超聲滾壓工藝對(duì)6061鋁合金平面件表面粗糙度的影響
2023-01-13 13:33:26肖福源
關(guān)鍵詞:實(shí)驗(yàn)
譚 輝,靳 剛,閻 兵,肖福源
(天津職業(yè)技術(shù)師范大學(xué)機(jī)械工程學(xué)院,天津 300222)
隨著科學(xué)技術(shù)的不斷發(fā)展,各行各業(yè)生產(chǎn)都離不開(kāi)機(jī)械裝置,鋁合金憑借其抗腐蝕性能好、易加工、成本低等優(yōu)點(diǎn)被廣泛應(yīng)用,這無(wú)疑也對(duì)機(jī)械裝置中關(guān)鍵零部件的使用壽命提出了更高的要求。一般而言,產(chǎn)品零部件失效形式往往從材料表面開(kāi)始,因此對(duì)材料表面的完整性進(jìn)行研究具有重要意義[1-3]。超聲滾壓技術(shù)是在傳統(tǒng)滾壓技術(shù)基礎(chǔ)上,引入超聲振動(dòng)所產(chǎn)生的新型加工技術(shù),該技術(shù)符合國(guó)家“碳中和”戰(zhàn)略需求,其憑借綠色、易控制、表面質(zhì)量提升明顯以及加工效率高的特點(diǎn)成為國(guó)內(nèi)外學(xué)者研究的熱點(diǎn)[4-6]。王世杰等[7]通過(guò)超聲滾壓技術(shù)對(duì)45鋼表面形貌進(jìn)行研究,發(fā)現(xiàn)加工參數(shù)對(duì)表面形貌的峰谷高度具有較大影響。張繼旺等[8]通過(guò)超聲滾壓技術(shù)對(duì)EA4T車軸鋼進(jìn)行滾壓處理,研究表明,超聲滾壓技術(shù)可以有效降低材料表面粗糙度,去除表面犁溝形貌,并通過(guò)BP神經(jīng)網(wǎng)絡(luò)建立了不同參數(shù)下的疲勞壽命預(yù)測(cè)模型。尚方方等[9]使用多珠滾壓加工刀具對(duì)7075鋁合金表面進(jìn)行平面滾壓,通過(guò)對(duì)表面摩擦磨損性能的研究發(fā)現(xiàn),超聲滾壓加工改變了工件表面微觀結(jié)構(gòu),磨損機(jī)制的改變使表面抗磨性、試樣壽命均得到提高。王婷等[10]通過(guò)對(duì)40Cr材料進(jìn)行旋轉(zhuǎn)超聲滾壓實(shí)驗(yàn),得出超聲滾壓技術(shù)可以明顯降低車削的加工痕跡,表面粗糙度降低至0.2 μm以下的結(jié)論。蔣書(shū)祥等[11]通過(guò)對(duì)7050鋁合金的二維超聲滾壓發(fā)現(xiàn),經(jīng)過(guò)超聲滾壓處理后,材料表面形貌得到明顯改善,表面粗糙度最大降幅達(dá)到73%。