預(yù)浸料貯存時間對MT700/603 復(fù)合材料力學(xué)性能的影響
2023-01-12 11:48:36王榮于雅琳王樂辰莫申忠黃玉清周翔
北京航空航天大學(xué)學(xué)報(bào) 2022年12期
關(guān)鍵詞:復(fù)合材料
王榮, 于雅琳, 王樂辰, 莫申忠, 黃玉清, 周翔
(航天材料及工藝研究所, 北京 100076)
碳纖維增強(qiáng)樹脂基復(fù)合材料因?yàn)檩p質(zhì)、高強(qiáng)、高模、抗疲勞、耐腐蝕等優(yōu)異的性質(zhì)被廣泛應(yīng)用在航空航天領(lǐng)域[1-2]。 復(fù)合材料通常由纖維和樹脂復(fù)合的預(yù)浸料制備而成。 在實(shí)際生產(chǎn)中,受轉(zhuǎn)移、運(yùn)輸、儲存環(huán)境等客觀條件的限制或大型復(fù)合材料結(jié)構(gòu)件較長的生產(chǎn)周期,預(yù)浸料在固化之前往往存在一定的室溫貯存期[3-5]。 預(yù)浸料在室溫下長期放置會發(fā)生緩慢預(yù)固化,在制備碳纖維增強(qiáng)復(fù)合材料制件的過程中影響微觀組分結(jié)構(gòu),形成內(nèi)部缺陷。 材料缺陷(如孔隙、裂縫、分層、夾雜物等)會直接影響復(fù)合材料的使用性能,尤其是孔隙缺陷,對航天復(fù)合材料的力學(xué)性能有著重要影響[6-9]。 因此,評估預(yù)浸料在室溫下不同貯存時間后的可使用性具有重要意義。
國內(nèi)外大量研究圍繞著貯存時間、貯存環(huán)境對預(yù)浸料的理化特性及復(fù)合材料成型質(zhì)量影響展開。 沈超[10]發(fā)現(xiàn)隨著室溫貯存時間的延長,3232樹脂黏度增加,凝膠時間縮短。 臧千等[11]發(fā)現(xiàn)603 樹脂在室溫儲存35 d 后,黏度增加了4.2 倍,預(yù)固化度達(dá)到11%。 秦永樂等[12]發(fā)現(xiàn)預(yù)浸料在氧氣或空氣環(huán)境中儲存相比于真空或氮?dú)猸h(huán)境更容易導(dǎo)致黏性失效,在復(fù)合材料內(nèi)部引入缺陷。Grunenfelder 等[13]發(fā)現(xiàn)預(yù)浸料在超過室溫儲存期后制備的復(fù)合材料構(gòu)件會出現(xiàn)孔隙缺陷。 此外,復(fù)合材料制造缺陷與力學(xué)性能的關(guān)聯(lián)也基本建立。 孔隙缺陷的存在會造成復(fù)合材料的拉伸、壓縮、彎曲和層間剪切等力學(xué)性能出現(xiàn)不同程度地下降[14-17]。 Olivier 等[18]報(bào)道橫向拉伸強(qiáng)度和模量比縱向拉伸強(qiáng)度和模量對孔隙率更加敏感,在縱向拉伸強(qiáng)度下降12%時,橫向拉伸強(qiáng)度已經(jīng)下降30%。 Cinquin 等[19]發(fā)現(xiàn)孔隙率為11% 時,壓縮強(qiáng)度下降了14%。 Tudd 和Wright[20]認(rèn)為在孔隙率小于4%時,每增加1%,層間剪切強(qiáng)度會下降7%左右。 預(yù)浸料長期放置導(dǎo)致的預(yù)固化度會影響最終制件的關(guān)鍵力學(xué)性能,但關(guān)于預(yù)浸料貯存時間對復(fù)合材料力學(xué)性能影響機(jī)理的相關(guān)研究鮮有開展。 大多數(shù)預(yù)浸料僅僅通過簡單給出固定保質(zhì)期的方式判定可使用與否,無法量化評價不同貯存時間下預(yù)浸料的可使用性,從而造成了原材料的大量浪費(fèi)甚至產(chǎn)品質(zhì)量的波動性較難控制。
