CQ5280型立式車床電氣改造與研究
2023-01-06 13:09:20周秀梅劉德杰
現代制造技術與裝備 2022年11期
關鍵詞:按鈕
周秀梅 劉德杰
(濟南重工股份有限公司,濟南 250100)
CQ5280立式車床是公司從事磨機端蓋、大齒輪以及盾構機盾體等工件機械加工的關鍵設備。該機床是購置于20世紀80年代,控制線路已嚴重老化,刀架進給和主軸調速系統落后,造成設備加工精度無法滿足設計要求且故障頻頻發生,嚴重影響正常生產。大多數控制系統停產,造成維修困難和維修成本增加。此外,該機床控制系統為繼電器,接觸器控制觸點較多且容易接觸不良、抖動,控制回路的連鎖保護電路復雜且相對雜亂,導致設備存在故障排查困難、系統可靠系數較低、操作電壓為380 V不安全等缺點[1]。2021年下半年濟南重工機加公司完成了對CQ5280立式車床的可編程邏輯控制器(Programmable Logic Controller,PLC)電氣改造,改造后設備運轉良好,大大提高了精度,降低了故障率,取得了良好的經濟效益。
1 概述
1.1 CQ5280立式車床工作臺控制原理
工作臺控制系統采用老式西門子V57控制系統。工作臺控制只有正轉沒有反轉,因此利用工作臺的正向點動與反向點動實現變速到位[2]。工作臺轉動由直流調速系統控制工作臺直流電機實現。工作臺的運轉有4個檔位,分別由變速閥1、變速閥2、變速閥3、變速閥4通過邏輯組合控制油路來實現控制。變速齒輪不到位時,工作臺需要每隔6 s沖動一次,以檢查變速齒輪的到位情況。工作時采用調速電阻無極調速,由安裝在工作臺直流電機尾部的速度繼電器實現反饋。
1.2 CQ5280立式車床左右刀架控制原理
左右刀架電氣控制完全相同。快速移動由單獨的5.5 kW交流電機控制。進給運動由直流調速器控制直流電機和一、二檔電磁離合器自動完成。進給方向由4個電磁離合器控制。
1.3 CQ5280立式車床橫梁控制原理
橫梁的夾緊由左右兩個彈簧夾緊裝置完成,放松則由左右兩個電磁閥控制油路打開彈簧夾緊裝置完成。橫梁升降由接觸器控制電動機的正反轉實現。橫梁下降結束后有0.5 s的回升運動,用于消除絲杠間隙。
2 關鍵技術
2.1 CQ5280立式車床控制線路改造
