伸縮式圓孔氣囊拋光頭的研究
2023-01-10 01:43:52王新海馬瑾張永軍
機械制造與自動化 2022年6期
王新海,馬瑾,張永軍
(陜西國防工業職業技術學院 智能制造學院,陜西 西安 710300)
0 引言
近年來,隨著現代光學、慣性約束聚變和集成電路等領域的快速發展,高精度光學系統的應用越來越廣泛[1-2]。作為光學系統中關鍵零件的光學元件,要求其具有更高的表面質量、加工精度和晶格結構。拋光是實現高質量光學元件表面的主要手段[3],它是集機械、物理、材料和化學等多學科融合的一種加工方法。其中,廣泛采用的傳統古典法拋光對操作人員依賴性強、影響工藝因素多。氣囊拋光具有工藝參數可控性好、材料去除性相對均勻和易于加工復雜型面等優點[4],受到國內外學者的關注。氣囊拋光技術是利用一個充氣球冠拋光頭與光學元件表面相接觸,當產生相對運動時,夾持在兩者之間的拋光液實現對光學元件表面材料的去除、拋光。
目前,倫敦光學試驗室[5]設計研發了IRP系列氣囊拋光機床并進行了商業化應用,利用該設備對BK7材料進行了拋光壓力、拋光路徑等工藝參數的研究,工件表面粗糙度值可達到0.5 nm。國內浙江大學計時鳴等[6]設計了機器人氣囊拋光樣機,進行了工藝參數對表面粗糙度的影響試驗。廈門大學潘日等[7]研發了數控氣囊拋光機床,分析了材料去除函數和去除率,并且針對磨頭磨損現象提出了修正方案。哈爾濱工業大學高波[8]制作了實驗樣機,對BK7工件材料的光學零件進行拋光,工件表面粗糙度Ra可達1.249 nm。然而,除國外有少量商業化氣囊拋光機外,國內科研院所的氣囊拋光技術大多尚處于試驗摸索階段,特別是針對圓孔氣囊拋光技術的研究還較少報道。
1 橢圓體氣囊拋光頭現狀
圓孔是零件常見和常用的特征,按照作用與用途,可分為工藝孔、裝配孔和定位孔等。由于光學元件一般是硬脆性材料,相比于傳統機械零件上孔的加工工藝,圓孔光學元件作為光通道或激光發生器的重要組成部分,對孔的拋光加工精度有著更高要求。氣囊拋光頭作為氣囊拋光技術的核心部件,對光學元件的高質量表面拋光起著關鍵作用,因此,圓孔氣囊拋光頭的合理設計是實現圓孔光學元件高質量拋光的基礎。橢圓體氣囊拋光頭的氣囊外形是一個橢圓體,拋光圓孔運動方式示意圖如圖1所示,橢圓體氣囊固定在拋光桿上,拋光桿的旋轉運動是主運動,拋光桿的上下往返運動為進給運動,橢圓體氣囊的外表面與玻璃圓孔內表面接觸并相互擠壓,當拋光桿旋轉并上下往返運動時,將拋光液加入橢圓體氣囊與圓孔之間,實現對圓孔表面的拋光。在橢圓體氣囊外觀尺寸、壓強一定的情況下,不同孔徑的圓孔光學元件需要設計加工出不同規格的橢圓體氣囊,此類氣囊拋光圓孔光學元件具有局限性。因此,設計一種新型圓孔氣囊拋光頭,實現不同孔徑圓孔光學元件的拋光具有較高的研究價值和應用意義。

1—拋光桿;2—氣囊;3—玻璃圓孔。
2 理論分析
為了實現不同孔徑圓孔光學元件的高精度拋光,需要對橢圓體氣囊拋光頭進行分析,設計出合理的伸縮式圓孔氣囊拋光頭。從圖1可以發現橢圓體氣囊拋光頭為回轉體,橢圓體氣囊剖面的簡化示意圖如圖2所示。當△ABC繞AC所在的軸線旋轉時,B點可實現與圓孔表面的接觸。其中,△ABC為等腰三角形,BO為AC的垂線。假設橢圓體拋光頭可拋光圓孔的直徑為d,BO=r,AB=BC=l,從等腰三角形的幾何關系可得
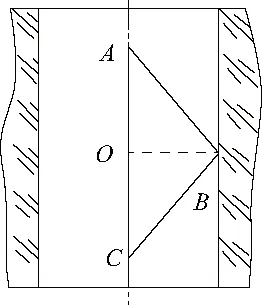
圖2 圓孔氣囊拋光范圍分析示意圖
d=2lsin∠OAB
(1)
