某核電廠循環(huán)水管道犧牲陽極脫落原因及改進(jìn)建議
2023-01-10 11:25:30葛煉偉岳騰宵黃其州李海能
腐蝕與防護(hù) 2022年6期
薛 翔 ,葛煉偉 ,章 強(qiáng) ,岳騰宵 ,黃其州 ,李海能
(1.海南核電有限公司,昌江 572700;2.中核核電運(yùn)行管理有限公司,海鹽 314300;3.中核武漢核電運(yùn)行技術(shù)股份有限公司,武漢 430223)
核電廠循環(huán)水系統(tǒng)(CRF)的主要作用是將二回路系統(tǒng)設(shè)備做功后的蒸汽余熱及常規(guī)島設(shè)備運(yùn)行產(chǎn)生的熱量排出至最終熱阱[1-2]。循環(huán)水管道內(nèi)部介質(zhì)為持續(xù)流動(dòng)的海水,管道內(nèi)壁采用涂層和犧牲陽極進(jìn)行防腐蝕。
某核電廠循環(huán)水管道安裝于汽機(jī)房內(nèi),管內(nèi)介質(zhì)為海水,設(shè)計(jì)流速為2.5 m/s,設(shè)計(jì)最高溫度為45 ℃,循環(huán)水管道材料為10CrMoAl低合金鋼,規(guī)格為φ1 820×12 mm,內(nèi)壁涂裝KGA 系列高性能環(huán)氧涂層。在歷次大修檢查過程中發(fā)現(xiàn),服役15個(gè)月后,循環(huán)水管道內(nèi)犧牲陽極存在整體脫落、局部脫落、非均勻溶解和鐵腳斷裂等問題,凝汽器入口側(cè)循環(huán)水管道彎管處6塊犧牲陽極中的5塊發(fā)生整體脫落,其中1塊犧牲陽極在海水裹挾作用下進(jìn)入凝汽器水室,造成該水室鈦管及鈦板密封焊縫出現(xiàn)多處機(jī)械損傷缺陷。該循環(huán)水管道的設(shè)計(jì)使用壽命為15 a,實(shí)際使用壽命不足3 a,在長期循環(huán)工況條件下,循環(huán)水管道可能因犧牲陽極失效而發(fā)生腐蝕減薄或泄漏,從而影響海水冷源系統(tǒng)的可靠運(yùn)行,甚至導(dǎo)致熱阱失效而引發(fā)機(jī)組降功率[1-2]。
