
軟包動力鋰電池極耳全自動焊接貼膠機關鍵技術研究
2023-01-11 02:45:12廖均克陳旭詹占全彭清華黃攀攀饒勇
機電工程技術 2022年13期
廖均克 陳旭 詹占全 彭清華 黃攀攀 饒勇
摘要:極耳焊接貼膠工序是鋰離子動力電池電芯制造的關鍵工藝之一,其對焊接精度控制、質量控制、一致性要求非常高,直接影響電池的容量、安全性能和一致性。目前鋰電池生產裝備仍是制約當前鋰電池產業發展的一個主要瓶頸,針對國內的極耳焊接貼膠關鍵工藝裝備在性能、精度、自動化水平和生產效能等方面存在的問題,開展了基于高頻摩擦的飛濺機理研究及工藝模擬分析、基于圖像處理技術的極耳多維位置校正技術和新型膠帶切斷機構設計及精密貼膠技術等關鍵技術研究,研發出新一代高速、高精、自動化程度高的極耳焊接貼膠設備,實現焊接位置精度達到±0.41 mm,貼膠位置精度達到±0.32 mm,部分指標達到國際先進水平,提升了電池的一致性和安全性。
關鍵詞:全自動化;軟包電池;鋰電池;極耳焊接;貼膠
中圖分類號:TG43文獻標志碼:A文章編號:1009-9492 ( 2022 ) S1-0001-04
Research on Key Technology of Fully Automatic Equipment for Tap Welding and Taping of Flexible Packaging Lithium-ion Power Battery Cell Production
Liao Junke,Chen Xu,Zhan Zhanquan,Peng Qinghua,Huang Panpan,Rao Yong
(Guangdong Honbro Technology Co.,Ltd., Dongguan, Guangdong 523808, China)
Abstract: The welding and taping process of pole ear is one of the key processes in the manufacturing of lithium-ion power battery cells. It has high requirements on the welding precision control, quality control and consistency, which directly affects the capacity, safety performance and consistency of batteries. At present, lithium battery production equipment is still a major bottleneck restricting the development of the current lithium battery industry. In view of the problems existing in the performance, precision, automation level and production efficiency of the key technology equipment of pole ear welding and gluing in China, the research on