本文以碳纖維增強(qiáng)環(huán)氧樹脂體系熱熔預(yù)浸料MT700/603 為研究對象,基于603 環(huán)氧樹脂的固化特性開展室溫貯存時間與預(yù)固化度的關(guān)聯(lián)性分析,進(jìn)一步探究預(yù)浸料預(yù)固化度對復(fù)合材料成型質(zhì)量和關(guān)鍵力學(xué)性能的影響機(jī)制,建立起MT700/603 預(yù)浸料室溫貯存時間-預(yù)固化度-制品性能三者之間的內(nèi)在聯(lián)系,從制品性能角度系統(tǒng)量化評價MT700/603 預(yù)浸料室溫貯存的穩(wěn)定性,為預(yù)浸料可使用性的定量化和標(biāo)準(zhǔn)化評價提供重要的理論依據(jù)和技術(shù)基礎(chǔ)。
1 實(shí)驗(yàn)材料與方法
1.1 原材料
MT700 碳纖維,河南永煤碳纖維有限公司研制的MT700C-6K-N1B-2;耐高溫環(huán)氧樹脂603,航天材料及工藝研究所自制;MT700/603 預(yù)浸料,航天材料及工藝研究所自制。
1.2 復(fù)合材料制備
裁剪成440 mm ×240 mm 尺寸的MT700/603預(yù)浸料及603 環(huán)氧樹脂放置于室溫為(20 ±5) ℃、相對濕度為20% ~34% 的環(huán)境中60 d。 分別于第0,10,20,30,40,50,55,60 d 進(jìn)行理化性能測試及試樣制備。 預(yù)浸料按照壓力為0.6 MPa,溫度先130 ℃/h后180 ℃/4 h 的固化制度,采用熱壓罐工藝進(jìn)行固化,制成復(fù)合材料單向板。
1.3 測試儀器及方法
采用美國博勒飛黏度儀公司的DV2 旋轉(zhuǎn)黏度儀測試樹脂黏度,升溫速率為1 ℃/min;通過美國梅特勒-托利多公司的Mettler Toledo DSC 1 型差示掃描熱( differential scanning calorimetry,DSC)分析儀測試樹脂的低溫玻璃化轉(zhuǎn)變和固化反應(yīng)熱,升溫速率為10 ℃/min;通過美國通用電氣USIP40 超聲波探傷儀C 型掃描成像測試復(fù)合材料的內(nèi)部質(zhì)量;采用德國賽多利斯公司的BSA124S-CW 電子天平和德國馬爾公司的16EWR 數(shù)顯卡尺通過幾何法測試復(fù)合材料的密度,測試參照GB/T 1463—2005[21]進(jìn)行;采用德國LEICA DM4000M 金相顯微鏡測試復(fù)合材料的孔隙率,測試參照GB/T 3365—2008[22]進(jìn)行;通過中國珠海三思泰捷電氣設(shè)備有限公司的CMT5205 電子萬能試驗(yàn)機(jī)測試復(fù)合材料的拉伸、壓縮、彎曲和層剪性能,測試分別參照GB/T 3354—2014[23]、GB/T 5258—2008[24]、GB/T 3356—2014[25]、JC/T 773—2010[26]進(jìn)行。