本工作通過一系列的理化檢驗(yàn),分析了鋁合金犧牲陽極過早脫落的原因,并提出相應(yīng)的改進(jìn)建議。
1 理化檢驗(yàn)
1.1 宏觀觀察
如圖1所示,犧牲陽極塊從鐵芯結(jié)合位置整體剝離,迎流面位置受海水沖刷,導(dǎo)致犧牲陽極溶解速率增大,犧牲陽極呈紡錘狀,陽極底部存在尺寸為130 mm×30×25 mm 的孔洞。
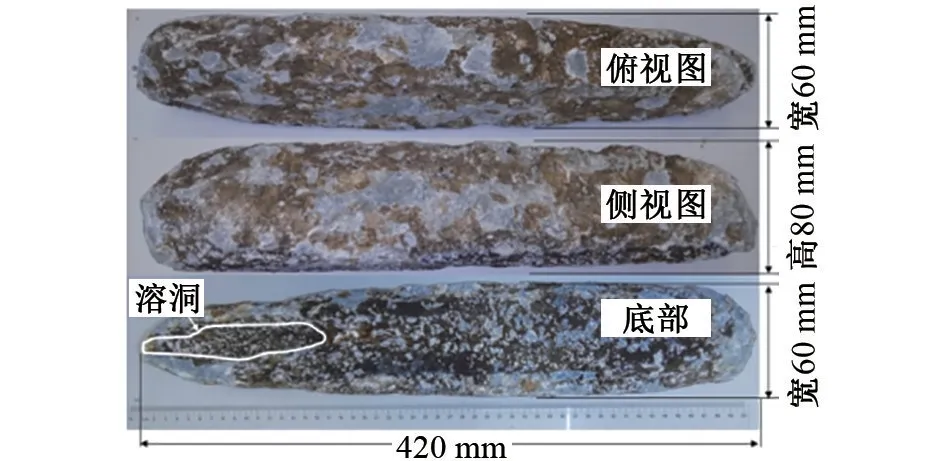
圖1 脫落犧牲陽極的宏觀形貌Fig.1 Macro morphology of fallen sacrificial anode
1.2 化學(xué)成分分析
對現(xiàn)場取回的6塊脫落犧牲陽極和1塊同批次生產(chǎn)的犧牲陽極備用件進(jìn)行化學(xué)成分分析,犧牲陽極備用件編號(hào)為5號(hào),其余脫落的犧牲陽極分別編號(hào)為1號(hào)~4號(hào)和6號(hào)~7號(hào)。
采用機(jī)加工的方式在7塊犧牲陽極的兩端和中部分別取樣,參考GB/T 20975.25-2008 《鋁及鋁合金化學(xué)分析法 第25部分:電感耦合等離子體原子發(fā)射光譜法》標(biāo)準(zhǔn),采用ICP-OES型電感耦合等離子光譜儀分析其化學(xué)成分,結(jié)果見表1。除5號(hào)犧牲陽極中鋅元素含量大于標(biāo)準(zhǔn)值外,其余犧牲陽極的各元素含量均符合GB/T 4948-2002《鋁-鋅-鋅系合金犧牲陽極》標(biāo)準(zhǔn)中的技術(shù)要求,1號(hào)~7號(hào)犧牲陽極中銦元素含量接近標(biāo)準(zhǔn)規(guī)定的下限值。