spattering mechanism and process simulation analysis based on high-frequency friction, the multi-dimensional position correction technology of pole ear based on image processing technology, the design of new tape cutting mechanism and precision adhesive technology, and other key technologies were carried out. A new generation of high-speed, high precision, high degree of automation tap welding and taping equipment was developed, achieving the welding position accuracy of±0.41 mm. The adhesive position accuracy reaches±0.32 mm, and some indicators reach the international advanced level, improving the consistency and safety of the battery.
Key words: fully automatic;flexible packaging; lithium battery;tap welding; taping
0引言
在“雙碳”政策引導下,2021年10月國務院發布《2030年前碳達峰行動方案》,要求到2030年,國內新增新能源、清潔能源動力的交通工具比例達到40%左右,將持續推動新能源車產業的快速發展。大容量動力蓄電池逐漸成為動力電源的主體,其中作為綠色蓄電池的動力鋰電池,以其能量高、工作電壓高、工作溫度范圍寬、體積小、質量輕、貯存壽命長等特點,且具有不會造成二次污染、不具有記憶效應等優點,已成為新能源儲能、新能源汽車動力電源、航空航天市場應用的首選[1-4]。
焊接技術作為疊片型鋰電池制造工藝中的關鍵工藝,焊接缺陷可能造成鋰離子電池內阻增大、容量減小、電壓降低,將影響鋰離子電池的一致性,在工藝控制方面,疊片式電芯制作比較復雜,極耳的焊接是在疊片完成之后先進行預焊,再進行極耳與引片焊接,焊接工藝要求比較高[3]。焊接精度和焊接強度是影響電池性能的主要工藝參數[3],本文開展焊接設備的焊接方式研究,采用超聲波高頻摩擦加工,研究了焊接振幅、焊接能量、焊接壓力和焊接時間等關鍵影響因素,并進行了工藝模擬分析,提升了焊接質量,減小了對電芯的損傷,使得電池充放電過程中得發熱量減小,降低了安全隱患;應用高精度圖像定位技術,使電池極耳更精準的焊接于設定位置,減少了短路風險,提高了生產合格率;同時,研究了貼膠的關鍵影響因素,貼膠模塊主要采用基于機器視覺的高精度定位技術、協同控制算法和柔性貼膜技術,將膠帶精準的貼到電芯的極耳處,避免了貼膠精度差造成電池封裝時產生的封裝不良,杜絕電池工作時電芯內部短路問題。
1主要工藝流程
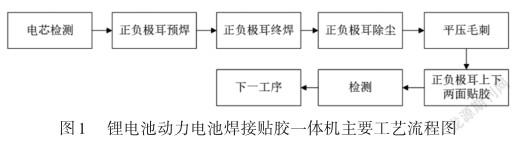