首先,原立車控制線路采用繼電器控制形式,通過按鈕、選擇開關、限位開關、過流保護器、中間繼電器以及接觸器,經過復雜的連鎖接線實現控制執行機構(電磁閥、電磁鐵、電動機)運轉完成相應的動作。原控制線路刀架的控制比較煩瑣,刀架方向選擇需要代表4個方向的中間繼電器,相應的繼電器得電后控制對應的交流接觸器,接觸器控制各種作用的電磁離合器。4個方向需要相應的邏輯保護,線路極其復雜,故障排除難度極大。改造后省去了中間繼電器,外部連鎖信號、各種控制信號、限位連鎖信號接入PLC輸入端,PLC對各種輸入信號按照編寫的控制邏輯進行運算,并將運算結果通過PLC的輸出單元控制交流接觸器,接觸器控制相應的電磁離合器完成刀架4個方向的選擇控制。機床的機械機構、電機回路通過限位信號、保護信號把狀態返回給PLC,形成完整的控制鏈。機床控制工藝流程見圖1。

圖1 改造后的控制工藝流程
其次,原電磁離合器控制線路中沒有電磁能量釋放裝置,造成電磁離合器切換過程中出現剩磁,導致電磁離合器切換不流暢,轉換運轉方向遲緩。改造參照公司部分機床及外單位機床采用電阻電容能量釋放回路,增加一級中繼和能量釋放回路提高分斷能力控制。考慮電流較小,繼電器采用了施耐德的微型繼電器,使得接線更加簡單靈活。改造完成后大大減少了電磁離合器剩磁的出現,使電磁離合器的控制更加迅速流暢。
再次,原電動機等執行機構主回路保護采用螺旋式熔斷器和熱過流繼電器形式。改造后采用施耐德GV2系列電動機保護型斷路器取代熔斷器和熱繼電器為電動機等執行機構提供保護。該電動機保護型斷路器既能提高系統的可靠性,又能減少接線工作量和制做成本,大大提高了主回路的可靠性。
最后,原控制回路電壓為了線路的連鎖保護接線方便,采用交流380 V控制電壓。本次改造完成后采用直流24 V的控制電壓,將所有的中間繼電器、交流接觸器線圈控制電壓改為直流24 V。凡是操作者可能接觸的電壓均是24 V安全電壓,保護了操作者的人身安全,減少了觸電事故的發生。
2.2 刀架調速系統改造
左右刀架進給功能是立式車床的核心,直接決定該設備的加工精度。本次設備改造利用國產時光科技伺服系統IMS-GCT代替原有的直流調速系統。原直流調速系統是20世界80年代的KTC50抽屜式模擬量直流調速器。該控制器采用模擬量的控制形式,調速范圍窄,速度不穩定,加之已使用較長時間,故障率極高,排除故障困難,且委外維修費用極高。改用時光科技交流伺服系統后,使用該控制器專用的語言編寫電機控制程序簡單,同時實現了對電機位置、速度、加速度以及轉矩的高精度控制。刀架在連續工作狀態時可以實現大范圍調速,從而實現橫向的銑削功能。刀架在間歇工作狀態時可以實現準確進刀,精度可以達到5 μm以內[3]。刀架進刀量的設定方式也很靈活,可以操控臺點動電位器或懸掛手輪脈沖設定。增加的手脈功能大大降低工人的勞動強度,使進給定量調節更精確。刀架移動過程中可采用自動潤滑方式進行刀架潤滑。
