
基于3D打印技術對模具冷卻系統的優化
2023-01-11 15:26:45謝壁鑫
機電工程技術 2022年13期
摘要:塑料模具冷卻系統對整個成型周期有重要的作用。主要通過Moldex3D模流分析軟件、結合3D打印技術,以深腔塑料件為研究對象,模擬傳統水路和隨形水路的冷卻效果,從而評估以3D打印技術為基礎的隨形水路方案對注塑成型周期的優化作用。
關鍵詞:模流分析;3D打印技術;隨形水路
中圖分類號:TS943.66文獻標志碼:A文章編號:1009-9492 ( 2022 ) S1-0035-02
Optimization of Mold Cooling System Based on 3D Printing Technology
Xie Bixin
(Shantou Ruixiang Mold Co., Ltd, Shantou, Guangdong 515041, China)
Abstract: The cooling system of plastic mold plays an important role in the whole molding cycle. Moldex 3D mold flow analysis software, combined with 3D printing technology, is mainly used to simulate the cooling effect of traditional waterways and conformal waterways with deep cavity plastic parts as the research object, so as to evaluate the optimization effect of conformal waterways based on 3D printing technology on the injection molding cycle.
Key words: model flow analysis; 3D printing technology; c onformal waterway
0引言
注塑成型工藝流程主要包括:塑化-合模-注射-保壓-冷卻定型-開模取出制品等過程;其中,冷卻時間占整個成型周期約2/3以上,因此,合理的冷卻系統可以縮減成型周期,使產品溫度均勻從而減小變形,進一步提高注塑生產效率和產品質量,降低生產成本[1]。隨著3D打印技術的發展,加工方式的改變也為人們帶來了一種新的冷卻方案-隨形冷卻水路。本文將以汽車拉手內扣塑料件為例,通過模流分析軟件以及金屬3D打印技術,對傳統水路方案和隨形冷卻水路方案進行論述和對比。
1產品分析
1.1產品結構
圖1為汽車座椅鎖扣外形圖,產品內部有深腔結構,在注塑成型過程中容易在深腔上產生積熱,影響成型周期。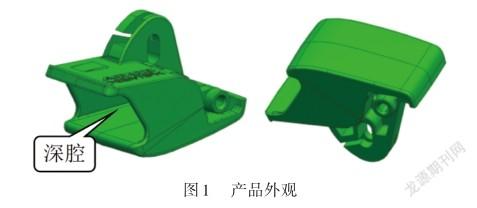
1.2產品基礎信息
產品基礎信息如表1所示。
2傳統水路方案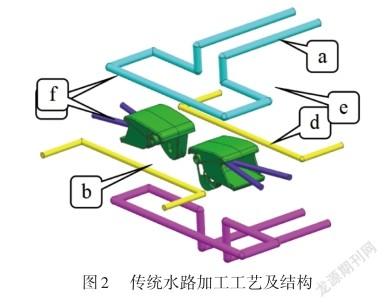
2.1傳統水路加工工藝及結構
傳統的水路加工方式大多數是采用鉆孔、CNC等常規的加工方式,所以水路形狀大多以直線型的狀態呈現。如圖2所示。本案例的模具結構一出二的形式,產品由上下模仁及3個方向滑塊的成型,產品周圍共有5條水路,分別為前模水路a、后模水路b、側向滑塊水路c、d、e、f。
2.2傳統水路模流分析結果
將產品三維模型及模具運水圖檔導入moldex3D模流分析軟件中,對模具運水冷卻效果進行分析。注塑成型工藝參數設定如表2所示。
通過模擬計算出探測點的溫度變化趨勢,如圖3所示,在開模時間節點28.18 s時,產品腔內溫度為101.02℃。此材料的理論頂出溫度為80℃,實際生產時溫度并沒有降到理論頂出溫度時就已經開始頂出,所以在生產工藝中會增加一道水浸工序,快速對產品進行冷卻,有利于產品尺寸的控制。
開模時間節點:
注射+保壓+冷卻=2.18 s+1 s+25 s=28.18 s
3隨形水路方案
3.1金屬3D打印加工工藝及隨形水路
金屬3D打印技術是一種快速成型技術,目前已被廣泛應用的隨形水路加工方式主要有選擇性激光熔化(SLM),它是通過激光有選擇地逐層熔化金屬粉末,逐層堆積層與模型零件相同的實體[2]。
本案例采用SLM選擇性激光熔化3D打印技術進行隨形水路零件的加工。模具運水結構只變更了圖2中水路e、f形狀;水路e、f由原來2條直線水路構成的V形水路,變更為沿著產品輪廓設計的隨形多段U形回繞水路,如圖4所示。
3.2隨形水路模流分析結果
將修改后的隨形水路鑲件導入Moldex3D模流分析軟件中,其他工藝條件不變,通過模擬計算的出探測點的溫度變化趨勢,當溫度達到同等水平101.02℃時,用時19.97 s,成型周期相比傳統水路方案縮短8.21 s,冷卻時間也由25 s縮短至16.79 s,如圖4所示。

4數據分析
從表3可知,產品注塑周期縮短了8.21 s,大大提高了生產效率;另外,每日節省電費81.18元,按照每周工作6天,每月工作4周計算,一年可節省81.18×6×4×12=23 380(元),在提高生產效率的同時降低生產成本,將大大提高生產企業的競爭力。
5結束語
本案例通過Moldex3D模流分析軟件的模擬以及上文的分析數據對比,驗證了隨形水路方案確實能夠提高冷卻效果,進而縮短注塑生產周期、進而降低生產成本,使生產企業在如今激烈的市場上具有更好的競爭力。隨著科學技術的不斷進步,新型的制造工藝將會在不斷探索和思考中,結合社會需求不斷地進行完善,例如3D打印技術、模流分析技術等已在模具行業取得初步的成果,對制造也產生巨大的推動作用。
參考文獻:
[1]劉朝福,注塑成型實用手冊[M].北京:化學工業出版社,2013.6(2019.1重印):270-273.
[2]吳偉輝,楊永強.選取激光熔化快速成形系統的關鍵技術[J].機械工程學報,2007,43(8:):175-180.
作者簡介:謝壁鑫(1989-),男,廣東揭陽人,大學專科,助理工程師,研究領域為注塑模具設計、模流分析、非標機械設計等。
(編輯:王智圣)
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
Coco薇(2015年1期)2015-08-13 02:23:50
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
終身教育研究(2014年5期)2014-02-28 01:23:06
玩具(2009年10期)2009-11-04 02:33:14
個人電腦(2009年9期)2009-09-14 03:18:46
