如圖3所示,其中有1處出現(xiàn)折線,但并未出現(xiàn)Φ20 mm圓弧輪廓加工刀路。
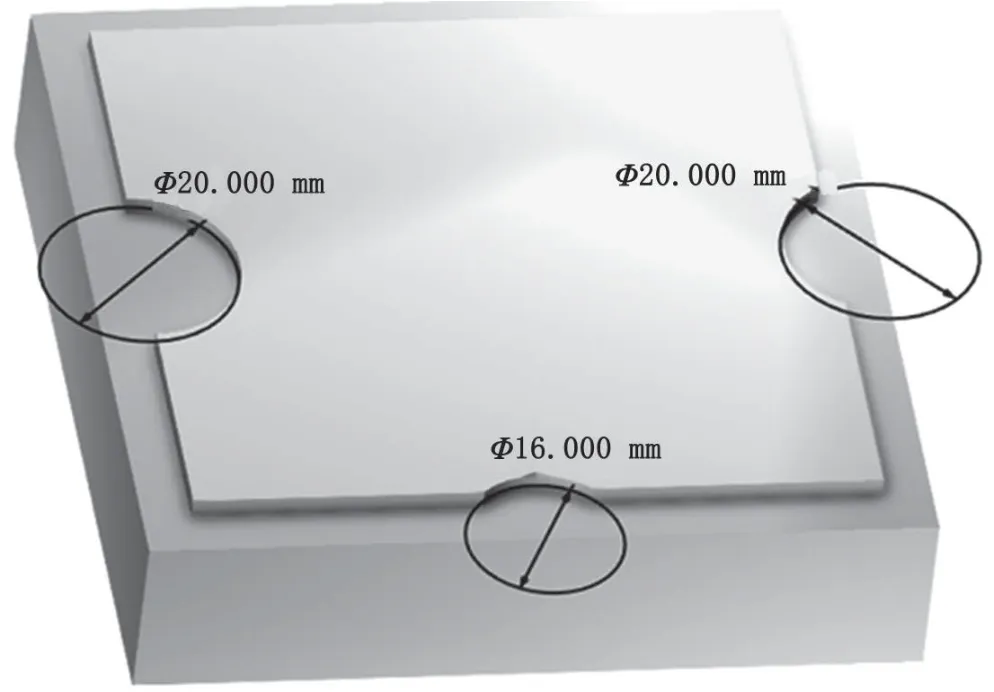
圖2 Φ16 mm刀具仿真結(jié)果

圖3 Φ16 mm刀具仿真刀路
可見,當(dāng)圓弧輪廓圓心在輪廓線外側(cè)或在輪廓線上時(shí),刀具最大直徑為圓弧輪廓直徑;當(dāng)圓弧輪廓圓心在輪廓線內(nèi)側(cè)時(shí),刀具最大直徑小于圓弧輪廓直徑,具體數(shù)值需要建立數(shù)學(xué)模型進(jìn)行分析。
2 數(shù)學(xué)模型建立
程序中按逆時(shí)針圓弧方向編制,坐標(biāo)由A點(diǎn)到B點(diǎn),圓心為O。因刀具偏置,A點(diǎn)時(shí),刀具圓心向左和向下都偏移距離d。切線方向進(jìn)入圓弧,進(jìn)入圓弧第一個(gè)點(diǎn)A對(duì)應(yīng)刀具中心O1,切線長(zhǎng)度為d,由此可以得到刀具中心由K點(diǎn)沿切線進(jìn)入圓弧輪廓。切出輪廓與切入輪廓符合軸對(duì)稱關(guān)系,所以刀具Φd由P1到P2銑削圓心為O圓弧輪廓ΦD,形成銑削原理輪廓,如圖4所示。