在刀架控制方面,懸掛按鈕站上設有刀架工作方式、進給方向、進給檔位選擇開關及按鈕。當進入加工狀態時,將按鈕站上的選擇按鈕(間歇進給,快速,連續進給)按加工需要旋至相應位置。PLC接收信號后控制相應的接口高電平。當選擇進給檔位后,將按鈕站上的進給檔位按加工需要旋至相應位置。該刀架進給速度為1~4 000 mm·min-1,有伺服系統內部編程按進給范圍分為3檔。當進給方式和進給檔位均選擇后,按加工需要選擇按鈕站上的進給方向。當操作者已選擇所需方式(進給方式為連續進給,進給檔位為一檔,進給方向為水平)時,以上所有操作均通過PLC軟件程序控制相應的輸出端子高電平,按下進給開始按鈕,交流伺服系統控制交流伺服電機按照所選的方式工作。速度的調整由操控臺上的電位器執行,即逆時針旋轉電位器速度減小,順時針旋轉速度增加。改造后的刀架進給控制原理見圖2。

圖2 改造后的刀架控制系統
2.3 工作臺控制系統改造
在工作臺主軸控制方面,采用西門子6RA70 SIMOREG DC MASTER系列整流器替換原來的老V57調速系統。該調速器為全數字緊湊型整流器,輸入為三相電源,可向變速直流驅動的電樞和勵磁供電,額定電樞電流為15~2 200 A。直流調速器裝置具有檢測、保護、串行通信功能,四象限驅動器完全可逆,對電動機的速度、轉矩、正反向進行全面控制。直流電動機尾部安裝的速度繼電器給調速器一個反饋電流,調速器根據反饋電流判斷直流電機的轉速情況,必要時通過修正電樞電壓輸出來調節電機的轉速。主軸靜壓增加了三點油膜側厚裝置,電氣控制油膜最低與最高。當油膜為0.04 mm時發出報警,工作臺停止運轉;當油膜大于0.12 mm時也發出報警,報警由油膜檢測表輸出到PLC輸入端,PLC內部程序控制主軸電動機的停止。低報警是防止工作臺研傷,高報警是防止工作臺剛性降低[4]。