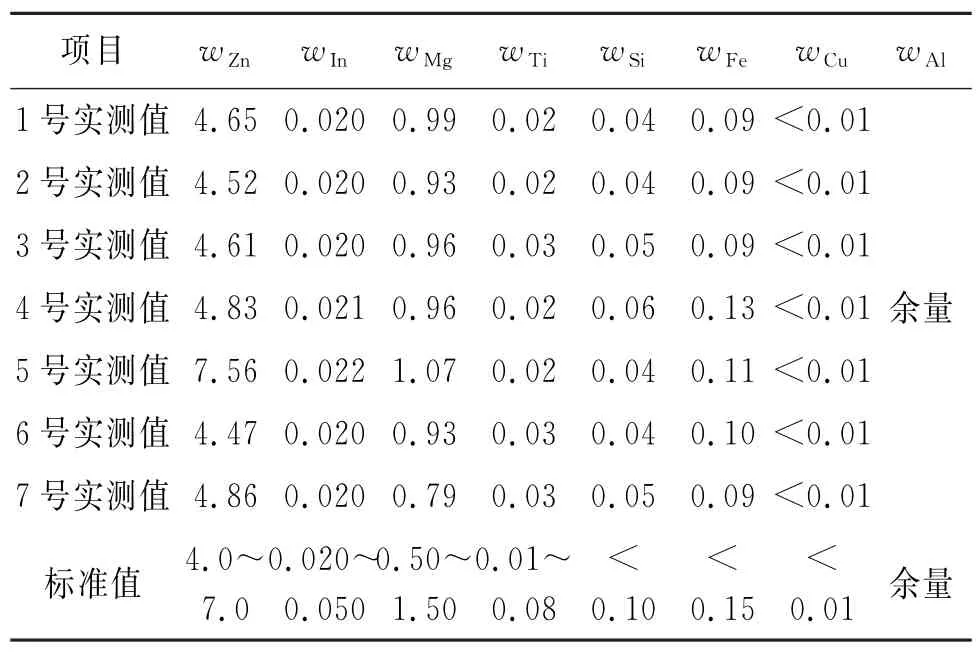
表1 7塊犧牲陽極的化學(xué)成分Tab.1 Chemical composition of seven sacrificial anodes
1.3 電化學(xué)性能測試
在1 號(hào)~7 號(hào)犧牲陽極的兩端和中部分別取樣,加工成尺寸為φ16×48 mm 的試樣。依據(jù)GB/T 17848-1999 《犧牲陽極電化學(xué)性能試驗(yàn)方法》中推薦的加速試驗(yàn)法,分別對犧牲陽極的開路電位、工作電位、實(shí)際電容量、電流效率和消耗率等電化學(xué)參數(shù)進(jìn)行測試,并對試驗(yàn)后犧牲陽極試樣的溶解狀態(tài)進(jìn)行分析和評(píng)價(jià),試驗(yàn)介質(zhì)為潔凈的天然海水。
1.3.1 電化學(xué)參數(shù)
由表2可見:1號(hào)~7號(hào)犧牲陽極的工作電位均不符合GB/T 4948-2002標(biāo)準(zhǔn)中對犧牲陽極工作電位的技術(shù)要求;2號(hào)、4號(hào)和7號(hào)犧牲陽極的開路電位均正于標(biāo)準(zhǔn)值;1號(hào)、2號(hào)、3號(hào)和5號(hào)犧牲陽極均存在實(shí)際電容量偏低、電流效率偏低和陽極消耗率偏高等問題。
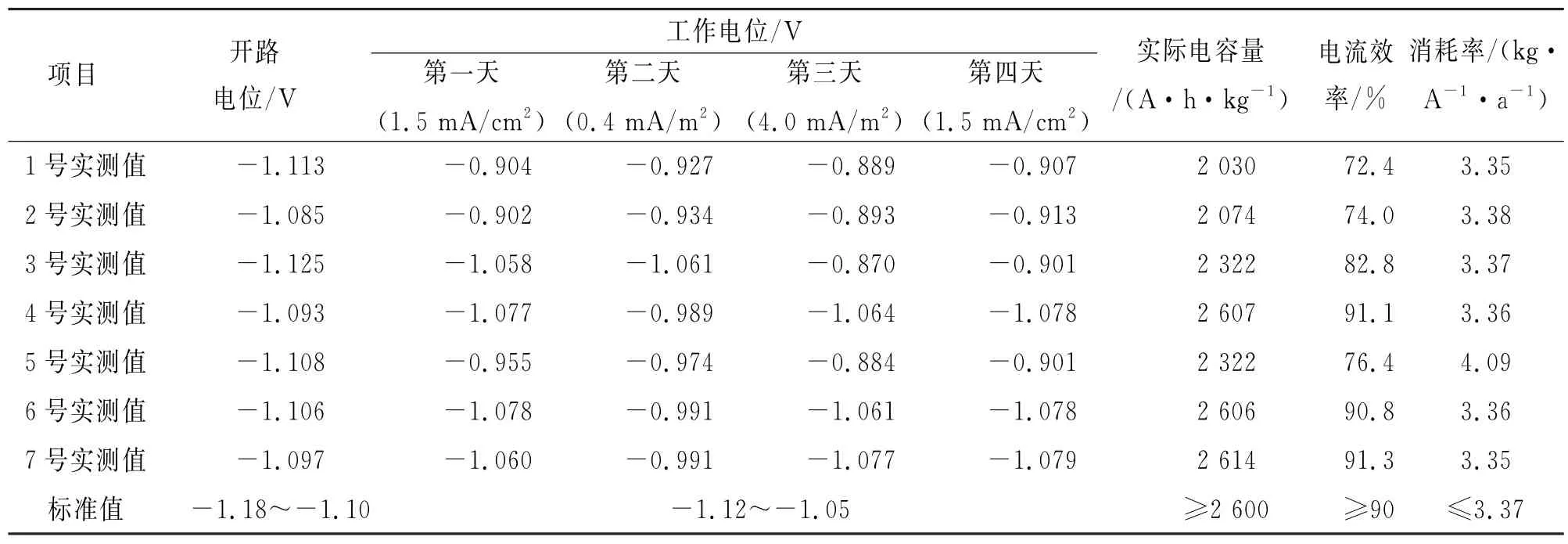
表2 7塊犧牲陽極的電化學(xué)參數(shù)Tab.2 Electrochemical parameters of seven sacrificial anodes
1.3.2 溶解狀態(tài)