圖4 銑削原理輪廓
因圖形對(duì)稱,選取右側(cè)進(jìn)行分析,建立數(shù)學(xué)模型。對(duì)稱中線交K處水平線于T,A處豎直線交水平線TK于N,延長(zhǎng)OA、TK交于P,如圖5所示。其中,輪廓半徑為R,刀具半徑為r,輪廓開口距離為TK,有
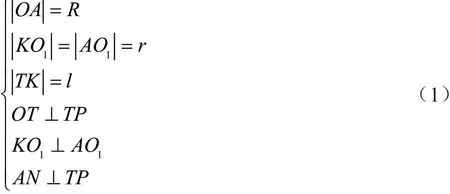
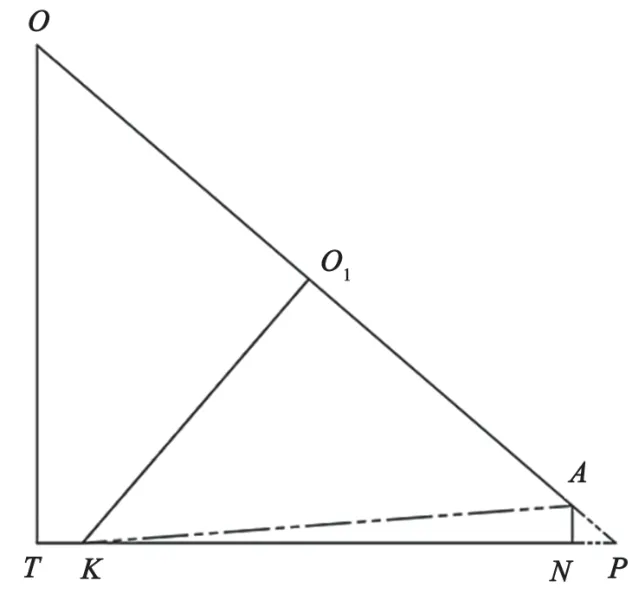
圖5 數(shù)學(xué)模型幾何
設(shè)TK為x,有
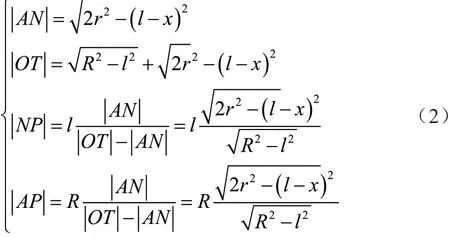

在直角△KPO1中應(yīng)用勾股定理,得到
求解得到

為了刀具能完成刀補(bǔ)過程,必須x≥0,得到

因刀具半徑必須小于孔半徑,得到

式中:r為有效銑刀半徑;R為圓弧輪廓半徑;l為圓弧輪廓半開口寬度。
式(6)在圓弧輪廓圓心在輪廓線內(nèi)側(cè)有效。當(dāng)圓弧輪廓圓心在輪廓線上時(shí),式(6)同樣實(shí)用。當(dāng)圓弧輪廓圓心在輪廓線外側(cè)時(shí),式(6)失去意義。
3 實(shí)驗(yàn)驗(yàn)證
依照式(6),將參數(shù)R=10和l=9.7代入驗(yàn)證,得到rmax=7.996,最大刀具直徑為15.992 mm,如圖6所示。

圖6 最大刀具驗(yàn)證
為了便于說明問題,將刀具半徑增加0.001 mm進(jìn)一步驗(yàn)證,結(jié)果如圖7所示,未出現(xiàn)Φ20 mm圓弧輪廓加工,刀具偏置失敗。

圖7 超出最大刀具驗(yàn)證
4 結(jié)語
在輪廓銑削加工過程中,運(yùn)用刀補(bǔ)編程并選擇最大刀具半徑是有效的工作方法,能極大提高工作效率,保證工作質(zhì)量,降低加工成本。針對(duì)圓弧輪廓加工提出了最大刀具半徑計(jì)算數(shù)學(xué)模型,并推導(dǎo)了計(jì)算公式。經(jīng)過西門子840D系統(tǒng)仿真驗(yàn)證,最大刀具半徑計(jì)算結(jié)果符合預(yù)期,并有力解決了過大半徑刀具無法獲得圓弧輪廓加工刀路的問題,說明最大刀具半徑計(jì)算公式正確有效。