以工作臺正轉為例,工作臺的控制流程如下所述。先將旋鈕開關置于工作臺變速位置,選擇需要變到的檔位,按下主軸變速按鈕。PLC輸入端子接收到信號,內部程序按照事先編輯的邏輯程序輸出到相應的電磁閥。電磁閥控制相應的油路通斷推動變速齒輪動作。當變速齒輪到位后,變速到位限開關壓實并傳遞信號至PLC,至此工作臺變速結束。將旋鈕置于工作臺工作位置并按下工作臺正轉按鈕,PLC輸入端高電平,通過PLC軟件程序控制直流調速裝置端子高電平,工作臺將按照給定的數值開始運轉。主軸正轉、反轉在PLC軟件控制程序中除了設有自鎖控制外,還設有互鎖控制,增添了安全互鎖措施。需要注意,工作臺沒啟動工作前禁止刀架進給。改造后工作臺控制系統見圖3。

圖3 改造后的工作臺控制系統
2.4 橫梁升降控制系統改進
原機床橫梁控制系統為交流接觸器控制,橫梁升降啟動力矩大,運行不平穩。本次橫梁升降采用國產WJR-30-BD軟啟動拖動,以減少橫梁電機在啟動瞬間對電網的波動,同時保證橫梁能平穩啟動。橫梁剎緊原4個反饋限位串聯,改造后由PLC控制,有利于快速排除故障,同時增添了安全措施橫梁,在未剎緊的情況下不允許工作臺工作轉動。
對于橫梁升降,按下橫梁升降按鈕后,PLC輸入端子高電平,內部程序控制橫梁夾緊釋放,電磁閥得電。當4個橫梁放松到位限位被壓合即橫梁放松到位時,PLC橫梁升降輸出端子高電平給軟啟動器啟動信號,軟啟動器閉合主回路接觸器橫梁升降電機實現橫梁的升降運轉。橫梁的潤滑增加了自動潤滑系統,當橫梁移動時橫梁潤滑電磁閥得電,油路潤滑立柱導軌和橫梁移動絲桿,橫梁潤滑跟隨橫梁移動自動潤滑。改造后橫梁升降控制系統見圖4。
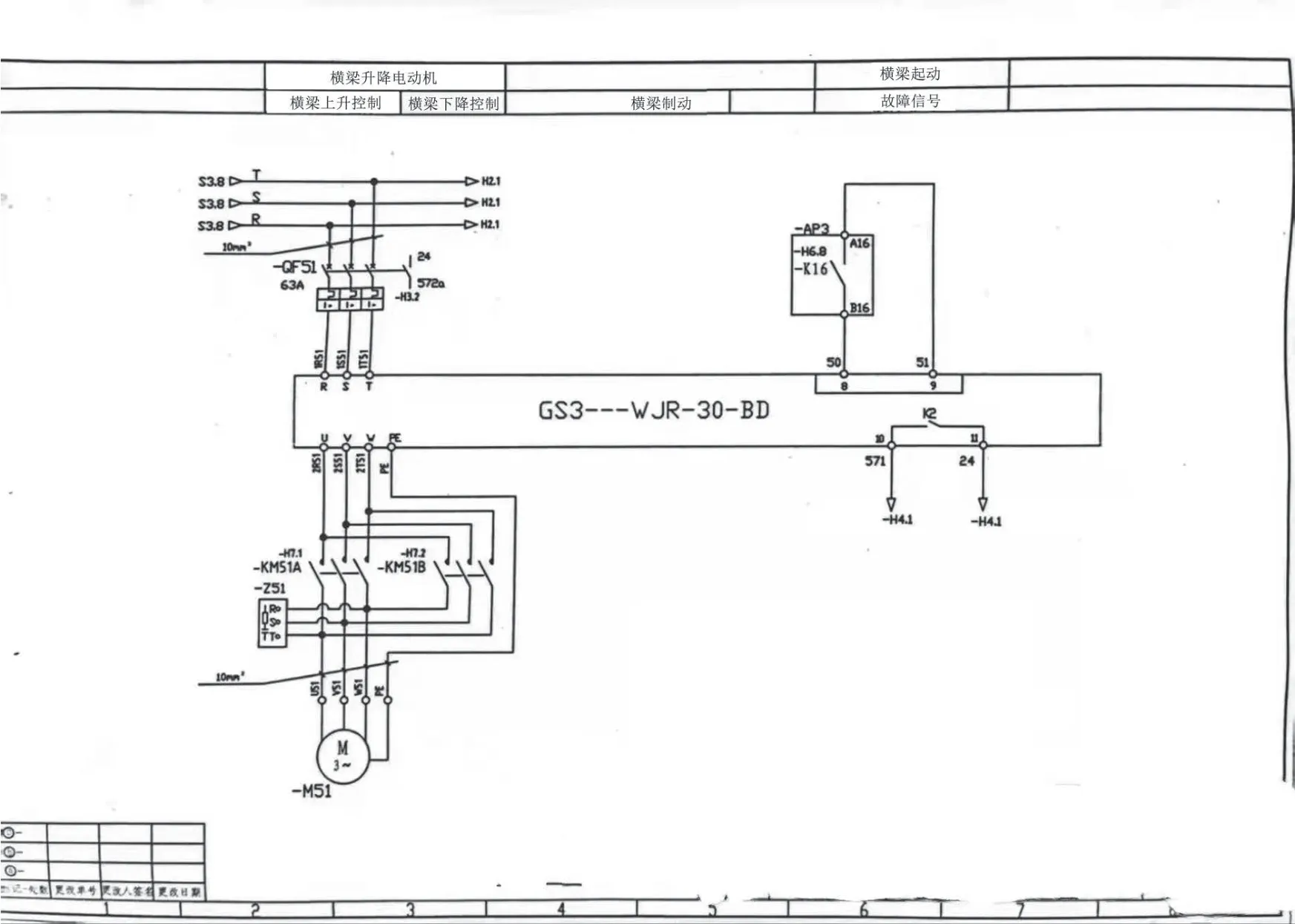
圖4 改造后橫梁升降控制系統
2.5 其他功能改造
這主要是指增加了左右刀架數顯功能。原立車刀架左右、上下進給需要通過觀察機床上機械的進給輪盤來判斷進給量的大小,精確度不高。改造利用日本西科磁柵尺和數顯系統搭配形成了完整的數顯系統。因為該立式車床結構形式受限,沒有適合光刪尺安裝的基準面,所以選用了西科的磁柵尺而沒選用精度更高的光柵尺。磁柵尺利用與錄音技術相似的方法,通過錄磁頭在磁性尺(或盤)上錄制出間隔嚴格相等的磁波,這一過程稱為錄磁。已錄制好磁波的磁性尺被稱為磁柵尺。磁柵尺上相鄰柵波的間隔距離稱為磁柵的波長,又稱為磁柵的節距(柵距)。刀架的移動帶動磁柵尺節距的增加或者減少,通過對應的數顯轉換模塊抓換為數字,顯示在數顯表的液晶屏上。
3 CQ5280型立式車床控制系統軟件和硬件設計
3.1 PLC硬件的選擇
