
數控機床智能預警監測技術應用
2023-01-11 12:06:32陳斯潔鄔遠坤
機電工程技術 2022年13期
陳斯潔 鄔遠坤


摘要:數控機床智能預警監測技術應用于加工中心系統中,可在高速運行過程中自動監測預防機床加工數據及刀具與工件發生碰撞的危險信號,并進行報警及自動制動。在該系統中,由軟件給出預警信息及處理方法至機床控制端,將該模塊應用于高速運動的數控機床中,通過試驗驗證其可行性和有效性。實驗表明:在高速運行過程中,智能預警監測技術可準確識別并監測機床主軸與工件發生碰撞、刀具斷裂的危險信號,同時發出報警、自動制動,以確保機床的安全運行。該技術可為高速運動的數控機床智能識別、預警、碰撞緩沖、刀具磨損/斷裂提升機床主軸刀具壽命提供實踐基礎。
關鍵詞:機床主軸;傳感器;智能預警
中圖分類號:TG659文獻標志碼:A文章編號:1009-9492 ( 2022 ) S1-0017-04
Application of Intelligent Early Warning and Monitoring Technology for CNC Machine Tools
Chen Sijie,Wu Yuankun
(Guangdong Machinery Research Institute Co.,Ltd.,Guangzhou 510799,China)
Abstract: The intelligent early warning and monitoring technology of CNC machine tools is applied to the machining center system, which can automatically monitor the dangerous signals preventing the machining data of the machine tool and the collision between the tool and the workpiece during high-speed operation, and give an alarm and automatic braking. In this system, the software gave the warning information and processing method to the machine tool control end. The module was applied to the high-speed CNC machine tools, and its feasibility and effectiveness were verified through experiments. The experiment shows that in the process of high-speed operation, the intelligent early warning monitoring technology can accurately identify and monitor the danger signals of the collision between the machine tool spindle and the workpiece and the tool fracture, and at the same time send out the alarm and automatic brake to ensure the safe operation of the machine tool. This technology can provide a practical basis for intelligent identification, early warning, collision buffering, tool wear/fracture of high-speed CNC machine tools to improve the tool life of the machine tool spindle.
Key words: machine spindle; sensor; intelligent early-warning
0引言
隨著數控機床作為智能制造領域最關鍵的裝備之一,其智能化程度越來越高,這也給數控機床的安全運行提出了更高的要求。傳統數控裝置存在諸多弊端,無法滿足現代數控裝備對安全可靠性、智能性和實時性控制等方面的要求。本文分析數控機床智能預警監測技術,智能預警系統結合外部傳感器裝置采用基于震動頻率和速度的方法對機床主軸,刀具使用壽命具有一定的實際應用價值。智能預警監測技術系統的應用可極大的預防和提升機床主軸的保護及最大化增加刀具使用壽命。