由圖2可見,電化學(xué)性能測試后,1 號(hào)、2 號(hào)、4號(hào)和5號(hào)犧牲陽極表面局部腐蝕嚴(yán)重,其表面腐蝕產(chǎn)物容易脫落,表面溶解不均勻,其表面溶解狀態(tài)均不符合GB/T 4948-2002標(biāo)準(zhǔn)要求。3號(hào)、6號(hào)和7號(hào)犧牲陽極表面腐蝕產(chǎn)物容易脫落,表面溶解均勻,其表面溶解狀態(tài)均符合GB/T 4948-2002 標(biāo)準(zhǔn)要求。
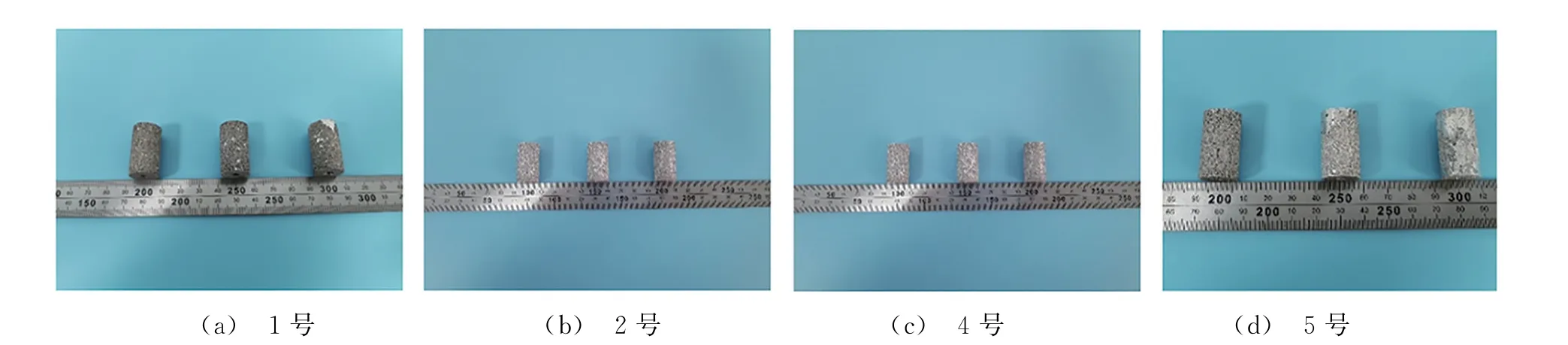
圖2 1號(hào)、2號(hào)、4號(hào)和5號(hào)犧牲陽極在電化學(xué)性能試驗(yàn)后的溶解狀態(tài)Fig.2 Dissolution states of 1# (a),2# (b),4# (c) and 5# (d) sacrificial anodes after electrochemical performance test
1.4 鑄造質(zhì)量
將7塊犧牲陽極在長度1/2,1/4和3/4位置處沿橫向切開,進(jìn)行陽極內(nèi)部鑄造縮孔缺陷檢查。
由圖3可見,1號(hào)~7號(hào)犧牲陽極鐵芯上側(cè)均存在大尺寸的鑄造縮孔,鑄造縮孔的位置均在鐵腳與上部陽極體之間,部分鑄造縮孔內(nèi)聚集了白色腐蝕產(chǎn)物,其成分主要為Al2O3,表明在犧牲陽極服役過程中,海水通過鐵芯與陽極體之間的縫隙滲透到犧牲陽極的鑄造縮孔中,陽極體與鐵腳之間發(fā)生電偶腐蝕。
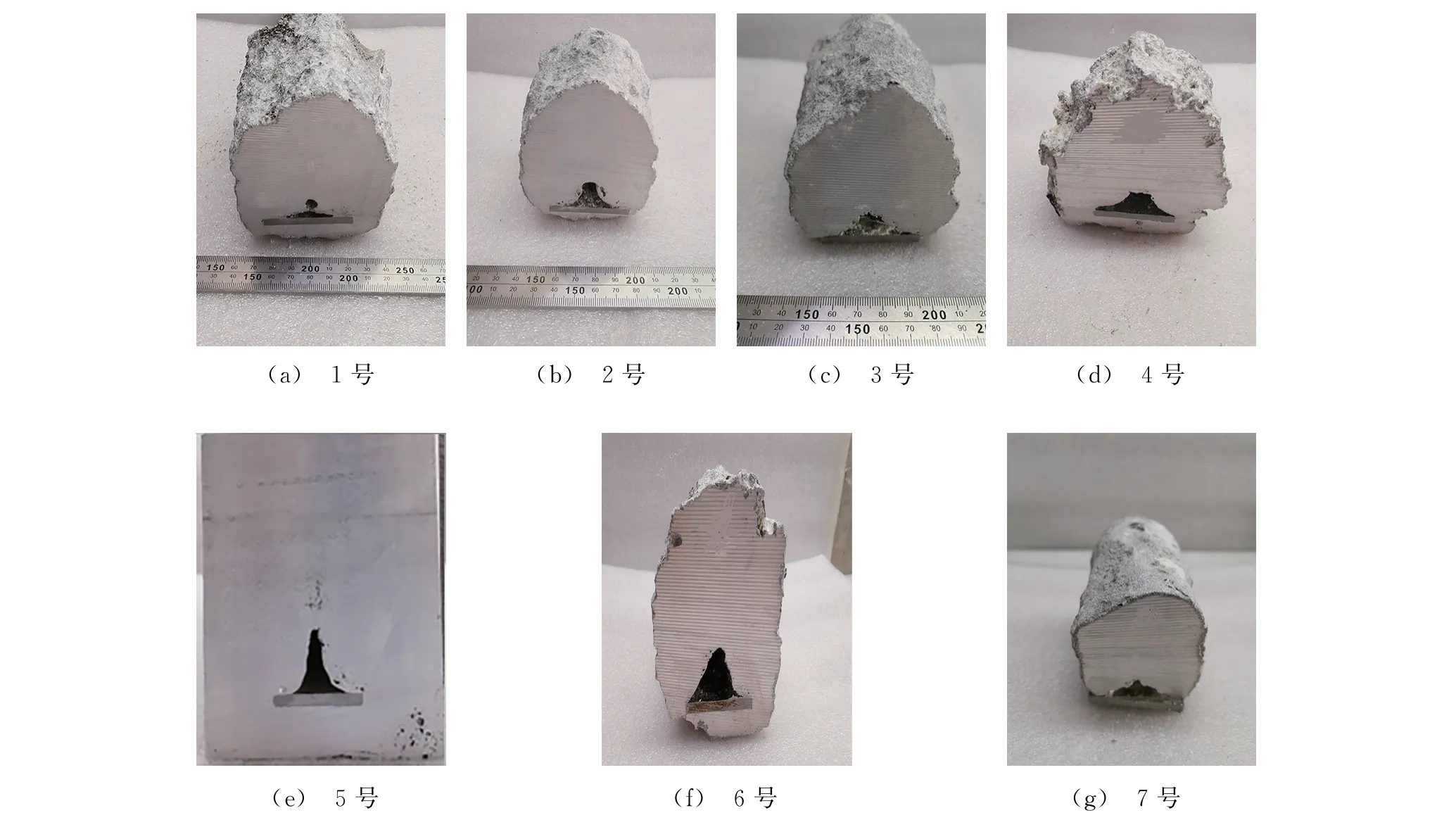
圖3 7塊犧牲陽極內(nèi)部縮孔的宏觀形貌Fig.3 Macro morphology of internal shrinkage holes of seven sacrificial anodes