在軟包動力鋰電池疊片工序完成后,需在電池正負極片的端面焊接極片,極耳自動焊接貼膠機工序流程包括:疊片電芯的冷壓及短路測試,正負極耳分別進行預焊,預焊后與極耳終焊,終焊后除塵壓毛刺,再對焊印的正反兩面貼膠并壓緊,最后將焊接完成的電芯提供給后續包裝設備生產。工藝流程如圖1所示。
2設計方案
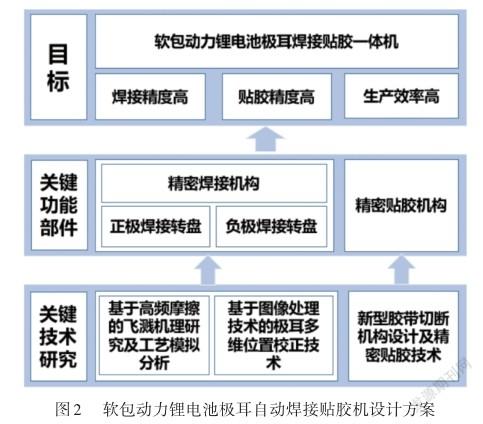
為了實現上述工藝流程,主要開展基于高頻摩擦的飛濺機理研究及工藝模擬分析、基于圖像處理技術的極耳多維位置校正技術和新型膠帶切斷機構設計及精密貼膠技術研究,開發出精密預焊、主焊、除塵、貼膠機構等關鍵功能部件,最終研發出集高精度焊接和貼膠一體的軟包動力鋰離子電池全自動焊接貼膠機,以提升動力電池的一致性和安全性。設計方案如圖2所示。
3動力鋰電池極耳焊接貼膠一體機的關鍵技術研究
(1)基于高頻摩擦的飛濺機理研究及工藝模擬分析
由于鋁、銅具有高導電率且價格便宜,作為正負極極片材料廣泛應用于鋰電池,然而其高導電率和導熱率使鋁、銅熔化焊困難,且易形成金屬間化合物,會降低焊接接頭質量。因超聲波金屬焊接具有節能、高效、環保等優點,是軟包動力鋰電池極耳實現固相連接的首選技術手段。超聲波極耳焊接技術是利用超聲波產生的機械振動能量,在壓力作用下,焊頭通過高頻振動將能量傳遞到被焊極片界面之間,此時焊接底座與設備機架固定,沒有產生機械振動,與其接觸的下層極片也可視為靜止。由于下層極片靜止,而上層極片具有機械振動,則在極片之間產生了相對運動,使極片與極片間產生高頻摩擦,轉變為極片界面間的摩擦做功、形變能及溫升,從而破壞極片表面氧化層并使被焊的極片表面產生塑性變形,從而產生純凈金屬貼合、原子擴散,最終實現極片與極片間的固相連接[1]。
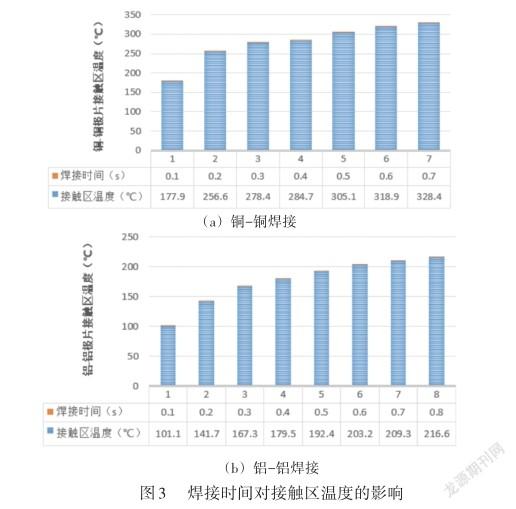
極耳焊接過程中,焊接接觸區的溫度對極片焊接質量起著至關重要的作用,通過改變焊接壓力可以改變焊接過程中極片與極耳引片界面相對振動的摩擦力,從而影響摩擦產熱,只有當焊接壓力最優時,才能使相對振動摩擦力及速度所獲得的產熱功率最大,使焊機產生的熱量充分的用于被焊工件的連接[5]。摩擦產熱量是由功率對時間積分所得,所以極片焊接時間越長,焊接設備提供給極片的能量越多,則由于摩擦作用產生的熱量增多,那么焊接過程中極片的溫度將不斷升高,圖3揭示了焊接時間對銅、鋁極片接觸區溫度的影響規律。
通常情況下,鋰電池規格型號不同選擇鋁箔和銅箔的厚度有所不同(鋁箔單層厚度:0.008~0.2 mm,銅箔單層厚度:0.005~0.1 mm),本文以兩種常用的不同厚度的鋁箔和銅箔極耳超聲波焊接過程為研究對象,搭建了極耳超聲波焊接實驗平臺,獲得了極片焊接過程中高頻摩擦產熱對極片連接的作用規律,由焊接頭與極片接觸區溫度獲得極耳與極耳引片界面溫度,進一步揭示焊接壓力、超聲波振幅和焊接時間等焊接工藝參數對焊頭與工件接觸區溫度的影響規律,并建立焊接工藝參數優化模型,采用多元二次回歸方程來擬合因素與響應值之間的函數關系,通過對回歸方程的分析,獲得不同厚度極耳的最優焊接工藝參數組,最優參數組1:正極27層(單層鋁箔尺寸:26 mm×25 mm×0.01 mm),負極28層(單層銅箔尺寸:26 mm×25 mm×0.008 mm),焊接振幅55μm,焊接能量130 J,焊接壓力30 PSI,焊接時間≤0.5 s;最優參數組2:正極39層(單層鋁箔尺寸:26 mm×25 mm×0.012 mm),負極40層(單層銅箔尺寸:26 mm×25 mm×0.01 mm),焊接振幅40μm,能量200 J,焊接壓力35 PSI,焊接時間≤0.5 s;顯著提高了焊接質量。