李占杰等[12]采用超聲滾壓技術(shù)對(duì)6061鋁合金設(shè)計(jì)三因素三水平的正交實(shí)驗(yàn),分析得出主軸轉(zhuǎn)速對(duì)材料表面粗糙度的影響最大,其次是滾壓次數(shù)與進(jìn)給速度,但未考慮到靜壓力對(duì)粗糙度的影響。Xu等[13]采用超聲滾壓技術(shù)對(duì)7B85-T6合金進(jìn)行加工,實(shí)驗(yàn)得出,原始樣品表面形貌存在許多一致性的劃痕損傷,經(jīng)過(guò)超聲滾壓加工后,表面劃痕逐漸消失,樣品表面在宏觀上表現(xiàn)出越來(lái)越光滑的趨勢(shì)。Ye等[14]對(duì)AZ31B合金進(jìn)行超聲滾壓處理后發(fā)現(xiàn),樣品表面發(fā)生了嚴(yán)重的塑性變形,且滾壓后的初始表面粗糙度比初始值降低了91.8%,從表面形貌圖看出,該技術(shù)對(duì)表面微槽有極好的平滑效果,可以獲得更好的表面性能。宋錦春等[15]對(duì)45鋼進(jìn)行旋轉(zhuǎn)超聲滾壓實(shí)驗(yàn)發(fā)現(xiàn),經(jīng)過(guò)超聲滾壓處理后的材料表面粗糙度可以減小至0.02 μm以下,材料表面質(zhì)量得到顯著提高。肖福源等[16]對(duì)6061鋁合金進(jìn)行旋轉(zhuǎn)超聲滾壓研究發(fā)現(xiàn),材料表面粗糙度降低45%~94%,由于采用的是旋轉(zhuǎn)超聲滾壓,相較于平面超聲滾壓的滾壓刀具、加工參數(shù)均有較大差別。
現(xiàn)有的超聲滾壓研究一般針對(duì)柱面展開(kāi),平面超聲滾壓研究較少,而對(duì)6061鋁合金平面件的超聲滾壓表面粗糙度和表面形貌探究更少。基于此,本文針對(duì)6061鋁合金平面件開(kāi)展超聲滾壓表面粗糙度影響規(guī)律研究,分析滾壓次數(shù)、靜壓力、主軸轉(zhuǎn)速和進(jìn)給速度四因素對(duì)材料表面粗糙度及表面形貌的影響。
1 6061鋁合金超聲滾壓實(shí)驗(yàn)
1.1 實(shí)驗(yàn)材料
實(shí)驗(yàn)材料為6061鋁合金,尺寸為60 mm×60 mm×20 mm,材料主要合金元素有Mg和Si,還含有Cu、Mn、Zn、Ti、Cr等其他微量元素,其化學(xué)成分如表1所示。
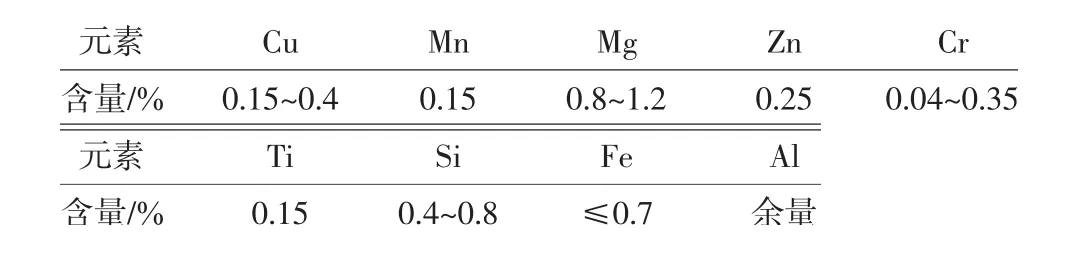