2 結(jié)果與分析
2.1 603 環(huán)氧樹脂黏度和固化特性分析
603 環(huán)氧樹脂在不同室溫貯存時間下的黏度曲線如圖1 所示。 隨溫度的增加,603 環(huán)氧樹脂黏度先降低,然后呈現(xiàn)一定平臺階段,隨后又迅速增高。 隨著室溫貯存時間的增加,黏度平臺的溫度范圍由130 ~166 ℃逐漸變窄為140 ~150 ℃。 初始狀態(tài)(第0 d)時,樹脂的最低黏度出現(xiàn)在152 ℃左右,約為446 mPa·s; 到60 d 后,在更低的溫度147 ℃左右即出現(xiàn)最低黏度,約為2 490 mPa·s,增加了約4.6 倍。 說明隨著室溫貯存時間的延長,樹脂發(fā)生了預(yù)固化反應(yīng),分子量變大導(dǎo)致黏度增加及黏度平臺變窄。 此外,黏度平臺是603 環(huán)氧樹脂體系的工藝窗口,樹脂黏度過高、窗口過窄會造成加壓時機(jī)與樹脂黏度變化的不匹配。 加壓時機(jī)過晚,樹脂流動性變差,無法對預(yù)浸料層間或?qū)觾?nèi)的纖維充分浸潤,同時成型過程中氣泡和揮發(fā)份的排除受阻,容易造成復(fù)合材料構(gòu)件出現(xiàn)氣孔、疏松等內(nèi)部缺陷。 對于603 環(huán)氧樹脂,室溫放置30 d 內(nèi)黏度平臺和最低黏度變化較小,預(yù)浸料制備的復(fù)合材料質(zhì)量風(fēng)險(xiǎn)較小;30 d 后預(yù)固化反應(yīng)變快,黏度變化較大,成型質(zhì)量風(fēng)險(xiǎn)大幅增加。
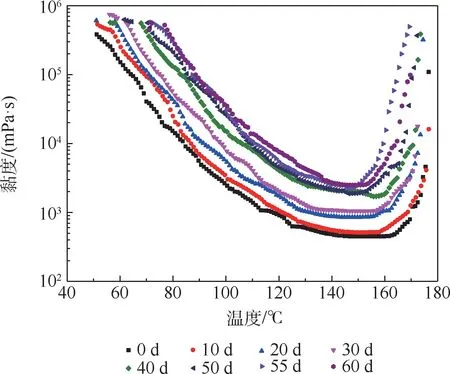
圖1 不同貯存時間下603 環(huán)氧樹脂的黏度曲線Fig.1 Viscosity vs temperature curves of 603 epoxy resin in different storage periods
采用DSC 分析儀測試603 環(huán)氧樹脂在不同室溫貯存時間的玻璃化轉(zhuǎn)變溫度和固化反應(yīng)特性,如圖2 所示。 DSC 曲線熱流斜率最大點(diǎn)即為未固化603 環(huán)氧樹脂的玻璃化轉(zhuǎn)變溫度(Tg)。603 環(huán)氧樹脂的Tg隨室溫貯存時間的變化曲線如圖3 所示。 隨著貯存時間的延長,603 環(huán)氧樹脂的Tg也由第0 d 的-5.3 ℃逐漸增加到第60 d的12.6 ℃,累計(jì)增加了17.9 ℃。 文獻(xiàn)[27]研究表明,Tg=0 ℃時環(huán)氧樹脂預(yù)浸料的操作工藝性最佳[27],在本節(jié)出現(xiàn)在貯存時間21 d 左右。 從圖3也可看出,30 d 后Tg變化速率增大,表明預(yù)固化反應(yīng)加劇,此結(jié)果也與黏度變化呈現(xiàn)對應(yīng)關(guān)系。
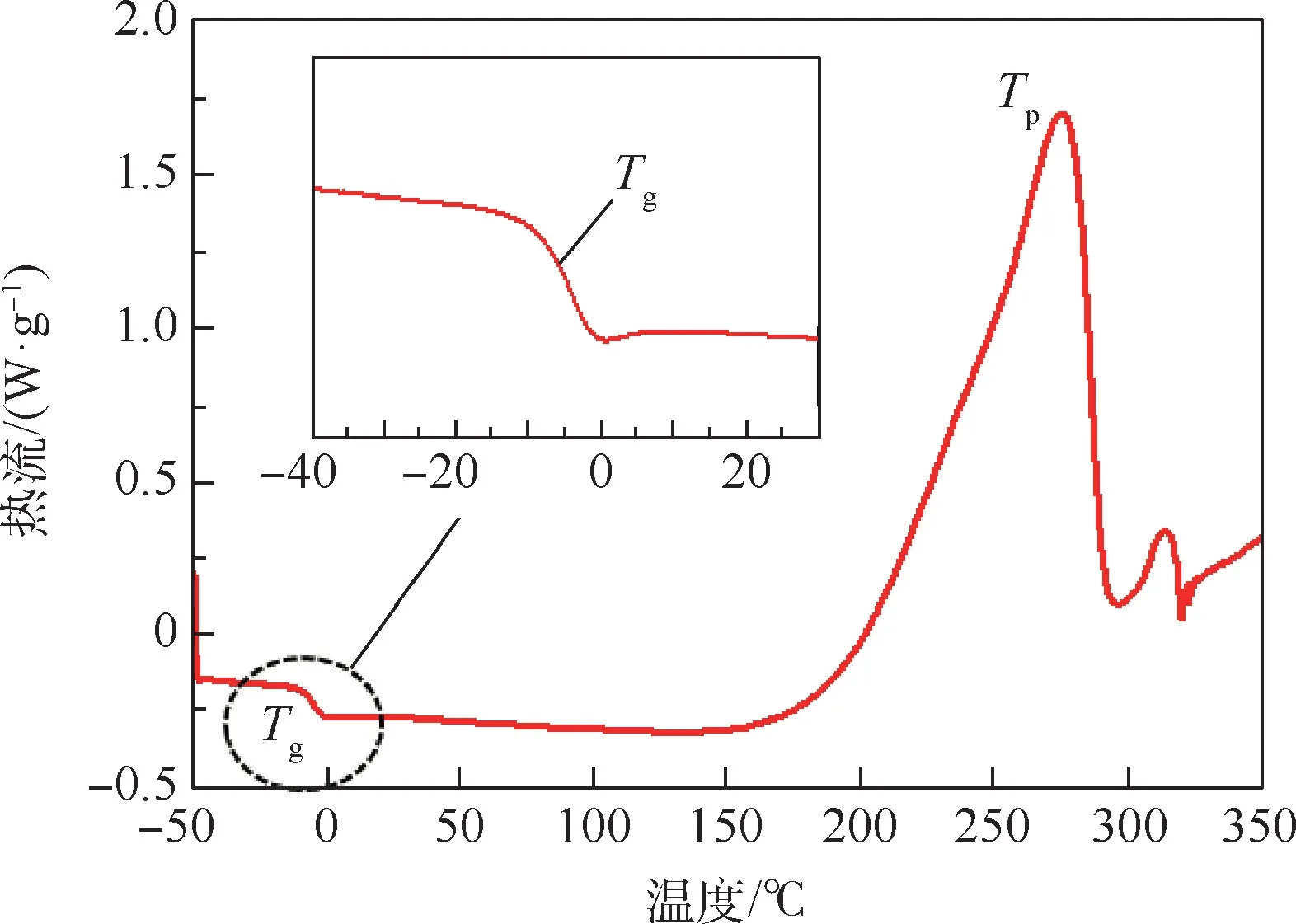
圖2 603 環(huán)氧樹脂的DSC 曲線Fig.2 DSC curve of 603 expoxy resin

