基于二維剪切散斑干涉的無人機缺陷檢測
2023-02-01 07:44:02唐小軍楊耀東吳思進
科技創新與應用 2023年2期
于 淼,唐小軍,楊耀東,吳思進*
(1.北京信息科技大學,北京 100192;2.北京衛星制造廠有限公司,北京 100094)
隨著無人機技術的發展,無人機的輕量化、高性能化成為了目前的主流發展方向[1]。為了減輕機身重量,復合材料成為了制作無人機機身的重要材料。與傳統的金屬材料相比,碳纖維復合材料在比強度、比剛度、耐疲勞及抗腐蝕性能上有著巨大的優勢[2]。但由于復合材料結構的復雜性,在生產、運輸和使用過程中,其內部容易出現諸如氣泡、分層、貧膠、富膠、夾雜、孔隙和裂紋等缺陷,會嚴重影響材料性能,最終影響無人機的結構強度。在制造過程和使用過程中對無人機進行常規的缺陷檢測并精準定位缺陷有助于對結構進行及時修復,消除質量隱患。
目前,傳統的碳纖維復合材料無人機缺陷檢測方法主要包括超聲法、電渦流法和X射線法等。例如,王丹等[3]采用超聲掃描方法,通過超聲反射波信號對碳纖維層壓板沖擊損傷進行檢測,研究了工件表面粘接物對檢測效率的影響。但超聲檢測方法為掃描式檢測,其檢測速度較慢。Wu等[4]利用碳纖維復合材料的低導電性,使用高頻收發探頭通過電渦流方法實現了材料裂紋型缺陷的定量檢測,但此方法不能實現全場測量。除此之外,X射線檢測方法對安全防護條件要求較高,滲透和層析檢測法多用于表面裂紋缺陷檢測[5]。上述方法存在著測量速度慢、無法實現非接觸測量、對實驗環境要求高等局限性。
數字剪切散斑干涉(digital shearography)也是一種有效的復合材料無損檢測技術,具有非接觸、高靈敏度、全場和快速檢測等突出優點,已廣泛應用于許多工業領域。例如,應用數字剪切散斑干涉技術對飛機機翼、飛機機身、風機葉片、石油和天然氣管道進行缺陷檢測,取得了很好的檢測效果[6-9]。數字剪切散斑干涉技術通過提取加載前后相位變化來測量全場位移梯度,從而得到缺陷的尺寸及在相機坐標中的位置[10]。然而當用于無人機機頭這種具有大曲率表面物體的檢測時,數字剪切散斑干涉技術所得到的缺陷二維坐標不方便現場對缺陷的快速定位。現場操作時一般需要根據表面距離來定位缺陷,以方便常規尺寸測量工具的應用。因此,傳統數字剪切散斑干涉技術應用于無人機機頭檢測時,存在應用不便的問題,限制了該技術的應用。此時,需要結合機頭的表面形貌,可以將數字剪切散斑干涉技術所得到的二維笛卡爾坐標值轉換為沿物體表面的曲線距離。一般來說,可以采用其他如數字條紋投影[11-12]和數字圖像相關[13-14]等形貌測量技術來測量表面形貌,然后再用數字剪切散斑干涉技術進行無損檢測。