1常見數控機床碰撞及刀具斷裂事故
數控機床出現故障時,大部分可能是技術人員操作不當或編程錯誤等原因造成碰撞事故,不僅會影響生產的正常進行,還會影響產品質量,嚴重的還會影響機床使用壽命。當發生機床主軸、刀具與工件發生碰撞時,有以下幾種情況:
(1)在初始加工時,有程序編寫錯誤、刀具測量錯誤、程序傳輸錯誤、選刀錯誤、毛坯超出預期,毛坯過大與程序設定之毛坯不相符、工件材料硬度過高、裝夾因素,夾具干涉等加工前期準備及編程中未考慮到,導致一啟動機床就產生碰撞;
(2)在運行中過程中,出現人為的操作失誤、仿真結果與實際加工情況不符、機床系統或硬件加工時出現問題、機床電路以及氣路問題、會導致程序執行時產生碰撞。
(3)程序結束階段,各數控軸的退刀動作順序錯誤,或裝夾工藝不科學,那么也有可能發生碰撞,造成材料損失甚至延誤工期。
(4)在加工過程中出現機床系統故障、程序丟失,停電等問題導致的事故。
2現階段軟硬件解決數控機床碰撞事故方式
(1)人為因素。機床運行中的人是保證機床安全運行的最重要力量,因此,要盡可能地減少人為因素導致的事故。在數控加工中心系統中,當出現程序錯誤報警或被撞報警后,首先要考慮是由于設備本身原因還是人為因素導致發生碰撞。如果是前者原因造成的,那么應將報警信息通過系統分析,逐一對相應的系統模塊參數進行排查;如果是后者導致的,則在采取制動措施后將程序刀路與刀具參數進行查看修改。
(2)控制系統。在高速運動狀態下進行判斷,在發現有可能與其它機床或工件發生碰撞威脅時應立即進行制動控制。
(3)碰撞后。當出現危險信號或故障后不能正常運行時,應及時設置防撞裝置,防止意外發生。
(4)采用自適應技術來調整系統速度和主軸轉速。
3智能預警系統實際應用情況
數控機床智能預警監測技術應用于加工中心系統中,可在高速運行過程中自動監測預防機床加工數據及刀具與工件發生碰撞的危險信號,并進行報警及自動制動。智能預警系統結合外部傳感器裝置采用基于震動頻率和速度的方法對機床主軸,刀具使用壽命具有一定的實際應用價值。
3.1軟硬件及系統處理方式
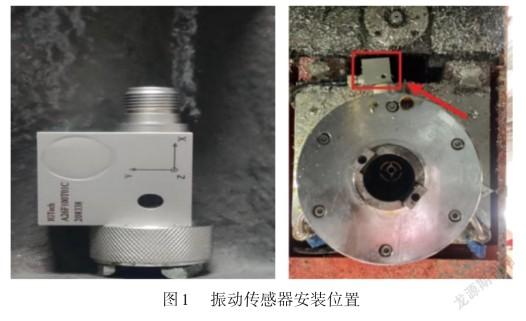
傳感部件包括有功率采集和振動采集。有功率采集:電流互感器、智能制造控制器IMC;振動采集:三向振動傳感器、智能制造控制器VM01。圖1所示為振動傳感器安裝位置。
為了更好地采集加工過程中的信號和傳遞信號,需要具備抵抗電磁干擾和噪音干擾的能力。安裝于機床主軸的驅動器上,并通過感應式安裝,不改動和破壞機床原有電氣電路;運行機制則是在監控模型可下發到底層硬件中,實現脫離工控機/電腦運行,當觸發監控報警時會輸出信號并自動存儲報警日志;更好的顯示及控制則需增加一工控機顯示面板,采用磁吸式安裝。圖2所示為振動采集板卡安裝位置。
(1)可對加工過程中進行實時監測。一是以高速及較低的加速度運動作為檢測信號,速度值可以根據實際情況進行設定,通過軟件算法來對加速度值進行識別。二是以機床主軸的震動頻率,來判斷刀具的極限的峰值及特性。
(2)報警方式。現在有兩種方式可以實現對發生碰撞后的報警。一是設置好報警信號或報警閾值后,系統將按設定的參數發送報警信息進行處理,同時發出警報。二是設置一組報警閾值(包括時間、距離和速度等),當系統檢測到碰撞的危險信號時會立即識別并發出預警信息,然后進行處理并自動采取制動措施,使機床處于安全運行狀態。
(3)故障原因分析。一般發生碰撞后都存在一些特殊情況需要對其原因進行分析。
(4)預防措施。防止碰撞發生應根據具體條件及特點合理設置防撞等級和速度值,保證在一定安全距離內無人操作(如緊急停車、緊急停止)、安全制動、及時清除障礙等。如果在高速運行狀態下遇到危險信號而又不能及時采取措施,將可能發生嚴重的后果。因此,在高速加工中心系統中設置碰撞峰值是非常必要的。
(5)智能加工系統驗驗證與結果分析。
3.2碰撞緩沖模塊
當主軸/刀柄/刀具和工件/夾具發生突然的碰撞時,碰撞緩沖系統會自動感知碰撞信號,快速地發出報警信號給機床做急停,從而避免主軸因意外碰撞而損傷/損壞。
當發生碰撞時,CB系統能在3 ms內快速響應(圖3),迅速輸出信號給到機床停機。
撞機發生后,CB系統最大可能的保護主軸不受傷害。圖4所示為主軸精度測量結果。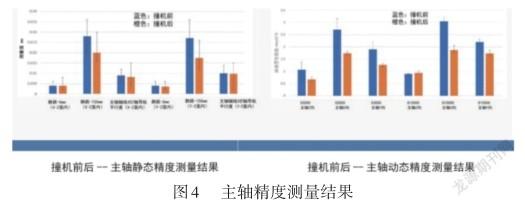
3.3刀具磨損/斷刀監測案例