圖3 不同貯存時間下603 環(huán)氧樹脂的Tg 和Tp 變化曲線Fig.3 Tg and Tp curves of 603 epoxy resin in different storage periods
在檢測的60 d 儲存期內(nèi),603 環(huán)氧樹脂的反應(yīng)峰值溫度(Tp)均在275.5 ~277.5 ℃之間。 結(jié)果表明,室溫貯存0 ~60 d 內(nèi),樹脂固化反應(yīng)放熱溫度并無較大波動。
取DSC 曲線熱流q的積分面積即為環(huán)氧樹脂的放熱量:

不同貯存時間下環(huán)氧樹脂固化反應(yīng)的放熱量(ΔH)相比于初始態(tài)固化反應(yīng)放熱量(ΔH0)的減小值即為樹脂的預(yù)固化度:

如圖3 所示,隨著貯存時間的延長,603 環(huán)氧樹脂的預(yù)固化度逐漸增加,當(dāng)室溫貯存30 d 時預(yù)固化度約為5.3%;室溫貯存60 d 時,預(yù)固化度達(dá)到11.2%左右。 參考文獻(xiàn)[28]中利用Kamal 模型和Kissinger 方法得到的603 環(huán)氧樹脂的固化動力學(xué)模型如下:

式中:α1和α2分別為圖2 中峰1 和峰2 的預(yù)固化度;α為總固化度;t為貯存時間;T為溫度。
利用式(3) ~式(5)固化動力學(xué)方程,建立603環(huán)氧樹脂體系在室溫25 ℃條件下貯存時間與預(yù)固化度之間的關(guān)系。 如圖4 所示,隨著貯存時間的延長,預(yù)固化度逐漸變大。 貯存30 d 時預(yù)固化度約為4.3%;貯存60 d 時,預(yù)固化度約為7.0%。 雖然實(shí)驗(yàn)值與模型數(shù)值有一定偏差,但是樹脂的預(yù)固化度隨著貯存時間變長均表現(xiàn)出增大的趨勢。
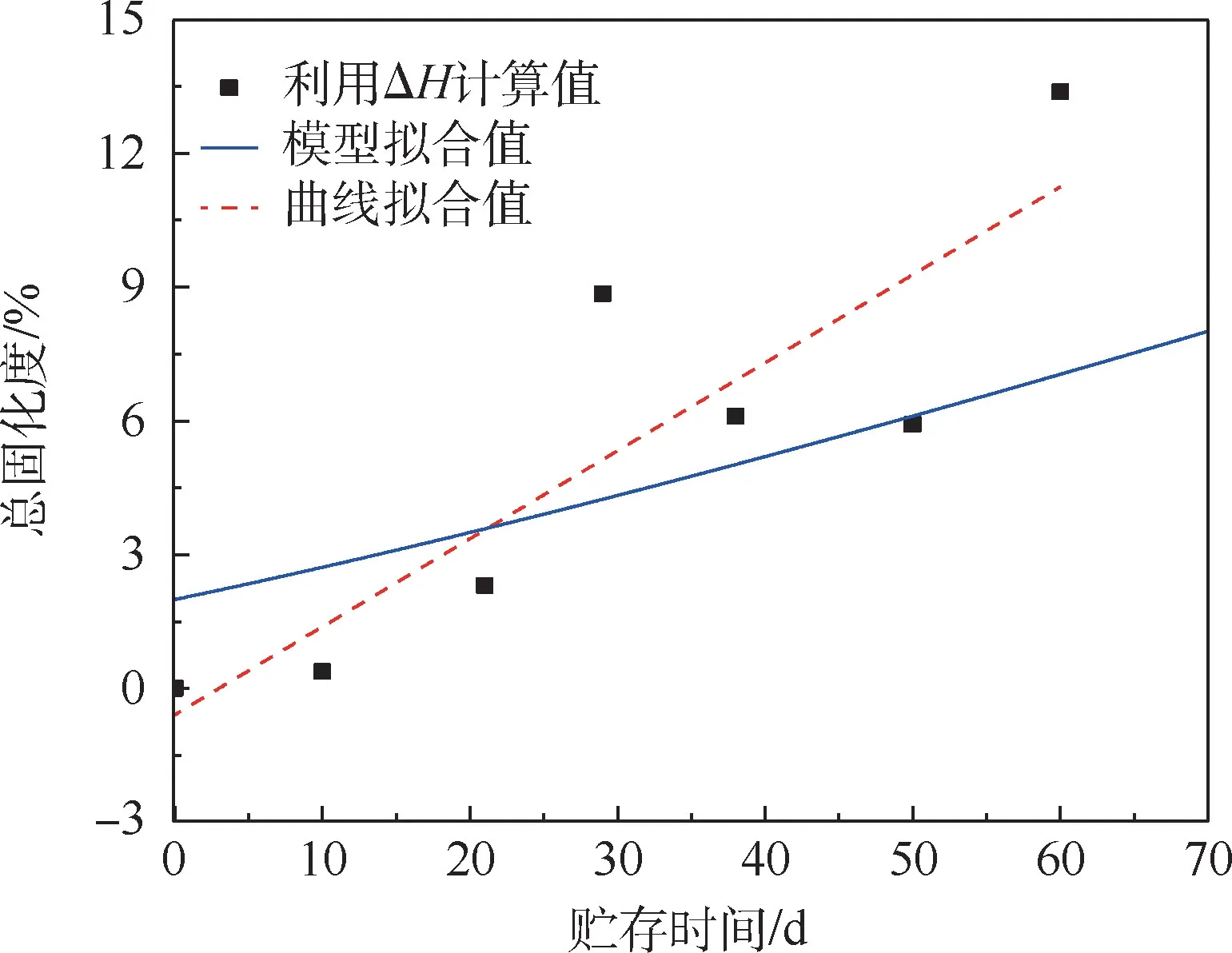
圖4 不同貯存時間下603 環(huán)氧樹脂預(yù)固化度的實(shí)驗(yàn)值、模型值和實(shí)驗(yàn)擬合值變化曲線Fig.4 Three kinds of pre-curing degree value(experimental, model and fitting data) of 603 epoxy resin in different storage periods
2.2 室溫貯存時間對復(fù)合材料單向板成型質(zhì)量的影響
通過C 型超聲波探測不同室溫貯存時間下MT700/603 預(yù)浸料成型的復(fù)合材料單向板的掃描圖像如圖5 所示。 考慮到該材料具有復(fù)雜的界面,故采用透射法直觀探測其分層、氣孔等缺陷。可以發(fā)現(xiàn),隨著貯存時間的延長,單向板的內(nèi)部成型質(zhì)量逐漸變差。 30 d 之前透射的超聲波沒有明顯的衰減現(xiàn)象,掃描圖像顏色分布均勻,單向板完整度較高,沒有顯著缺陷。 但是30 d 之后單向板無損檢測超聲波的衰減程度越來越大,掃描圖像中雜色越來越明顯,說明產(chǎn)品缺陷越來越嚴(yán)重。