在極片焊接過程中,高頻振動摩擦會產生金屬粉塵,粉塵進入電芯內部會帶來短路風險。運用有限元仿真對焊接過程進行模擬分析,揭示了焊接時產生的金屬粉塵飛濺軌跡,獲得其進入電芯內部的概率,如圖4所示,再對除塵裝置的結構進行優化設計。優化厚的除塵結構保證在極耳焊接時,除塵裝置的上下吸塵罩閉合,將電芯極耳處包圍行程密閉腔體,吸塵接口處通過負壓吸塵,防止粉塵漂浮到工作環境中,最終避免了粉塵進入電芯內部,提高了動力電池的安全性。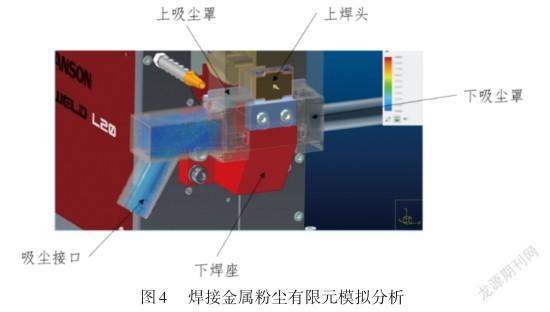
(2)基于圖像處理技術的極耳多維位置校正技術
為獲得更好的極耳焊接質量,需保證有效焊接長度,對焊接位置參數提出了較高的要求,采用了基于圖像處理技術的極耳多維位置校正技術,如圖5所示,運用智能相機獲取待焊接極耳的圖像,獲取極耳邊界位置信息,研究基于機器視覺的高效運動算法,驅動UVW三軸運動平臺,進行極耳姿態調整,實現±0.41 mm的焊接位置精度。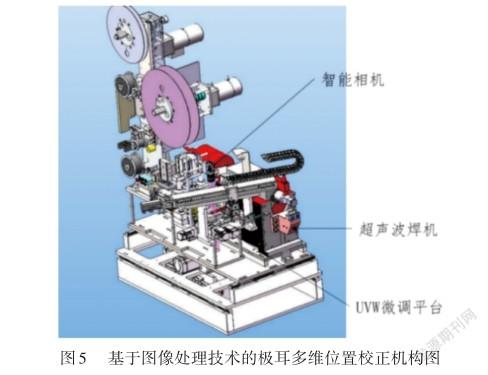
(3)新型膠帶切斷機構設計及精密貼膠技術
為避免貼膠精度差造成電池封裝時產生封裝不良,杜絕電池工作時電芯內部短路問題,采用恒張力控制技術、基于機器視覺的高精度定位技術、自適應運動控制算法和柔性貼膜技術,實現了膠帶的精準貼附。為提高圖像質量,優化了切膠帶工藝,摒棄傳統的沖切方式,采用剪切方式使得膠帶邊界質量更高,無毛刺。獲取膠帶邊界位置信息后,采用自適應運動控制算法驅動UVW三軸運動平臺,調整膠帶位置,實現±0.32 mm的貼膠位置精度,如圖6所示。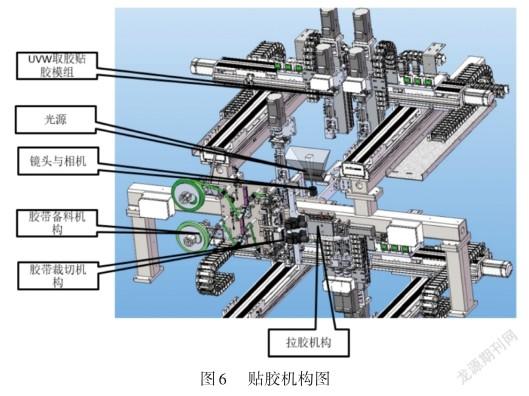
4結束語
研發出了具有自主知識產權的軟包動力鋰電池極耳焊接貼膠一體化設備,樣機如圖7所示。設備可實現片料極耳兼容卷料極耳、平焊與折彎焊兼容,平貼膠與Z型貼膠兼容,解決了國內外同類設備存在產能不夠高,設備換型、輔助換料時間長等問題。設備綜合采用運動控制、伺服驅動、高精度視覺傳感、有限元仿真分析等多種學科和技術,通過關鍵工藝技術優化、創新型結構設計等方面的研究應用,實現了焊接、貼膠等多功能復合一體化結構,焊接位置精度提高至±0.41 mm,貼膠精度±0.32 mm,設備產能>13 PPM,產品優率達到99%,部分指標達到國際先進水平。
參考文獻:
[1]李東.層疊式鋰電池制造中金屬極片的超聲波焊接工藝優化方法[D].上海:上海交通大學,2013.
[2]賈磊.2017—2026年車用鋰離子電池市場分析與研究報告[J].無機鹽工業,2018,50(01):77.
[3]冀承林.動力鋰離子電池一致性制造工藝研究[D].天津:河北工業大學,2017.
[4]李磊,許燕.鋰離子動力電池發展現狀及趨勢分析[J].中國錳業,2020,38(05):9-13.
[5]倪增磊,楊嘉佳,李帥,等.超聲波點焊技術及其在鋰電池制造中的研究現狀[J].焊接,2020(05):31-37.
第一作者簡介:廖均克(1980-),男,大學本科,工程師,研究領域為機電一體化,已發表論文4篇。
(編輯:刁少華)