CQ5280型立式車床控制系統由于輸入輸出信號點數不多,采用西門子S7-200 CPU226系列主機外加兩塊EM223輸入輸出模塊,PLC和觸摸屏采用網絡網際互連協議(Internet Protocol,IP)通信。該小型PLC運行比較穩定,結構緊湊,編程簡單方便,價格低廉,很適合老舊機床的電氣改造項目。立式車床的所有輸入、輸出、連鎖保護控制參量通過硬接線接入PLC控制系統。用戶通過編寫PLC程序,處理進入PLC的工程量數據,轉化數據類型。立式車床各個控制執行原件按控制邏輯運行。控制系統的硬件結構如圖5所示。
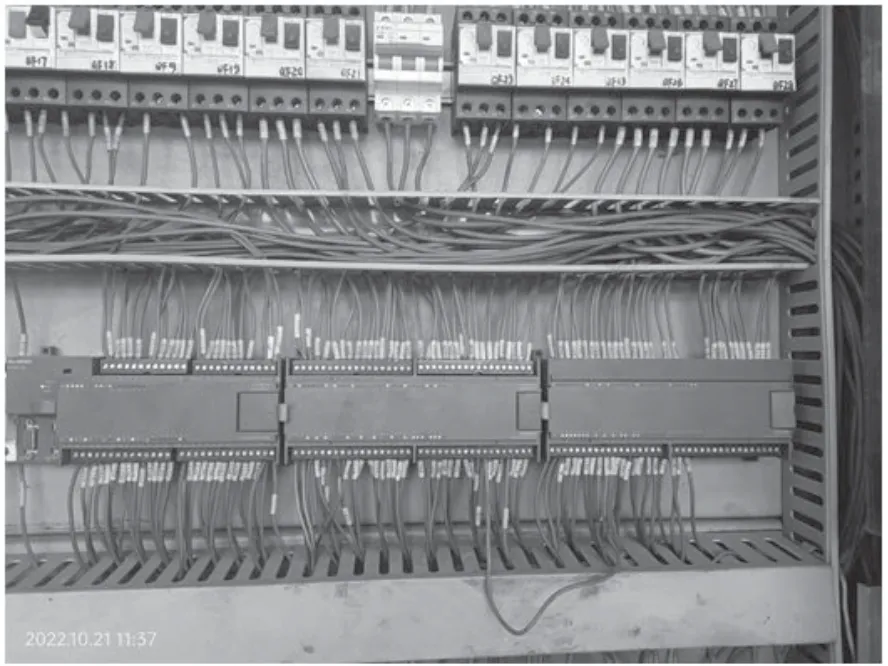
圖5 改造后PLC現場應用圖
3.3 觸摸屏選型
該立式車床的電氣控制組成部分不多,需要觸摸屏顯示的界面只有4個,所以采用西門子700IE V4 7寸系列。該觸摸屏通過和S7200 PLC的連接,實時監控立式車床的運行狀態和運行參數。當出現故障時,故障信息會顯示在觸摸屏上,方便操作人員診斷設備故障,同時可以通過編制虛擬按鍵實現立式車床所有的開啟和停止。
3.4 軟件部分
利用西門子S200編程軟件Step7V3.1和西門子觸摸屏編程軟件wincc flexible 2008sp4,根據立式車床的工作臺、橫梁、左右刀架、油站以及限位連鎖等其他檢測信號,通過邏輯運算關系編制PLC控制程序和觸摸屏控制程序。
4 結語
CQ5280立車改造后有效簡化了外部控制回路,新的直流調速系統和交流流調速系統性能可靠,實現了設備的平穩運行,且改造費用低廉。該設計采用直流24 V電壓作為控制電壓,提高了操作者的安全系數。PLC內部軟繼電器代替了大量的中間硬繼電器,簡化了外部控制回路,消除了眾多節點。由于PLC采用軟件編制程序完成控制任務,可用觸摸屏實現在線監測。PLC程序運行的可視化大大縮短了工人故障排查時間,降低了故障停機率。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
奧秘(創新大賽)(2019年12期)2019-11-29 18:26:17
模具制造(2019年7期)2019-09-25 07:30:00
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
商業評論(2014年9期)2015-02-28 04:32:41
中學語文(2013年35期)2013-11-14 03:29:12
移動一族(2008年9期)2008-12-31 00:00:00
看世界(2004年9期)2004-04-29 00:00:00