表1 6061鋁合金主要化學(xué)成分
1.2 實(shí)驗(yàn)裝置
圖1為6061鋁合金超聲滾壓加工實(shí)驗(yàn)圖。
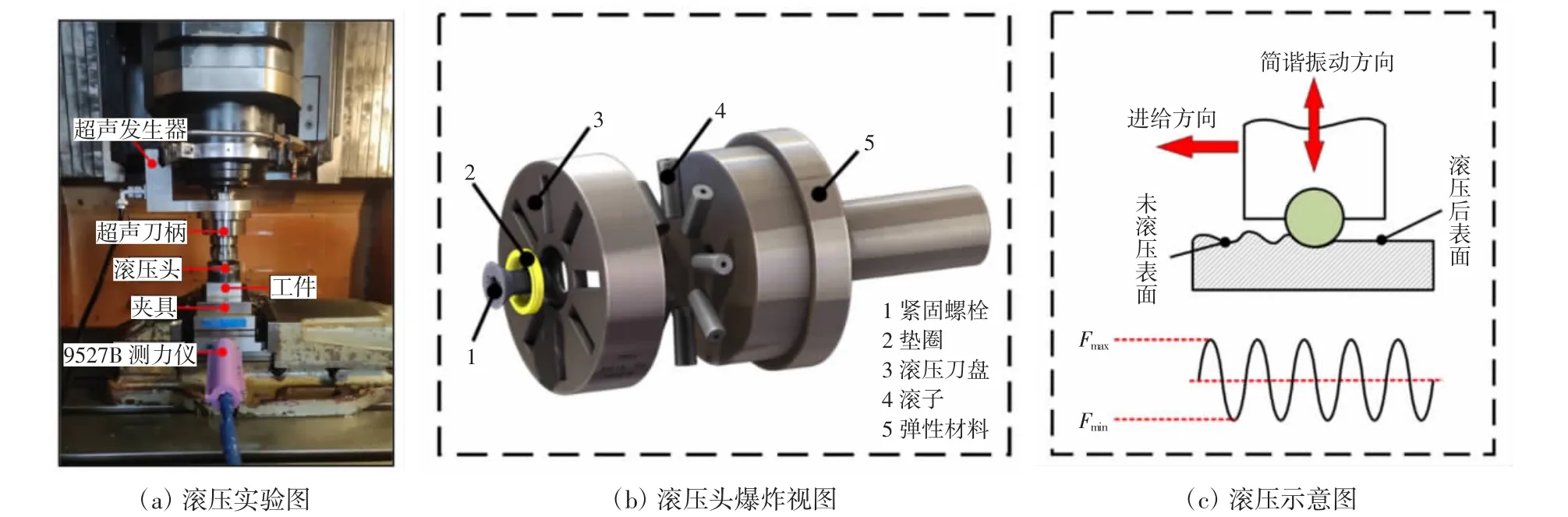
圖1 超聲滾壓加工實(shí)驗(yàn)圖
平臺(tái)以牧野機(jī)床有限公司生產(chǎn)的S56立式加工中心為基礎(chǔ),添加超聲輔助加工系統(tǒng),如圖1(a)所示,超聲輔助加工系統(tǒng)包括:超聲電源、超聲波發(fā)生器和超聲刀柄。其中,超聲波發(fā)生器型號(hào)為Takemasa公司生產(chǎn)的UBT40-33B,其超聲方向?yàn)檩S向,超聲頻率為1.9 kHz,振幅為3 μm,工件底部裝有9527B測(cè)力儀,用來(lái)監(jiān)測(cè)滾壓過(guò)程中壓力的變化,同時(shí)確保在滾壓前施加需要的靜壓力。滾壓頭的結(jié)構(gòu)如圖1(b)所示,其主要是通過(guò)緊固螺栓和墊圈將滾壓刀盤、滾子和彈性材料組合起來(lái)。滾壓頭作為超聲滾壓環(huán)節(jié)重要的零部件組成,其工作穩(wěn)定性是決定實(shí)驗(yàn)成敗的關(guān)鍵,在滾壓過(guò)程中需時(shí)刻保持冷卻液噴射以保證其潤(rùn)滑性和冷卻性,而定期清理超聲滾壓所產(chǎn)生的鋁合金粉末,以免粘連滾子或待滾壓表面造成的表面二次劃傷也是實(shí)驗(yàn)需要重點(diǎn)考慮的問(wèn)題。
在滾壓過(guò)程中,滾子由滾壓刀盤設(shè)計(jì)的開(kāi)口處露出,通過(guò)與超聲刀柄連接的彈性材料傳遞振動(dòng),憑借滾子對(duì)材料表面高頻率的振動(dòng),材料表面發(fā)生塑性變形,達(dá)到“填谷削峰”的效果,從宏觀層面表現(xiàn)為滾壓后材料出現(xiàn)鏡面效果,其滾壓原理如圖1(c)所示。
2 正交實(shí)驗(yàn)設(shè)計(jì)與極差分析
2.1 正交實(shí)驗(yàn)設(shè)計(jì)
預(yù)研實(shí)驗(yàn)表明,主軸轉(zhuǎn)速ω、進(jìn)給速度Vc、靜壓力F和滾壓次數(shù)n是影響6061鋁合金滾壓表面粗糙度的重要因素。為了研究這4個(gè)加工因素在超聲和非超聲情況下對(duì)表面粗糙度和表面形貌的影響規(guī)律并找出最佳工藝路線,設(shè)計(jì)了16組正交實(shí)驗(yàn),6061鋁合金材料正交實(shí)驗(yàn)數(shù)據(jù)如表2所示。