GB/T 4948-2002 標(biāo)準(zhǔn)中對鑄造縮孔的規(guī)定為犧牲陽極工作面允許有鑄造縮孔,但其深度不得超過犧牲陽極厚度的10%,最大深度不得超出10 mm。解體的7塊犧牲陽極鑄造縮孔的深度均超過10 mm,其中,5號(hào)犧牲陽極最大一處縮孔的尺寸為145 mm×129 mm×32 mm,7塊犧牲陽極的鑄造質(zhì)量均不符合標(biāo)準(zhǔn)要求。
1.5 安裝方式
依據(jù)GB/T 16166-2013《濱海電廠海水冷卻水系統(tǒng)犧牲陽極陰極保護(hù)》標(biāo)準(zhǔn)及循環(huán)水管道內(nèi)壁陰極保護(hù)技術(shù)規(guī)范書要求,循環(huán)水管道內(nèi)部犧牲陽極應(yīng)采用緊貼式安裝方式,即犧牲陽極背面應(yīng)緊貼管道內(nèi)壁,鐵腳應(yīng)直接焊接在被保護(hù)管道上。經(jīng)現(xiàn)場檢查發(fā)現(xiàn),鋁合金犧牲陽極采用陽極鐵腳焊接在U 型槽鋼上,陽極背面與管道之間存在5~20 mm的間隙,如圖4所示。
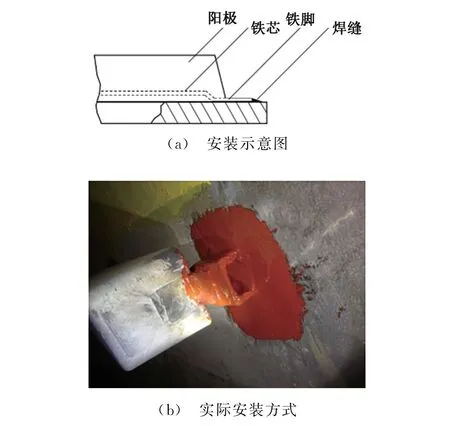
圖4 犧牲陽極安裝示意圖及實(shí)際安裝方式Fig.4 Installation schematic diagram (a) and actual installation method (b) of sacrificial anode
1.6 背面涂層厚度
循環(huán)水管道內(nèi)壁陰極保護(hù)技術(shù)規(guī)范書中要求犧牲陽極安裝前,應(yīng)在犧牲陽極背面(管壁接觸面)涂兩層防腐蝕漆,材料為環(huán)氧煤瀝青防海洋生物涂料。依據(jù)GB/T 13452.2-2008 《色漆和清漆 漆膜厚度的測定》標(biāo)準(zhǔn),在5號(hào)犧牲陽極背面涂層上選取10個(gè)位置進(jìn)行厚度測量,測試結(jié)果如表3所示。