某客戶主要產品為連桿、搖臂、球殼拉桿、懸掛、十寧軸、汽車門較鏈、轉向節、半軸突緣、萬向節叉等。此類型產品為批量零部件,在加工過程中,當刀具使用一定次數后,出現磨損情況異常頻繁。需要技術人員時刻查看刀具磨損情況,否則將會出現刀具斷裂情況,導致產品缺陷及報廢。安裝使用吉蘭丁的:刀具磨損和斷刀監測模塊。當出現異常和磨損的時候及夠時監測到,避免繼續加工產生廢品,產品合格率及人工成本得到明顯改善。設備為WINF500加工中心。刀具類型為鉆頭、絲錐。
3.4刀具磨損監控(IGT-TCM)
在增加相應的傳感部件后,能夠實時記錄刀具磨損過程中的信號變化,預防批量不良,降低產品缺陷風險通過設置刀具的磨損極限,實時監測刀具的磨損狀態,當刀具的磨損到達極限時,及時給出換刀信號,避免因為刀具提前失效而導致的零件批量性缺陷。并據此確定最優化的換刀時間,使刀具壽命最大化,從而減少產品不良率。
(1)數控機床智能預警防撞系統能夠在高速運動狀態下自動識別并檢測到與其它操作設備或操作人員與其它機床或加工工件發生碰撞的危險信號,并進行報警及自動制動,以確保安全運行。智能預警防撞系統不僅能及時檢測到碰撞危險信號,還能根據不同情況進行報警并自動制動,從而避免發生重大事故。智能預警防撞系統是一種具有自主學習能力的智能化技術。其核心技術是智能感知技術和自動報警技術。
(2)刀具斷刀監控(IGT-IPQC)。實時跟蹤加工過程,當加工中刀具突然折斷,軟件通過過程信號的異常識別,給出報警信號并迅速觸發機床執行相應的動作。
(3)加工數字化展示。絲錐在使用過程中同樣受毛壞影響,實際最高壽命1 049件,最低400件,開啟功能后既可使刀具壽命最大化,又可提前報警,防止因磨損刀具繼續加工而影響品質原刀具設定安全壽命為600件,平均壽命為702件,比未使用前提升17%。
鉆頭使用壽命受工件軟硬影響較大,實際最高壽命906件,最低420件,開啟功能后既可使刀具壽命最大化,又可提前報警,防止因磨損刀具繼續加工而影響品質原刀具設定安全壽命600件,平均壽命為633件,比未使用前提升約5.5%。
圖5所示為加工曲線。黑色為正常加工曲線;綠色為異常加工曲線,當出現異常時軟件會自動識別,并給出報警信號,控制機床執行相應的動作。崩刃現象為綠色曲線數據突然升高,超出紅色邊界后報瞥。制造良率提升,機床空運轉時間消除,綜合成本降低29%,最終實現刀具壽命均提升至180%。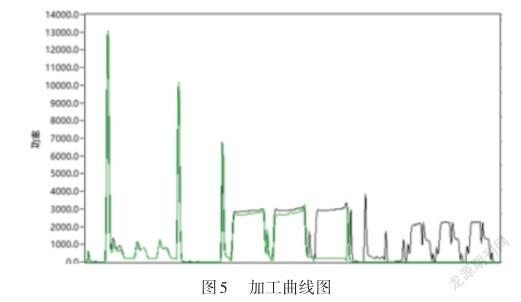
4結束語
在工業制造過程中,有很多因素都會導致出現安全事故。當出現安全事件時會影響到正常的生產,造成產品質量下降。數控機床的智能預警監測系統能夠實時監測報警,當有突發事件發生時,及時發出警告信息,避免事故的發生,為保障企業的正常生產秩序提供了重要保障。刀具磨損監控模塊還能夠用于刀具性能評估提供決策依據通過刀具磨損監控系統采集到的實時加工數據進行對比分析,測試刀具的切削性能和磨損特性。智能預警防監測系統能對機床異常情況進行檢測和識別并發出報警信息,為數控加工過程中的風險點提供預警提示功能。
智能預警監測技術能夠實現對異常狀態或危險信息的識別、報警、定位以及對事故狀態進行評估和管理。目前該方案技術已在我國機床行業逐步應用應用。
本文主要是基于智能預警監測技術的部分功能在實際應用中取得的成果進行總結和探討。我們相信在國家相關政策的支持下,一定會有更多關于數控機床智能預警防碰撞技術方面的新方案出現,并將其更好地推廣應用。
參考文獻:
[1]儲佳倩,任堯,肖旺群,等.智能數控機床[J].機械設計,2022(04):20-35.
[2]胡輝,洪忠杰.數控機床防碰撞及碰撞保護技術研究與應用[J].世界制造技術與裝備市場,2022(02):1-4.
[3]周波.基于數控機床機械加工技術的應用研究[J].冶金管理,2021(03):8-9.
[4]王東輝.數控機床診斷維修方法經驗淺述[J].山東工業技術, 2014(19):20.
[5]趙聞真,沈曉文,李大勇.數控機床數控加工程序編制技術的工藝應用[J].組合機床與自動化加工技術,2000(09):17-20.
[6]趙炳楨.用先進刀具提高數控機床的效率[J].數控機床市場,2005(02):39-41.
[7]戴榮星.數控機床先進刀具配置原則[J].金屬加工(冷加工),2013(18):21-23.
[8]徐希彤.數控機床技術發展現狀及趨勢初探[J].科技創新與應用, 2013(25):292.
[9]許怡如.數控機床的充分利用問題[J].機電國際市場,2001(04):54-59.
第一作者簡介:陳斯潔(1991-),女,廣東陸豐人,大學本科,研究領域為數控多軸裝備、3D打印設備、自動化等。
(編輯:刁少華)