表2 6061鋁合金材料正交實(shí)驗(yàn)數(shù)據(jù)表
工件表面粗糙度采用布魯克公司生產(chǎn)的Contour GT-X三維光學(xué)顯微鏡觸式表面粗糙度儀測(cè)量,工件表面形貌采用基恩士公司生產(chǎn)的VHX-1000C超景深顯微鏡測(cè)量。經(jīng)測(cè),6061鋁合金平面件的初始表面粗糙度Sa為0.936 μm。
2.2 極差分析
根據(jù)表2數(shù)據(jù)求出6061鋁合金在超聲滾壓實(shí)驗(yàn)因素的優(yōu)水平和優(yōu)組合,并得到相應(yīng)的極差分析表,如表3所示。
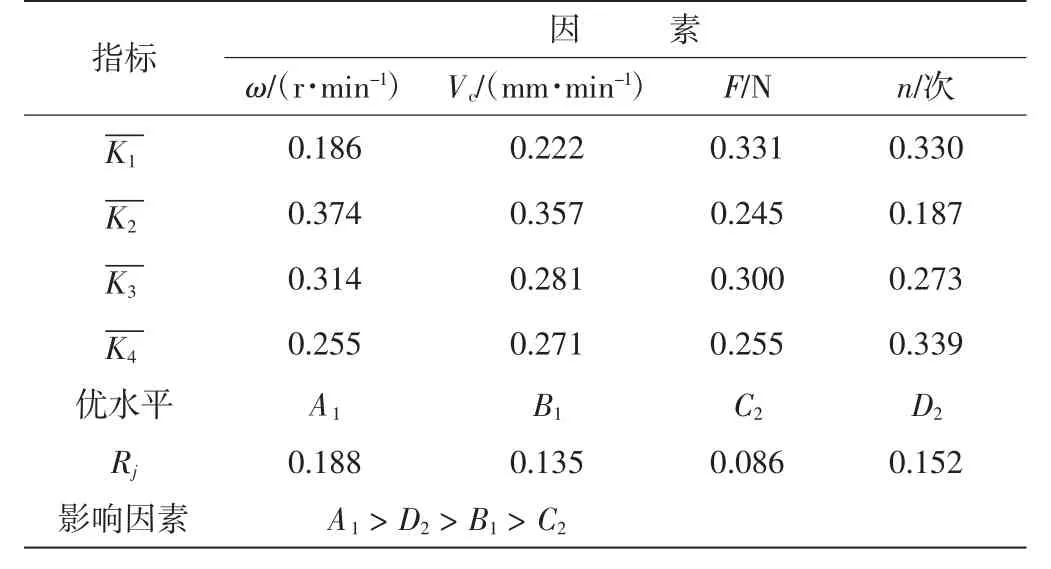
表3 超聲滾壓加工實(shí)驗(yàn)影響工件表面粗糙度的極差分析
由表3可知,在超聲滾壓過(guò)程中,主軸轉(zhuǎn)速對(duì)6061鋁合金表面粗糙度影響最大,其次是進(jìn)給速度和滾壓次數(shù),靜壓力的影響最小。通過(guò)對(duì)實(shí)驗(yàn)數(shù)據(jù)的分析,可以得到表面粗糙度的最優(yōu)因素組合為A1D2B1C2,即在主軸轉(zhuǎn)速1 000 r/min、進(jìn)給速度40 mm/min、靜壓力600 N、滾壓2次的滾壓工況下,材料可以獲得最優(yōu)的滾壓表面質(zhì)量。
3 實(shí)驗(yàn)結(jié)果分析
3.1 不同加工參數(shù)對(duì)表面粗糙度的影響
表面粗糙度是評(píng)定材料表面質(zhì)量的重要指標(biāo),圖2為依據(jù)表2實(shí)驗(yàn)參數(shù)所得的不同主軸轉(zhuǎn)速、靜壓力、滾壓次數(shù)和進(jìn)給速度對(duì)6061鋁合金表面粗糙度的影響曲線。圖中,紅色線段為未滾壓粗糙度曲線,藍(lán)色線段為超聲滾壓后粗糙度曲線。
從圖2(a)可以看出,材料表面粗糙度隨主軸轉(zhuǎn)速的增加,整體呈現(xiàn)出先增大再減小的趨勢(shì),當(dāng)ω為1 500 r/min時(shí),粗糙度達(dá)到最大,為0.374 μm,相較未滾壓粗糙度0.936 μm降低了60%;在ω為1 000 r/min時(shí),粗糙度值最小,為0.186 μm,對(duì)比未滾壓粗糙度有80%的降幅。由此表明,較低的轉(zhuǎn)速在高頻的超聲振動(dòng)下,滾子與材料表面相同部位的接觸時(shí)間增加,即有效滾壓時(shí)間增加;較高的轉(zhuǎn)速,在相同進(jìn)給速度的條件下,同樣可以達(dá)到增加有效滾壓時(shí)間,使材料表面滾壓更為充分,從而降低了材料表面粗糙度。
