駕駛室焊裝線體數字化解決方案
2023-01-12 03:58:48何福林
裝備制造技術 2022年10期
關鍵詞:生產
何福林
(東風柳州汽車有限公司,廣西 柳州 545005)
0 引言
數字化技術在汽車制造行業起著越來越重要的作用,從產品工藝設計到產品制造的所有環節,數字化技術能夠提供高效的評估方案,有效縮短產品開發制造周期[1]。本文主要闡述數字化技術在商用車駕駛室焊裝線規劃及建設、焊裝線運行管理方面的解決方案。
1 焊裝線體數字化解決方案
在作線體布局方案時,首先通過CATIA等三維設計軟件,對廠房結構、產線布置、設備布局、車間倉儲物流、工藝輔房及公用動力管網等進行建模,利用PDPS等仿真軟件對產線運行仿真驗證,模擬實際的生產狀況,驗證產線的產能,以實現最少的設備投資來滿足規劃產能要求。同時通過產線運行及工廠物流進行仿真,評估物流調度策略、物流路徑、庫存需求等,實現物流的精益規劃。
產品開發初期需對產品進行可焊性分析,檢查產品結構在焊接過程的焊槍干涉情況,對零件插入順序、定位和夾緊位置的變化以及焊接的不同順序進行模擬檢查,及時優化產品結構,為線體規劃方案提供產品結構的生產要件要求[2,3]。
在完成了產品結構數模后,對駕駛室焊裝線體做方案。
1.1 主線的多車型柔性化解決方案
線體方案設計考慮多車型共線,通過三維建模及仿真驗證,確定多車型共線生產的方案,主線多車型共線方案主要考慮工序定位方案:滑臺切換、電缸切換、風車切換、NC切換等;考慮輸送方案:滾床滑橇輸送、往復桿輸送、AGV帶橇輸送等;以及考慮總拼方案:多工位總拼、柔性滑臺式、轉轂式總拼、機器人帶抓具總拼等。焊裝主線盡可能柔性化,降低新產品導入的改造難度,避免因新產品導入影響量產車型生產。通過對三維方案仿真分析,選擇成本最優、柔性化的焊裝主線方案。在實施階段根據新車型導入時間分期投入工裝,同時根據新車型的具體結構,開展新車型的線體方案通過性仿真驗證。
以某公司商用車焊裝主線為例(圖1),焊裝線采用滾床滑橇輸送實現高節拍輸送及環形回橇,采用小滑臺切換工序定位及雙面夾具滑臺總拼滿足車型規劃的需求;同時線體采用滑橇帶載碼體進行數字化車型信息隨車輸送以便下工位讀取。線體上件工位采用MES系統下發車型信息,形成MES車型計劃與滑橇載碼體車型數字化比對,避免裝錯件等質量問題。
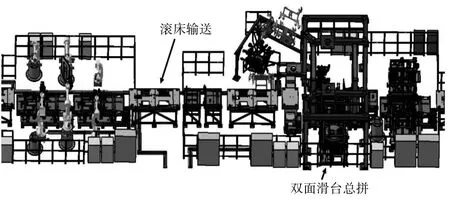
圖1 焊裝主線方案仿真
1.2 分總成焊接標準工作站解決方案
(1)對于小總成焊接工作站方案,主要有以下種:
①固定式夾具切換工作站,適用于生產節拍要求不高的總成焊接,同時夾具輕便適合人工切換;
②轉臺式/轉轂式夾具切換工作站,用于生產節拍要求較高的總成焊接。以某公司的左右車門總成焊接線為例(圖2),結合車門內板總成需要2序上件作業再與車門外板包邊、補焊的工藝路線,并利用壓機包邊設備進行車門包邊,線體方案考慮采用轉臺切換車型夾具實現4平臺柔性共線,左/右車門內板總成工位共用機器人焊接成型焊點以提高機器人使用效率。同時線體通過PLC傳遞工位間車型信息,利用傳感器、視覺系統等識別零件狀態。
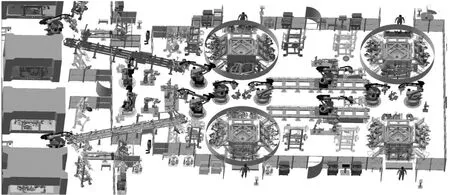
圖2 左右車門線方案仿真
(2)大總成焊接工作站,主要有4種:轉臺式/轉轂式夾具切換方案、柔性滑臺式夾具切換方案、立體庫夾具切換方案及A模塊+B模塊拼接組合方案。
大總成焊接工作站方案主要根據共線車型數量、場地大小、投資成本等選擇最適合的方案。以某公司的商用車側圍總成焊接工作站為例(圖3),駕駛室側圍總成尺寸大,裝件數量多,且需要2序裝件作業,考慮采用搭積木式立體工藝布局,實現占地面積最小化,同時也實現了成本最優,具體布局形式如下:

圖3 側圍總成線立體工藝布局
第1層為地面層,采用回轉式柔性滑臺實現多車型定位夾具的柔性切換,同時回轉式柔性滑臺可以實現下一生產序列的車型夾具提前切換至上件工位開始生產,大大縮短車型切換時間。
第2層布置機器人焊接,采用下探式機器人進行焊接,同時利用大臂展機器人進行搬運,可以實現機器人繼續在空中層進行補焊作業,完成焊接作業搬運至第一層OP20工序夾具繼續進行裝件作業,同時利用PLC系統將車型傳遞至OP20工序。
第3層為第2層錯位層,可以實現補焊作業、緩存及轉序至焊接主線進行總拼。
經核算,側圍總成焊接采用搭積木式立體工藝布局,相比全地面層布置方案,機器人少了3臺、線體復雜度降低、運維成本減少,占地面積下降45%,投資總額下降10%。
2 產線虛擬聯調
在線體設計階段,對產線數據進行虛擬調試,以驗證并優化線體方案、優化機器人軌跡及線體節拍、完善PLC程序,減少現場示教周期及工裝設備安裝時的錯誤和返工。具體如下:
(1)工位/產線仿真
通過創建工藝仿真環境,創建機器人作業任務,檢查機器人焊接過程的干涉性,檢查機器人運行的節拍,確定機器人運動的最佳路徑等。
(2)離線編程
主要包含2個部分:機器人離線程序及PLC離線程序。機器人軌跡離線編程在工藝仿真過程同步開展,在確認機器人最優路徑后編程機器人離線程序。PLC程序編寫主要根據設備集成接線原理設計信號表及電氣圖紙,同時結合工藝流程的電控原理圖,編寫工裝設備正常運行的PLC邏輯程序。