5號(hào)犧牲陽極涂層干膜平均厚度為91.8 μm,5號(hào)犧牲陽極(備用件)在安裝前未重新涂裝,因此,5號(hào)犧牲陽極背面涂層不符合GB/T 16166-2013標(biāo)準(zhǔn)要求(干膜厚度不小于100 μm)。

表3 5號(hào)犧牲陽極背面涂層干膜厚度Tab.3 Dry film thickness of backside coating of sacrificial anode 5#
2 分析與討論
2.1 銦及鈦元素的影響
測試結(jié)果表明,除5號(hào)犧牲陽極外,其余犧牲陽極的化學(xué)成分均符合GB/T 4948-2002標(biāo)準(zhǔn)對鋁、鋅、銦、鎂和鈦等元素含量的技術(shù)要求,7塊犧牲陽極中銦元素含量均接近標(biāo)準(zhǔn)規(guī)定的下限值。銦作為重要的合金元素,可使?fàn)奚枠O的腐蝕電位更負(fù),電流密度增大,并且能抑制犧牲陽極表面氧化膜的形成,減少氧化膜破裂導(dǎo)致犧牲陽極發(fā)生的質(zhì)量損失[3],使?fàn)奚枠O孔蝕速率減小,表面腐蝕趨于均勻[4-7]。推測銦元素含量較低可能會(huì)導(dǎo)致循環(huán)水管道內(nèi)犧牲陽極普遍存在溶解不均勻和局部脫落的問題[8]。翁松干等[9]研究表明,鈦元素可以顯著提升犧牲陽極的電流效率。7塊犧牲陽極中的鈦元素含量均接近標(biāo)準(zhǔn)規(guī)定的下限值,這是造成犧牲陽極電流效率偏低的重要原因。
由圖5可見,在循環(huán)水管道下游的凝汽器水室中發(fā)現(xiàn)了犧牲陽極碎塊,表明犧牲陽極在服役過程中曾發(fā)生不均勻溶解甚至出現(xiàn)成塊脫落,這與犧牲陽極電化學(xué)性能測試結(jié)果相一致。