從圖2(b)可以看出,材料表面粗糙度隨靜壓力的增加,變化幅度在0.1 μm范圍內(nèi),較為穩(wěn)定。當(dāng)靜壓力為600 N時(shí),粗糙度達(dá)到最小值0.245 μm,相較于未滾壓加工粗糙度降低了73%。增大靜壓力可以有效降低表面粗糙度,但過(guò)大的靜壓力易在材料表面產(chǎn)生擠壓、凹坑、劃痕等問(wèn)題。
從圖2(c)可以看出,隨著滾壓次數(shù)的增加,材料表面粗糙度先減小后增大,在滾壓進(jìn)行到第2次時(shí),粗糙度達(dá)到最小值0.187 μm,對(duì)比未滾壓加工粗糙度降低了80%。多次滾壓加工可以彌補(bǔ)上次加工過(guò)程中未改善的缺陷,降低工件的表面粗糙度,但滾壓次數(shù)過(guò)多會(huì)對(duì)材料表面產(chǎn)生過(guò)分沖擊,造成材料表面因過(guò)分形變產(chǎn)生組織脫離、表面微裂紋等現(xiàn)象,使得材料表面粗糙度增加。
從圖2(d)可以得出,材料表面粗糙度隨進(jìn)給速度的增加呈現(xiàn)出先增加再減小的趨勢(shì),當(dāng)進(jìn)給速度為60 mm/min時(shí),粗糙度達(dá)到最大值0.357 μm,與未滾壓加工粗糙度相比依然有61%的降幅。在超聲滾壓過(guò)程中,較慢的進(jìn)給速度可以保證滾壓頭和工件表面充分接觸,增加有效接觸時(shí)間;過(guò)高的進(jìn)給速度雖然也呈現(xiàn)出降低粗糙度的趨勢(shì),但從表面形貌的觀測(cè)結(jié)果上看,其表面完整性并不理想。
總之,從圖2可知,超聲滾壓的高頻沖擊具有對(duì)金屬表面微觀構(gòu)造中的高峰低谷進(jìn)行“削峰填谷”的作用,在實(shí)驗(yàn)所選的每種工況下,通過(guò)超聲滾壓,材料表面質(zhì)量均得到提高,這說(shuō)明通過(guò)超聲滾壓改善6061鋁合金的表面質(zhì)量是行之有效的。
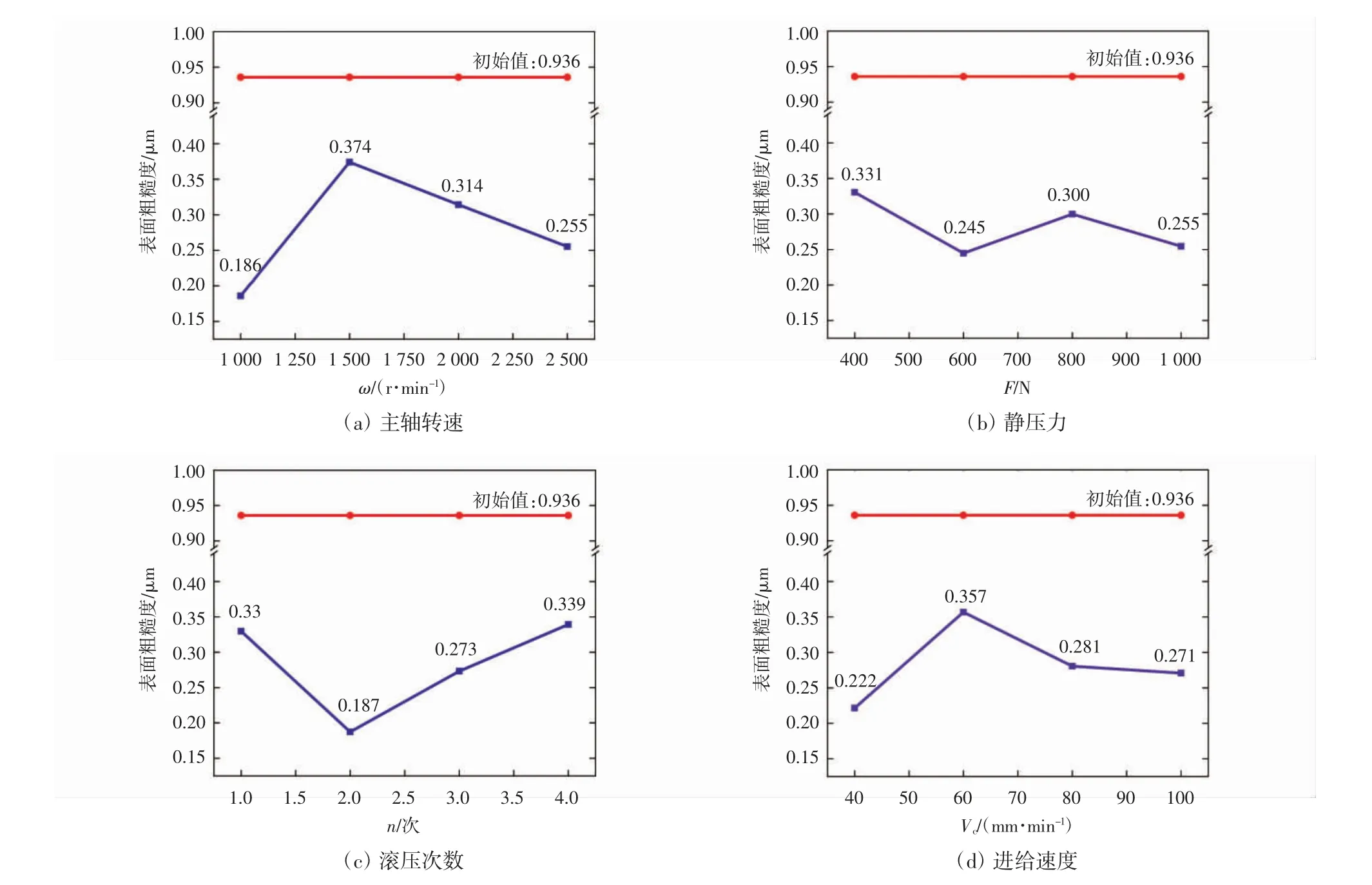
圖2 不同加工因素對(duì)粗糙度的影響曲線
3.2 不同加工參數(shù)對(duì)表面形貌的影響
為探究超聲滾壓過(guò)程加工參數(shù)對(duì)材料表面形貌的影響,設(shè)計(jì)了以主軸轉(zhuǎn)速和進(jìn)給速度為變量的單因素實(shí)驗(yàn),其表面形貌分別如圖3和圖4所示。