由式(1)可知,l不變的情況下,∠OAB越小,則d越小;反之,∠OAB越大,d就越大,d的理論數值范圍為0~1。換言之,如果∠OAB的角度大小能夠實現改變,橢圓體氣囊拋光頭即可適用于不同孔徑圓孔光學元件的拋光。結合氣囊拋光技術和橢圓體氣囊拋光頭的實際情況,拋光頭的最外層為拋光布,拋光過程中,拋光布與圓孔光學元件的表面相接觸。如果l不變,即拋光布在剖面內的曲線長度不變,通過合理的機械結構改變拋光布與旋轉軸的夾角,即可實現伸縮式氣囊拋光頭的結構設計。
3 伸縮式拋光頭結構
伸縮式氣囊拋光頭是利用氣囊表面的拋光布對圓孔類光學元件表面進行拋光,在一定直徑范圍內,可根據孔徑大小進行不同尺寸氣囊拋光頭的調整選擇,從而適應不同圓孔類光學元件內孔表面的高質量。根據前面的理論分析和介紹,經過大量的研究與實踐,本文設計的伸縮式氣囊拋光頭的結構如圖3所示,主要由固定模塊、滑動模塊和氣室模塊等3部分組成。固定模塊包括螺母、下壓圈和拋光桿等零件,其功能主要是固定下端的密封膜和拋光布。其中,拋光桿下端設置有圓餅狀凸臺和外螺紋,外螺紋在圓餅狀凸臺的下端,并且延伸至拋光桿的最底端,下壓圈的內孔直徑大于拋光桿的直徑,下壓圈的外圈直徑小于拋光桿下端圓餅凸臺的直徑,利用螺母將密封膜和拋光布壓緊在圓餅凸臺的下端面。滑動模塊包括圓柱滑塊、上壓圈、壓緊螺母、密封圈和鎖緊螺母等零件,其主要用于實現上端密封膜和拋光布的伸縮移動和固定作用,圓柱滑塊上端設置有圓錐形內孔,其底端設置有圓餅狀凸臺,圓柱滑塊圓柱表面設置有外螺紋,上壓圈的內孔直徑大于圓柱滑塊的外螺紋直徑,上壓圈的外圈直徑小于圓柱滑塊下端的圓餅凸臺直徑,使用壓緊螺母將密封膜和拋光布壓緊并固定圓柱滑塊圓餅凸臺的上端面,彈簧夾頭的內孔與拋光桿的直徑相一致,彈簧夾頭的外圓錐面與圓柱滑塊上端圓錐孔相匹配,并且在彈簧夾頭的下端面和圓柱滑塊上端圓柱孔內放置有密封圈,擰緊鎖緊螺母時,在彈簧夾頭的作用下使圓柱滑塊固定在拋光桿上,松開鎖緊螺母,圓柱滑塊可在拋光桿上上下移動。當通過拋光桿內的氣道充入氣體時,密封膜、密封圈、上圓餅狀凸臺和下圓餅狀凸臺等就形成了氣室模塊,密封膜在氣體的作用下膨脹并撐起拋光布,其中,拋光桿中心為圓柱形深小孔,深小孔的下端封閉,深小孔的徑向有小通孔,保證氣體通過氣道可充入氣室模塊。

1—螺母;2—下壓圈;3—拋光材料;4—密封膜;5—上壓圈;6—壓緊螺母;7—圓柱滑塊;8—鎖緊螺母;9—彈簧夾頭;10—拋光桿;11—氣道;12—密封圈。
伸縮式氣囊拋光頭的安裝步驟和使用方法如下:首先,將密封膜的一端套在拋光桿圓餅狀凸臺的下端面上,拋光布的下端覆蓋在密封膜上面,下壓圈套在拋光桿的下端并壓住拋光布,旋緊螺母,通過螺母的擰緊使密封膜、拋光布的一端固定在拋光桿上;其次,先將圓柱滑塊和拋光桿擦洗干凈,擦洗干凈的圓柱滑塊從拋光桿的上端套入,并且與下圓餅狀凸臺接觸;再次,密封膜、拋光布和上壓圈依次套在圓柱滑塊的圓餅狀凸臺上,旋轉壓緊螺母,壓緊螺母擠壓上壓圈,實現密封膜、拋光布的另一端固定在圓柱滑塊上;然后,左手提著圓柱滑塊,右手依次將擦拭干凈的密封圈、彈簧夾頭和鎖緊螺母套入圓柱滑塊上端的圓錐孔內,此時不需擰緊鎖緊螺母;最后,將拋光桿上端安裝在機床主軸孔內,壓縮氣體通過機床主軸孔充入氣道。根據被拋光圓孔光學元件的直徑,合理調整圓柱滑塊在拋光桿的位置,并擰緊鎖緊螺母,固定圓柱滑塊的位置,實現拋光布氣囊與圓孔直徑相匹配。
4 拋光試驗
4.1 不同孔徑拋光試驗