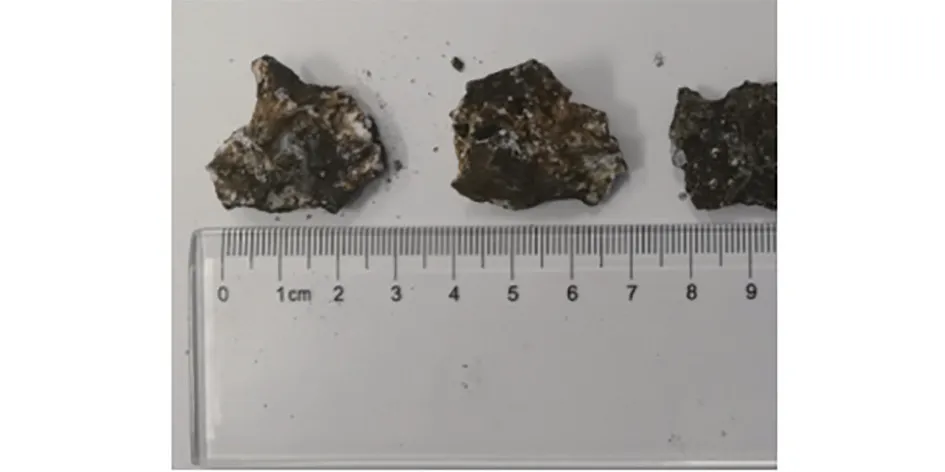
圖5 凝汽器水室內(nèi)犧牲陽極碎塊Fig.5 Sacrificial anode fragments in condenser chamber
2.2 鑄造質(zhì)量的影響
在犧牲陽極澆鑄過程中,應(yīng)對犧牲陽極鐵芯進(jìn)行預(yù)熱,若鐵芯預(yù)熱溫度控制不當(dāng),鐵芯上方會(huì)形成孔穴或縮孔,如圖6所示。在犧牲陽極服役過程中,海水經(jīng)鐵腳與陽極體之間的縫隙滲透到鑄造縮孔內(nèi),導(dǎo)致陽極體與鐵芯之間產(chǎn)生電偶腐蝕,并在縮孔內(nèi)產(chǎn)生白色Al2O3腐蝕產(chǎn)物。陽極體與鐵芯之間逐漸形成腐蝕通道,犧牲陽極體與鐵芯之間的結(jié)合力逐漸減弱,在海水沖刷作用下,犧牲陽極發(fā)生整體脫落。未脫落的犧牲陽極鑄造縮孔內(nèi)的腐蝕產(chǎn)物驗(yàn)證了上述過程,鐵芯安裝在犧牲陽極底部,加速了犧牲陽極的脫落過程。
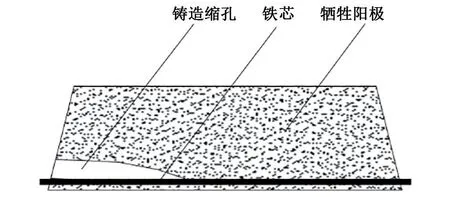
圖6 犧牲陽極鑄造縮孔位置示意Fig.6 Schematic diagram of casting shrinkage cavity position in sacrificial anode
2.3 安裝方式及海水沖刷的影響
犧牲陽極與循環(huán)水管道之間存在5~20 mm 的安裝間隙,不符合GB/T 16166-2013標(biāo)準(zhǔn)對犧牲陽極緊貼式安裝的要求。犧牲陽極底部與被保護(hù)管道之間存在流動(dòng)的海水,犧牲陽極底部涂層易在海水沖刷作用下發(fā)生脫落,從而加速犧牲陽極底部的消耗溶解。采用ANSYS軟件模擬不同安裝間隙條件下海水流速對犧牲陽極的沖刷作用。如圖7 所示,隨著安裝間隙的逐漸增大,海水流速逐漸增大,沖刷作用逐漸增強(qiáng),對涂層的破壞作用也隨之增強(qiáng)。