圖5 不同貯存時間下MT700/603 預(yù)浸料復(fù)合材料的超聲波C 型掃描圖像Fig.5 Ultrasonic C-scan images of composites prepared by MT700/603 prepreg in different storage periods
為了深入探究單向板的缺陷形式和特征,分別選取完整度較高的貯存時間為20 d 和有明顯缺陷的貯存時間為50 d 和55 d 的3 類單向板,采用光學(xué)顯微鏡分別觀察單向板橫向截面不同放大倍數(shù)的微觀形貌。 如圖6 所示,預(yù)浸料室溫貯存20 d 時,單向板橫向截面顯示纖維分布整體較為均勻,預(yù)浸料層間緊密貼合,層內(nèi)和層間沒有明顯缺陷。 預(yù)浸料室溫貯存50 d 時,在單向板的局部層內(nèi)和層間均檢測到密集型孔隙,纖維在層內(nèi)分布密實(shí),層間分布稀疏;貯存55 d 后,在單向板的局部層間檢測到尺寸更大的孔隙,纖維在層內(nèi)的分布密度明顯大于層間分布密度。

圖6 貯存時間為20,50,55 d 的MT700/603 預(yù)浸料復(fù)合材料橫向截面的光學(xué)顯微鏡照片F(xiàn)ig.6 Light microscopy section images of composites prepared by MT700/603 prepreg on the 20th, 50th and 55th day
圖7 為MT700/603 預(yù)浸料在不同室溫貯存時間下成型的單向板的孔隙率變化曲線。 可以看出,貯存時間變長,單向板的孔隙率逐漸增大,前20 d 未檢出孔隙;第30 d孔隙率變?yōu)?. 03%,之后迅速增加到第60 d 的0.2%。 經(jīng)過數(shù)值擬合,單向板孔隙率隨著預(yù)浸料貯存時間的變化關(guān)系近似符合以下函數(shù):

圖7 不同貯存時間下MT700/603 預(yù)浸料復(fù)合材料的孔隙率變化曲線Fig.7 Void volume fraction of composites prepared by MT700/603 prepreg in different storage periods

式中:V為孔隙率,%;t為貯存時間,d。
預(yù)浸料的貯存時間不會影響復(fù)合材料成型時的固化溫度和時間,但是會影響加壓時機(jī)。 在相同加壓條件下,樹脂預(yù)固化度的增加,導(dǎo)致其黏度增加,流動性變差,預(yù)浸料層內(nèi)或?qū)娱g的氣泡排出受到阻礙,因此,得到的復(fù)合材料單向板的孔隙缺陷逐漸增多,孔隙率逐漸變大。
此外,隨著預(yù)浸料貯存時間的延長,單向板的纖維體積含量逐漸下降,從初始狀態(tài)的62.8%降為第60 d 的61.5%;厚度從第0 d 的2.15 mm 逐漸增加到第50 d 的2.28 mm,50 d 后趨于不變;密度從第0 d 的1.56 g/cm3逐漸下降到30 d 的1.51 g/cm3,之后趨于不變,如圖8 所示。 這是由于隨著預(yù)浸料貯存時間的延長,樹脂的預(yù)固化度逐漸變大,黏性逐漸增加,流動性逐漸變差。 相同的成型工藝下復(fù)合材料出膠量變少,樹脂含量增多,纖維體積分?jǐn)?shù)逐漸下降,同時也導(dǎo)致單向板的厚度逐漸增加,密度出現(xiàn)下降的趨勢。