(3)VC調試
首先,在PS仿真軟件中完成工藝仿真及機器人離線編程基礎上,完善機器人邏輯塊配置并創建工裝設備及工件的傳感器,完成創建VC環境,同時建立PS軟件與Simba Box模塊的通訊;其次,集成PLC硬件系統,將完成編程的PLC程序載入,同時利用以太網模塊建立與Simba Box模塊的通訊;最后,利用電氣調試PLC電腦對PLC進行調試,控制仿真電腦VC環境中設備運行實現單工位調試、多工位線體聯調等。
以某公司車門線建設項目為例,采用虛擬聯調技術,利用PLC控制仿真環境工裝設備運行,對PLC程序進行可靠性驗證,對機器人軌跡進行干涉性及節拍驗證(圖4)。

圖4 車門線PLC系統控制仿真環境虛擬調試
經過驗證和完善的PLC電控程序,線體投產后設備故障率減少30%以上,機器人生產節拍達成時間減少30%以上,可以縮短30%以上的生產線生產準備時間,實現線體快速交付投產,縮短新產品投放市場周期。
3 線體的中控系統同步建設
3.1 中控系統建設關鍵步驟
以本公司商用車焊裝車間中控系統為例(圖5):
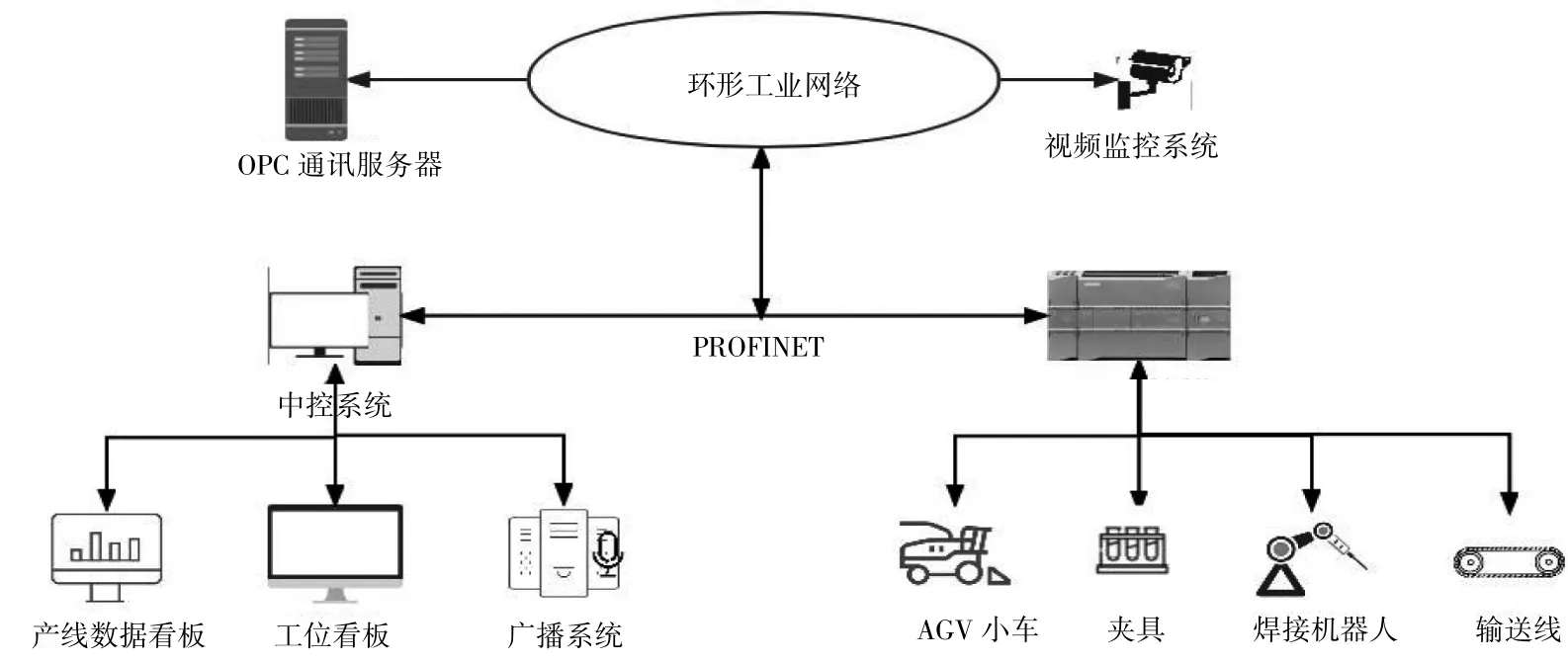
圖5 中控系統架構
(1)根據PLC分部及數量搭建可靠的環形工業網絡,利用ProfiNet協議接口連接各個PLC;
(2)分類規劃PLC的DB(數據塊)區域,把設備動作數據及生產參數存儲;
(3)搭建OPC通訊服務器,可對DB塊進行毫秒級別的數據交換;
(4)根據車間工藝布置圖開發PMC界面,以直觀的圖形界面展示設備運行狀況及生產進度,數據來源于通訊服務器采集到的數據。
(5)安裝工位攝像頭、廣播系統、數據顯示屏,組成多媒體中控室。
3.2 數據采集與監控
通過采集產線數據(物流信息、生產節拍、設備狀態、庫存數據),并對數據進行分析、決策,提升企業生產過程的應變能力,實現動態把握及敏捷制造,符合智能工廠要求,其作用體現在以下4點:
(1)工位車型信息追蹤
通過采集生產線自動化PLC系統的駕駛室數據,實現對所有工位、工作站的車型代碼狀態追蹤查詢功能。
(2)生產線運行狀態監控
利用中控顯示屏顯示生產線各個工位運行的車型狀態、實時節拍、報警信息、求援信息、質量信息、物料需求信息等便于管理者實時監控生產狀態,同時可進行生產指令的更改發布,提高生產管理效率。
(3)設備底層數據狀態采集
通過對設備的底層數據如啟停信號、報警信息、工藝參數及震動、溫度等狀態數值進行采集、記錄、分析來實現對設備監控管理,以評估設備健康狀態、壽命等。通過采集設備的溫度、噪聲、電流、震動頻率等數據進行大數據分析,輸出設備診斷結果,并針對性進行設備預防性維護。