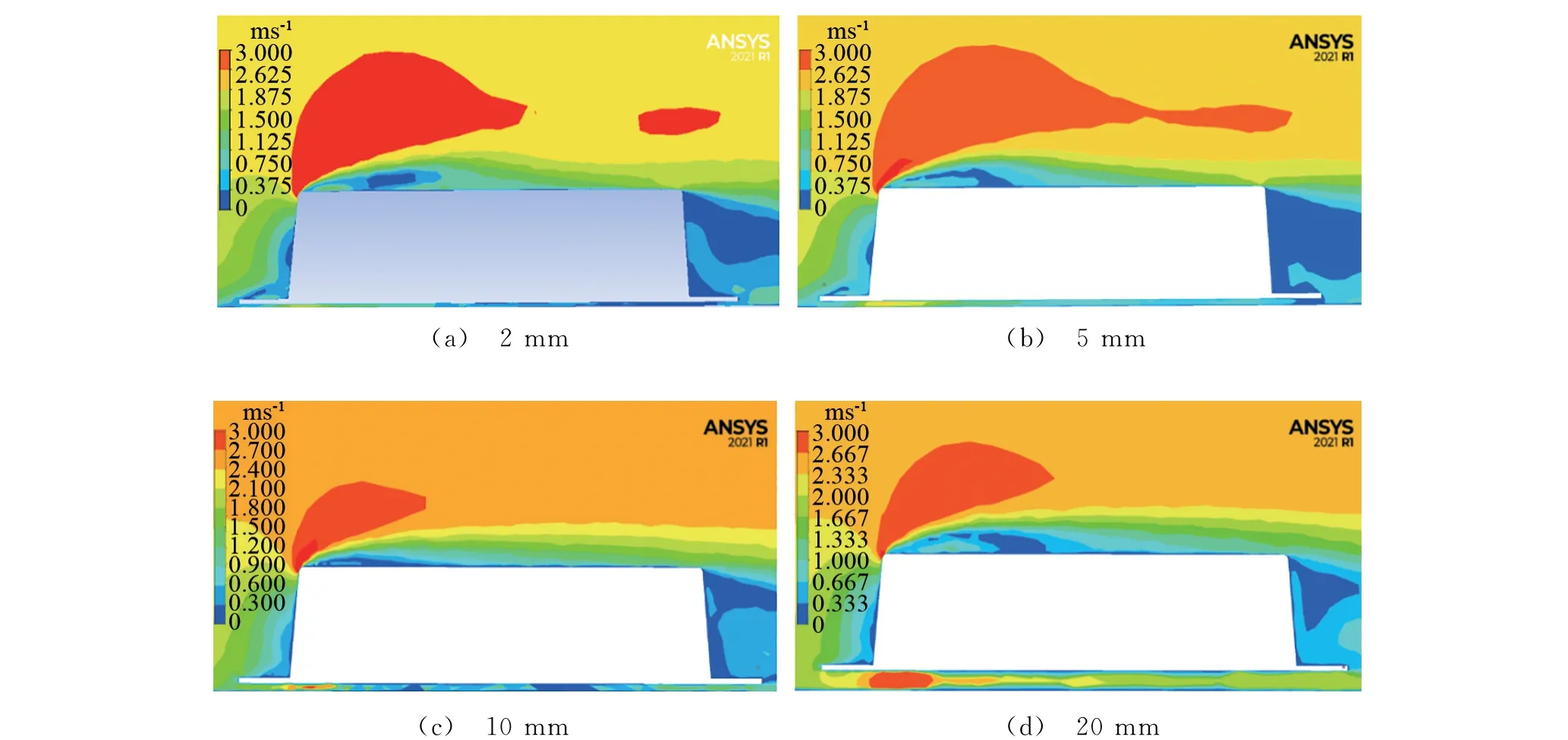
圖7 不同安裝間隙條件下犧牲陽極背面的海水流速云圖Fig.7 Seawater velocity nephogram at the back of sacrificial anode under different installation clearance conditions
2.4 陽極背面涂層厚度不足的影響
犧牲陽極底部需涂刷干膜厚度不小于100 μm的環(huán)氧涂層,以減輕犧牲陽極溶解消耗的端部效應(yīng),較薄的涂層在海水沖刷作用下易發(fā)生脫落,裸露的犧牲陽極體在海水沖刷及腐蝕雙重作用下,底部開始加速溶解,而鐵芯距犧牲陽極底部僅有10 mm,一旦底部犧牲陽極消耗露出鐵芯,犧牲陽極體將失去鐵芯支撐而發(fā)生脫落。
3 結(jié)論及改進(jìn)建議
(1) 犧牲陽極中銦元素含量較低,導(dǎo)致其溶解不均勻。犧牲陽極背部涂層厚度不足,且犧牲陽極與管道內(nèi)壁之間的安裝間隙過大,在海水沖刷作用下,加速了底部涂層的破損及犧牲陽極體的溶解,導(dǎo)致犧牲陽極發(fā)生脫落。犧牲陽極內(nèi)部存在鑄造縮孔缺陷,縮孔內(nèi)有海水滲入,鐵芯與犧牲陽極之間的電偶腐蝕也加速了犧牲陽極的脫落。
(2) 建議嚴(yán)格控制犧牲陽極鑄造工藝、鑄造質(zhì)量及化學(xué)成分,在安裝前委托第三方進(jìn)行抽檢。建議調(diào)整犧牲陽極鐵芯至陽極體的中間位置,在鑄造過程中,對鐵芯進(jìn)行預(yù)熱并控制預(yù)熱溫度。在犧牲陽極背面及四周涂刷干膜厚度大于100 μm 且耐海水沖刷的防腐蝕涂層。犧牲陽極采用緊貼式安裝方式,減小犧牲陽極背面與被保護(hù)管道之間的間隙。