圖8 不同貯存時間下MT700/603 預(yù)浸料復(fù)合材料的纖維體積含量、厚度和密度變化Fig.8 Fiber volume fraction, thickness and density of composites prepared by MT700/603 prepreg in different storage periods
2.3 室溫貯存時間對復(fù)合材料單向板力學(xué)性能的影響
不同貯存時間下MT700/603 預(yù)浸料復(fù)合材料單向板的拉伸、壓縮、彎曲和層間剪切等力學(xué)性能如圖9 ~圖12 所示。 實(shí)驗(yàn)表明,隨著預(yù)浸料室溫貯存時間的延長,纖維增強(qiáng)復(fù)合材料的縱向拉伸強(qiáng)度和模量,縱向壓縮強(qiáng)度和模量,縱向彎曲強(qiáng)度和模量及層間剪切強(qiáng)度等性能都出現(xiàn)了不同程度地下降。 在預(yù)浸料室溫貯存60 d 的檢測期內(nèi),復(fù)合材料單向板的縱向拉伸強(qiáng)度逐漸降低,從初始狀態(tài)的2 270 MPa 逐漸降低到第60 d 的2 030 MPa,下降了10.6%;縱向拉伸模量變化不大,在139 ~137 GPa 范圍內(nèi)波動。 單向板的縱向壓縮強(qiáng)度變化趨勢與孔隙率類似,先從初始態(tài)的1 462 MPa 緩慢降低到30 d 的1 423 MPa,然后迅速下降到第60 d 的907 MPa,共降低了38.0%;縱向壓縮模量從初始態(tài)的130 GPa 逐漸降低到第60 d 的116 GPa,下降了10.8%。 單向板的縱向彎曲強(qiáng)度隨著貯存時間的變長也逐漸降低,從初始態(tài)的1 708 MPa 降低到第60 d 的1 560 MPa,下降了8.7%;縱向彎曲模量從最初狀態(tài)的114.7 GPa逐漸降低到第60 d 的111 GPa,下降了3.2%。 單向板的縱向?qū)蛹魪?qiáng)度從初始態(tài)的113 MPa 逐漸降低到第60 d 的79.9 MPa,下降了29.3%。 可以發(fā)現(xiàn),相比于拉伸性能和彎曲性能,預(yù)浸料室溫貯存時間對復(fù)合材料單向板的壓縮性能和層間剪切性能的影響更為顯著。

圖9 不同貯存時間下MT700/603 預(yù)浸料復(fù)合材料的縱向拉伸強(qiáng)度和模量變化曲線Fig.9 Longitudinal tensile strength and modulus of composites prepared by MT700/603 prepreg in different storage periods
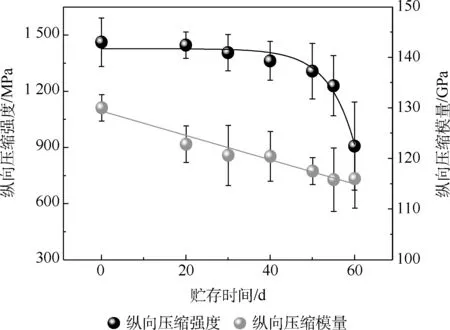
圖10 不同貯存時間下MT700/603 預(yù)浸料復(fù)合材料的縱向壓縮強(qiáng)度和模量變化曲線Fig.10 Longitudinal compression strength and modulus of composites prepared by MT700/603 prepreg in different storage periods