固定加工參數(shù)為F=600 N、n=2,圖3(a)—(d)對(duì)應(yīng)加工變量參數(shù)ω分別為1 000 r/min、1 500 r/min、2 000 r/min、2 500 r/min,圖4(a)—(d)對(duì)應(yīng)加工變量參數(shù)Vc分別為40 mm/min、60 mm/min、80 mm/min、100 mm/min。顯然,6061鋁合金超聲滾壓過(guò)程的表面缺陷主要以材料缺陷、刀具劃痕、組織脫落、表面坑點(diǎn)等形式出現(xiàn),而工藝參數(shù)對(duì)表面缺陷的形成具有一定的影響。
從圖3可知,主軸轉(zhuǎn)速對(duì)材料表面形貌的影響較大,在較低主軸轉(zhuǎn)速的圖3(a)中,除了少量的材料表面缺陷,并未產(chǎn)生其他損傷,隨著主軸轉(zhuǎn)速的增加,可以看到圖3(a)、(b)中出現(xiàn)由滾壓頭產(chǎn)生的刀具劃痕數(shù)量增多、深度增加。從圖3(d)可知,ω=2 500 r/min的表面形貌中,出現(xiàn)了范圍較大的組織脫落現(xiàn)象,此時(shí)的材料表面粗糙度值也為同組最大,0.286 μm。由此可以看出,材料表面的損傷在一定程度上可以表現(xiàn)在粗糙度數(shù)值的增加上。

圖3 不同主軸轉(zhuǎn)速材料表面形貌圖
對(duì)比圖4(a)和圖4(b)可以看出,過(guò)慢的進(jìn)給速度,使得材料表面滾壓過(guò)度,表面出現(xiàn)大量小組織剝落和較深的刀具劃痕現(xiàn)象。對(duì)比圖4(c)和圖4(d),二者雖然表面形貌損傷程度相當(dāng),但從粗糙度數(shù)值來(lái)看,卻有較大差異。因此,在對(duì)材料表面質(zhì)量進(jìn)行檢測(cè)評(píng)估時(shí),除考慮表面粗糙度數(shù)值外,表面形貌也具有重要參考價(jià)值。

圖4 不同進(jìn)給速度材料表面形貌圖
4 結(jié)語(yǔ)
本文系統(tǒng)研究了主軸轉(zhuǎn)速、進(jìn)給速度、靜壓力和滾壓次數(shù)對(duì)6061鋁合金表面粗糙度的影響,設(shè)計(jì)了四因素四水平的正交實(shí)驗(yàn),得出如下結(jié)論:
(1)在超聲滾壓過(guò)程中,主軸轉(zhuǎn)速對(duì)6061鋁合金表面粗糙度影響最大,其次是進(jìn)給速度和滾壓次數(shù),靜壓力的影響最小。通過(guò)對(duì)實(shí)驗(yàn)數(shù)據(jù)的分析可以得到表面粗糙度的最優(yōu)因素組合為A1D2B1C2,即主軸轉(zhuǎn)速為1 000 r/min,進(jìn)給速度40 mm/min,靜壓力600 N,滾壓2次。
(2)超聲滾壓對(duì)降低材料表面粗糙度效果顯著,最低可以達(dá)到0.186 μm。在所選定主軸轉(zhuǎn)速、靜壓力、滾壓次數(shù)和靜壓力區(qū)間內(nèi)對(duì)比未滾壓工件表面粗糙度,下降幅度分別為60%~82%、64%~73%、64%~80%和62%~76%。加工參數(shù)對(duì)材料表面粗糙度的影響為:表面粗糙度隨主軸轉(zhuǎn)速的增加,先增大再減小;隨靜壓力的增加,變化較為穩(wěn)定;隨滾壓次數(shù)的增加,先減小后增大;隨進(jìn)給速度的增加,先增大再減小。
(3)主軸轉(zhuǎn)速對(duì)材料表面形貌的影響較大,高轉(zhuǎn)速會(huì)使材料表面出現(xiàn)刀具劃痕、組織脫落等損傷;過(guò)快或者過(guò)慢的進(jìn)給速度會(huì)對(duì)材料表面造成坑點(diǎn)、刀具劃痕等損傷。本次實(shí)驗(yàn)發(fā)現(xiàn),形貌情況相近的表面,在粗糙度數(shù)值上卻有較大差異。因此,為保證表面質(zhì)量評(píng)估的準(zhǔn)確性,還應(yīng)綜合考慮表面粗糙度和表面形貌。
猜你喜歡
作文·小學(xué)低年級(jí)(2025年2期)2025-02-13 00:00:00
小雪花·小學(xué)生快樂(lè)作文(2024年11期)2024-12-31 00:00:00
作文·小學(xué)低年級(jí)(2024年2期)2024-04-29 00:00:00
作文·小學(xué)低年級(jí)(2023年3期)2023-04-29 00:00:00
小獼猴智力畫(huà)刊(2022年9期)2022-11-04 02:31:42
小主人報(bào)(2022年4期)2022-08-09 08:52:06
中學(xué)生數(shù)理化·中考版(2022年11期)2022-02-16 07:01:20
小哥白尼(趣味科學(xué))(2019年6期)2019-10-10 01:01:50
發(fā)明與創(chuàng)新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55