(4)能源管理
對焊接用電、公共動力(包括空壓機、水泵、空調照明)用電等進行用電監測、數據統計,輸出最優用電方案。
4 建立MES系統實現對產線數據監控
4.1 MES系統建設關鍵步驟
建立完中控系統后,使計劃執行跟蹤獲得驅動能力,以此基礎建立MES系統:
(1)MES系統對接中控系統生產參數數據接口,生產參數包含工位的生產序列、計劃序列、車身唯一編號、車型種類;
(2)利用獲得的生產參數驅動ERP生產計劃安排生產規則下發;
(3)利用獲得的生產參數映射工藝數據(車型的差異化信息、機器人控制代碼、零件代碼、零件圖片),與計劃數據同步下發;
(4)結合下游涂裝車間的排產計劃,計算出成品庫(WBS)移行機的出入庫順序。
4.2 MES系統主要功能
駕駛室焊裝MES系統,可以實現駕駛室制造過程的大數據監控管理。通過物聯網與MES服務器連接,采集各類數據保存到數據庫中,實現以下可視化監控(圖6):

圖6 車間生產信息監控畫面
(1)生產計劃管理
焊裝線上件工位,AVI系統控制RFID讀寫,設備根據生產計劃將駕駛室ID(駕駛室唯一碼)寫入RFID;其它實績采集點,RFID讀寫器讀RFID獲取車輛ID以及過點時間信息。MES系統接收過點信息,匹配指示點配置的實績觸發信息判斷是否需要觸發物料配送指示以及生產指示,若需要則產生物料指示單、生產指示單并下發至相應看板進行顯示。
(2)生產指示下達
物流信息、工藝信息、質量防錯信息推送。現場工位增加電子看板,實現生產計劃的物流信息推送,工位實時生產車型工藝信息及質量防錯信息的推送。
(3)線邊物料管理
線邊庫管理包括線邊庫存盤點和物料拉動兩部分,線邊庫存盤點實現對線邊庫信息進行維護管理,并支持庫存盤點及庫存調整功能。線邊拉動實現庫房與線邊庫物料的拉動(圖7),其中,部分物料在配送提前工位觸發物料配送指示,部分物料在其線邊庫存低于其安全庫存值時,觸發產生物料配送指示,庫房人員通過庫房看板上物料配送指示進行物料配送及線邊掃碼入庫。
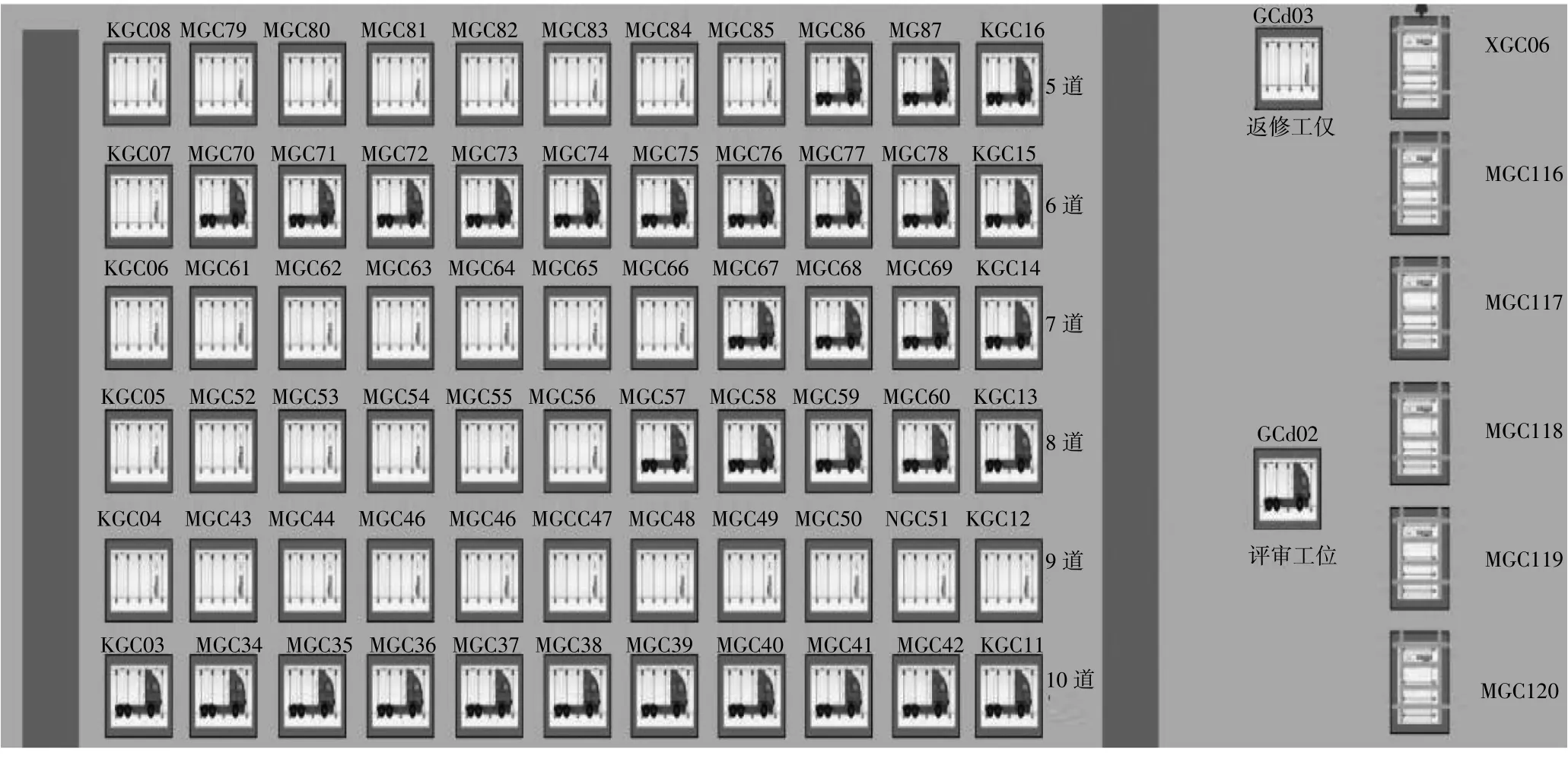
圖7 線邊庫管理與生產計劃聯動
同時,在重點工位配置扣減工位物料,系統根據經過的車型及其BOM(帶工位信息),自動扣減線邊庫存。
(4)成品庫存管理
WBS區域位于焊裝和涂裝之間,作為兩個車間之間的緩沖,實現涂裝生產緩存,也具備車身調序功能,該模塊可以減少焊裝停線對涂裝生產的影響。WBS區域設計為全自動化,充分考慮了各種異常情況下進行報警,系統支持干預、手動進行調度指揮。