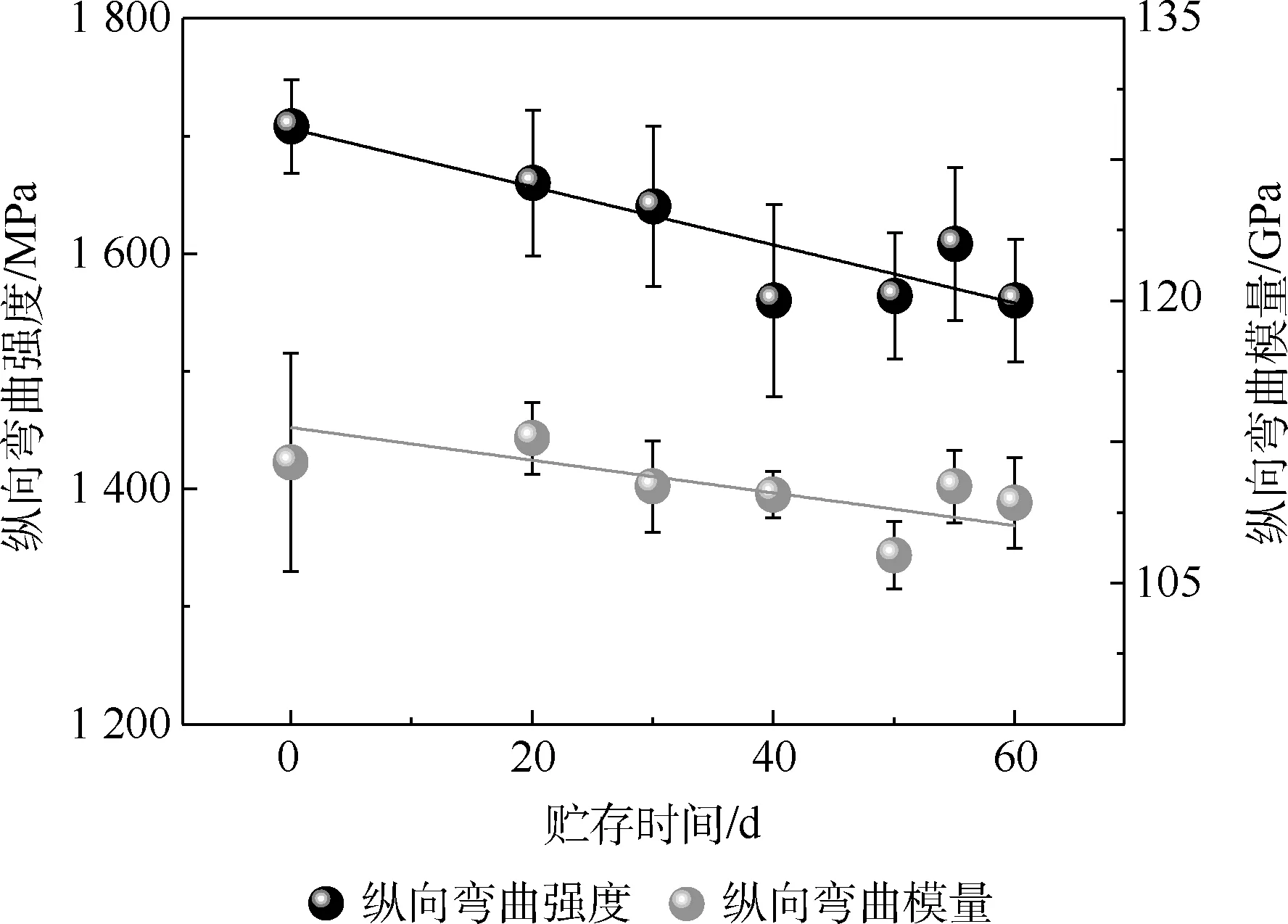
圖11 不同貯存時間下MT700/603 預(yù)浸料復(fù)合材料的縱向彎曲強(qiáng)度和模量變化曲線Fig.11 Longitudinal flexural strength and modulus of composites prepared by MT700/603 prepreg in different storage periods

圖12 不同貯存時間下MT700/603 預(yù)浸料復(fù)合材料的縱向?qū)娱g剪切強(qiáng)度變化曲線Fig.12 Longitudinal interlaminar shear strength of composites prepared by MT700/603 prepreg in different storage periods
預(yù)浸料貯存時間對復(fù)合材料力學(xué)性能影響的根本原因是預(yù)浸料預(yù)固化度的變化。 預(yù)浸料貯存時間延長,樹脂的預(yù)固化度逐漸增加,黏度變大、工藝窗口過窄,導(dǎo)致加壓時機(jī)與樹脂黏度變化的不匹配。 相同的成型工藝下,樹脂流動性變差,不能將纖維充分浸潤,同時預(yù)浸料層內(nèi)或?qū)娱g的氣泡排出受阻,導(dǎo)致復(fù)合材料單向板厚度增加,樹脂含量增大,且內(nèi)部出現(xiàn)孔隙缺陷。 此外,預(yù)固化度的增加,導(dǎo)致預(yù)浸料變硬發(fā)干,鋪覆工藝性變差,預(yù)浸料之間無法緊密貼合,進(jìn)一步導(dǎo)致復(fù)合材料內(nèi)部孔隙率的增加。 在室溫貯存的前20 d 內(nèi),雖然沒有檢測到孔隙的出現(xiàn),但是單向板厚度增加,纖維體積含量下降,從而導(dǎo)致其拉伸、壓縮、彎曲和剪切性能的下降。 貯存時間超過20 d 后,孔隙率先緩慢增加到30 d 的0.03%,之后迅速增大到第60 d 的0.2%,孔隙缺陷是導(dǎo)致單向板力學(xué)性能下降的直接原因。 拉伸破壞是損傷漸進(jìn)過程,孔隙的存在使得局部纖維發(fā)生彎曲變形,影響了破壞過程的載荷傳遞,因此,拉伸強(qiáng)度隨著孔隙率的增加逐漸下降;但是固化后纖維體積含量依舊很高( >61%),縱向拉伸模量變化不大。 相比于縱向拉伸強(qiáng)度,縱向壓縮強(qiáng)度對孔隙率更加敏感,因?yàn)閴嚎s破壞是更傾向依賴于樹脂基體的破壞,而拉伸破壞是更傾向依賴于纖維增強(qiáng)體的破壞,孔隙缺陷使得局部纖維發(fā)生彎曲變形,擠占了樹脂的體積含量,造成單向板內(nèi)部基體含量下降,更容易發(fā)生失效破壞,因此,壓縮強(qiáng)度在預(yù)浸料室溫貯存時間大于30 d 孔隙率迅速增加時也表現(xiàn)出迅速下降的趨勢;另一方面,孔隙的存在使得復(fù)合材料的有效承載面積降低,壓縮模量也呈現(xiàn)逐漸下降的趨勢。 此外,孔隙在層間剪切試驗(yàn)的失效載荷-位移行為方面起關(guān)鍵作用,孔隙使層間區(qū)域的有效承載面積減小,破壞過程的載荷傳遞效率受到影響,從而降低了復(fù)合材料層壓板的層間剪切強(qiáng)度。 