利用伸縮式圓孔氣囊拋光頭對K9材料的光學元件進行拋光試驗,調整拋光頭的拋光直徑分別為20 mm、25 mm和30 mm,拋光頭的氣囊壓強3 kPa、轉速360 r/min,上下往復速度為20次/min,K9光學元件初始表面粗糙度值為390 nm左右。采用某公司的Form Taylor Surf Series輪廓儀進行拋光后光學元件的檢測。在拋光頭不同尺寸下拋光光學元件。圖4描繪出了K9玻璃表面粗糙度隨著拋光時間變化的曲線圖,橫坐標為拋光時間,縱坐標為表面粗糙度值。
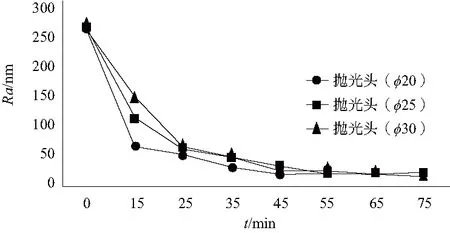
圖4 K9玻璃表面粗糙度變化曲線圖
由圖4的結果可以看出,在利用伸縮式拋光頭進行不同直徑拋光光學元件過程中的變化可以總結出兩點:1)拋光前段時間比后段時間的拋光效率高,隨著拋光時間的增加,表面粗糙度值趨于穩定。這是由于前半段主要拋光前道工序加工留下來的凸凹層和裂紋層,拋光時其表面大的凸起和凹陷迅速減小,表面粗糙度值下降非常迅速,拋光效率高,經過前半段的拋光,工件表面已無深的凹坑和一些大的尖銳凸點,只有一些輕微的起伏,后半段的表面粗糙度值已經比較小,且趨于穩定;2)拋光前半段時間下,拋光頭的直徑越小,表面粗糙度值減小得越快。由式(1)分析可知,拋光布與旋轉軸線的夾角∠OAB在理論上趨近于0時,拋光孔徑趨近于0,拋光布與工件趨于全部接觸擠壓,實際拋光過程中,在壓強不變情況下,隨著拋光圓孔直徑的不斷增大,使兩圓餅狀凸臺間的距離減小,實現拋光頭直徑的增大,而拋光布與光學元件的接觸擠壓面積在逐漸減小,同一拋光時間下的材料去除率也減小。因而,小直徑的拋光頭在前半段拋光效率高,表面粗糙度值下降的較快,材料去除率大,后半段時間由于氣囊拋光所能達到的表面粗糙度值趨于穩定,不同尺寸磨頭的拋光粗糙度值趨于一致。
4.2 分階段拋光試驗
利用伸縮式氣囊拋光頭加工不同孔徑的光學元件,通過比較不同孔徑下表面粗糙度及拋光效率的差異,在不同拋光階段,應進行工藝參數的優化調整。氣囊壓強是影響拋光質量的關鍵工藝因素,通過改變氣囊壓強適應不同氣囊拋光階段的特點,即在各個拋光階段選擇一個最佳值,然后在拋光過程中,根據拋光所處的階段,依次變換氣囊壓強的最佳參數值,用組合參數完成最后的拋光。伸縮式氣囊拋光時劃分為3個階段:第一階段采用大的氣囊壓強實現工件表面材料的快速去除;第二階段氣囊壓強適中,在保證材料去除的同時減小工件的表層損傷;第三階段氣囊壓強最小,以此保證獲得較小的表面粗糙度值和較低的表層損傷。經過大量工藝試驗數據組合,各階段拋光的氣囊壓強分別為5 kPa、4 kPa和3 kPa,分階段選用氣囊壓強,在40 min內,使表面粗糙度由約390 nm降到了10.853 nm。拋光前后表面形貌如圖5所示,無論在效率和質量方面都優于固定氣囊壓強數值條件下的加工質量,實現了光學元件的高質量氣囊拋光。
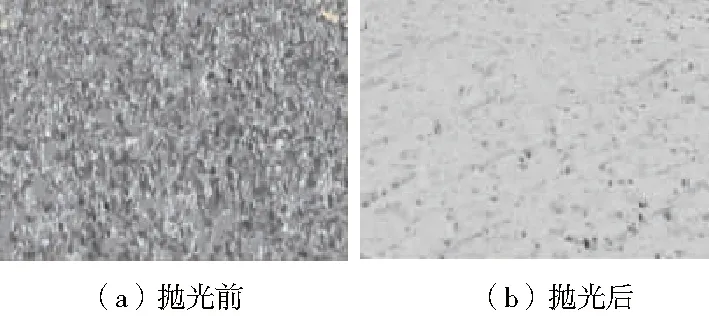
圖5 拋光前后表面形貌對比
5 結語
本文研究了一種基于氣囊拋光技術的可伸縮式圓孔氣囊拋光頭,詳細介紹了各個模塊的機械結構組成及使用方法。在氣囊一端固定的同時,設計的圓柱形滑塊模塊可以實現氣囊另一端的滑動,從而使氣囊拋光頭的直徑在一定范圍內可以進行調整,擴大了氣囊拋光頭的拋光范圍。分析探討了進行不同孔徑圓孔光學元件拋光試驗中影響表面粗糙度的變化規律及原因,利用5 kPa、4 kPa和3 kPa等不同氣囊壓強分階段拋光方式,獲得了10.853 nm表面粗糙度值。試驗結果表明:該拋光頭可以實現不同孔徑光學元件的高精度拋光,為后續深入研究孔類光學元件的氣囊拋光裝置奠定了基礎,并提供了一種氣囊拋光方式的新思路。