系統按生產計劃智能排序,具體如圖8所示。
(5)制造效率分析
生產效率統計。通過統計產量、節拍、工時等數據計算生產效率OEE,突出異常工位,進而提醒管理者進行專項整改,具備報表、平衡墻等圖表的生成展示與導出功能。
(6)質量管理
通過采集焊接過程參數數據進行可視化監控及存儲分析,對生產過程質量問題的收集管理,實現對質量問題的溯源及追蹤,形成有效的過程質量管理。
利用在線精度測量、尺寸測量、拍照掃描等功能提供與生產MES計劃相匹配的駕駛室質量數據,并傳輸至大數據中心進行分析管理、質量預測。
5 當前焊點質量監控的挑戰
駕駛室焊裝在快節拍生產的情況下,焊點質量管控對管理者是一個不小的挑戰。焊點質量常因板件、設備參數、電極表面狀態等因素導致焊點熔核過小、虛焊、針眼等質量問題。由于焊點的板間熔化不可見,焊點質量管控方式一直以來都是汽車廠家重點研究對象。
目前對焊點質量管控常見的方法有:(1)工位焊點鑿檢:即非破壞鑿檢,一般抽樣10%駕駛室焊點、5%產量的車身進行鑿點檢查。(2)無損探傷檢測:即超聲波無損探傷,一般每天檢測1臺駕駛室,抽樣30%焊點;(3)整車拆解檢測:全駕駛室破壞性拆解,每生產1萬臺駕駛室抽樣全破1臺車身。

圖8 WBS庫區排序監控
現有抽樣焊點質量檢驗方法效率低、成本高,不能達到100%檢測,且焊接參數和質量數據沒有實時的互通,發現質量問題后再去追溯,缺乏時效性。
通過數據采集軟件在線監測每一個焊點的焊接過程參數并實現數據存儲,并基于異常數據進行針對性檢測,可減少破壞性檢測,降低產線檢測率;將海量復雜的焊點參數數字化、透明化,對全部焊點參數實時監控,異常結果反饋回焊接工藝控制中心,可實現對焊點異常的快速處理;對焊點管控即時化,即采取信息化防錯、焊點計數器、電極自動修磨器、伺服焊鉗等,第一時間發現或避免不良焊點、漏焊的產生和流出。
6 結語
通過項目方案建模、工藝仿真、虛擬調試等數字化技術對駕駛室焊裝線體進行規劃、設計及建設,可以切實減少焊裝線體建設過程的錯誤及返工,縮短建設周期及投產時間。利用MES系統、中控系統、質量管理系統等數字化技術對焊裝線運行進行管理,實現生產過程的敏捷智造及可視化監控,縮短產品交貨期,減少產品質量風險。通過以上數字化技術的運用,項目建設速度提升30%以上,規避了項目建設風險點80%以上,生產效率提升25%以上,規避了90%的質量問題點流出。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16