彎曲破壞是依賴于樹脂基體、纖維增強(qiáng)體和兩者界面等更加復(fù)雜的破壞形式,載荷傳遞效率也受到孔隙缺陷引起的局部纖維彎曲變形的影響,因此彎曲強(qiáng)度和彎曲模量的下降程度介于拉伸性能、壓縮性能和層間剪切性能之間。 綜合考慮復(fù)合材料的力學(xué)性能,預(yù)浸料的室溫貯存時間不宜超過30 d,此時樹脂的預(yù)固化度為5.3%,復(fù)合材料的孔隙率為0.03%。
對于同樣采用MT700/603 預(yù)浸料的復(fù)合材料構(gòu)件,根據(jù)設(shè)計(jì)的力學(xué)性能指標(biāo)要求,結(jié)合圖9 ~圖12 不同貯存時間下復(fù)合材料的關(guān)鍵力學(xué)性能數(shù)據(jù),可以反推出MT700/603 預(yù)浸料室溫可承受的最長貯存時間,從而節(jié)約原材料,降低生產(chǎn)成本。 提供一種從復(fù)合材料產(chǎn)品性能角度系統(tǒng)量化評價MT700/603 預(yù)浸料室溫貯存穩(wěn)定性的方法,而且這種方法有望進(jìn)一步推廣到其他類型預(yù)浸料可使用性的定量化和標(biāo)準(zhǔn)化評價中。
3 結(jié) 論
1) 603 環(huán)氧樹脂在室溫貯存30 d 后,樹脂的最低黏度增加了1.4 倍,Tg增加了7.0 ℃,預(yù)固化度變?yōu)?.3%;室溫貯存60 d 后,最低黏度相比于初始態(tài)增加了4.6 倍,Tg增加了17.9 ℃,預(yù)固化度變?yōu)?1.2%。
2) MT700/603 預(yù)浸料室溫貯存時間在30 d以內(nèi)時,復(fù)合材料內(nèi)部質(zhì)量良好,纖維分布較為均勻,孔隙率較低,為0.03%。
3) 孔隙缺陷導(dǎo)致復(fù)合材料的拉伸、壓縮、彎曲、剪切等力學(xué)性能均出現(xiàn)不同程度的下降,更傾向依賴于樹脂基體破壞的縱向壓縮強(qiáng)度和壓縮模量對孔隙率的敏感性要高于更傾向依賴于纖維增強(qiáng)體破壞的縱向拉伸強(qiáng)度和拉伸模量。
4) 隨著室溫貯存時間的延長,603 環(huán)氧樹脂預(yù)固化度逐漸增大,黏度逐漸增加,成型過程中加壓時機(jī)與樹脂黏度變化不匹配是導(dǎo)致復(fù)合材料構(gòu)件關(guān)鍵力學(xué)性能下降的根本原因。
猜你喜歡
建材發(fā)展導(dǎo)向(2022年2期)2022-03-08 01:44:04
建材發(fā)展導(dǎo)向(2021年14期)2021-08-23 00:56:16
中國材料進(jìn)展(2019年10期)2019-12-07 05:32:14
纖維復(fù)合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:34
中國塑料(2015年6期)2015-11-13 03:02:54
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年8期)2015-10-14 01:10:41
應(yīng)用化工(2014年10期)2014-08-16 13:11:29