或者將上述技術與數字剪切散斑干涉技術通過組合的方式來檢測大曲率物體,如蔣艷鵬等[15]結合條紋投影法與散斑干涉法測量了大曲率物體的微變形,Anisimov等[16]利用條紋投影法與剪切散斑干涉法測量了大曲率物體的應變。然而結合不同檢測技術對無人機機頭先后進行形貌測量與缺陷檢測需要執行2次單獨的測量操作,增加現場系統布置和測量的時間,導致操作步驟復雜和測量效率低下。同時,由于2類技術所得到的數據之間缺乏位置相關性,難以進行匹配和融合,從而容易導致測量誤差。因此,通過結合不同測量技術進行無人機機頭缺陷檢測和定位的方法在實際使用過程中存在局限性。
本文提出一種基于二維光源移動數字剪切散斑干涉技術的碳纖維復合材料無人機機頭內部缺陷檢測與定位方法,能夠通過1種技術同時得到機頭的位移梯度與表面形貌,從而可以通過融合這2種數據,構建坐標轉換模型,獲得缺陷離特定位置的表面距離,實現無人機機頭內部缺陷的快速檢測和精確定位。
1 缺陷檢測與定位原理
在外部加載狀態下,復合材料內部缺陷會產生相對于整體的微小變形,根據加載狀態下的微小變形便可得到內部缺陷分布情況。以熱加載模式下碳纖維蜂窩結構復合材料的檢測為例,其工作原理如圖1所示。在熱加載狀態下,復合材料缺陷部位與其他部位熱傳導效率不一致,從而產生了相對變形與位移空間梯度變化,其中位移空間梯度的變化在剪切散斑干涉測量結果中表現為蝴蝶狀干涉條紋。因此,根據缺陷在干涉圖中呈現的特征,通過對剪切干涉測量結果進行分析可檢出缺陷并獲得缺陷在圖像中的二維坐標值。缺陷的二維坐標可用于平面被測物的缺陷定位,而對于大曲率的無人機機頭,缺陷二維坐標值難以直接轉換為定位所需的曲面表面距離值。
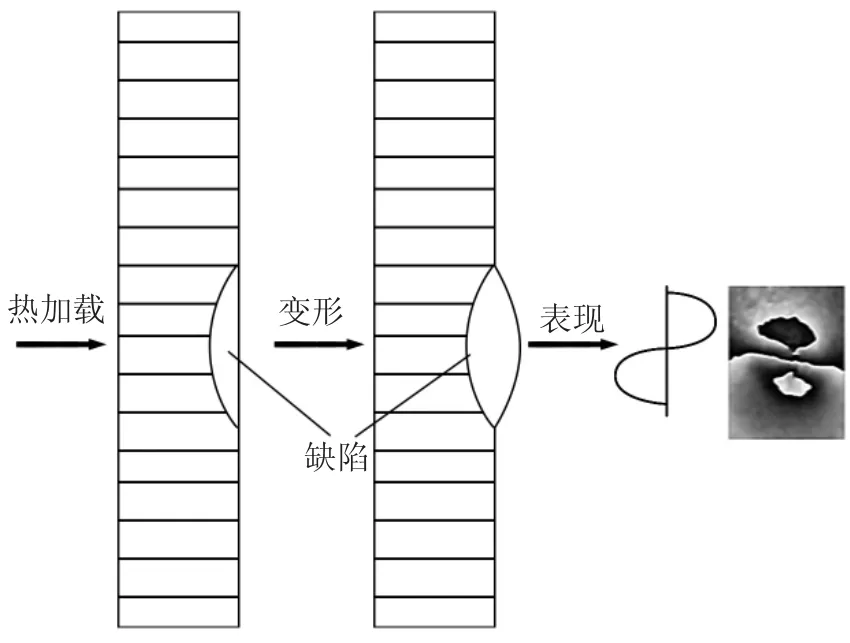
圖1 碳纖維蜂窩復合材料缺陷檢測原理
圖2為二維光源移動數字剪切散斑干涉系統的結構組成,其由2個光源可移動照明裝置與1個二維剪切成像裝置組成。通過光源可移動裝置,照明光源可沿垂直照明方向進行定量位移。通過二維剪切成像裝置,可以得到不同剪切方向的剪切散斑干涉圖。
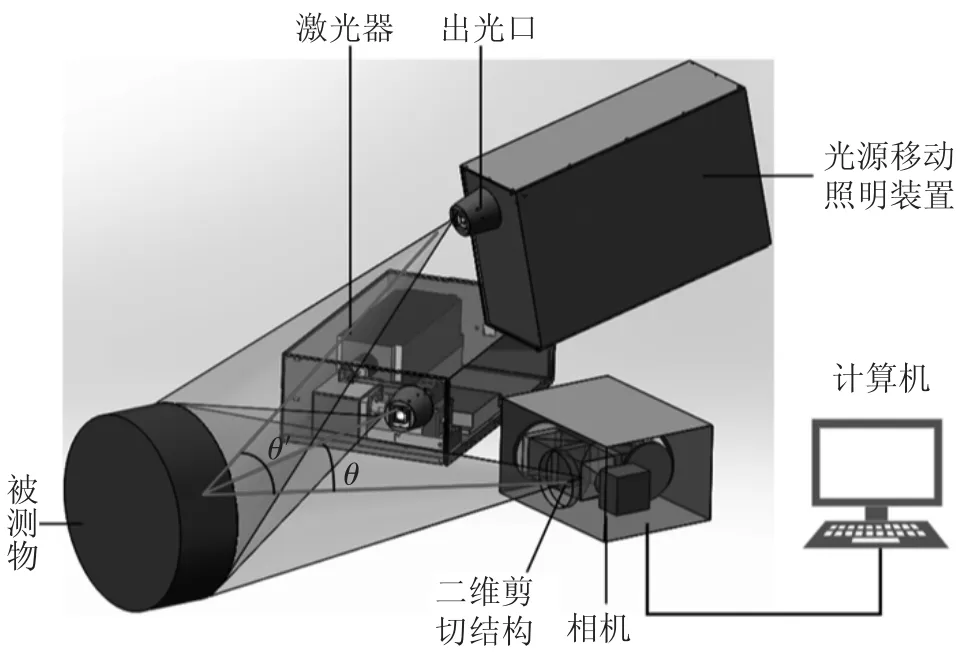
圖2 二維光源移動剪切干涉系統
測量分為2個階段,第一階段進行位移梯度測量,實現缺陷的快速檢測;第二階段進行形貌測量,結合形貌數據和位移梯度實現缺陷的精確定位。在位移梯度測量階段,光源保持靜止,通過光源進行照明并在被測物表面形成散斑場。被測表面光場經過反射進入二維剪切裝置中的分光棱鏡中,分光棱鏡將光束分為透射光與反射光。其中,透射光束照射到與作為移相器的壓電裝置相連的平面鏡上,反射光束照射到與光軸具有一定傾角的平面鏡上。通過2個平面鏡的反射與分光棱鏡的匯聚,最終透射與反射的2幅像在成像平面上形成了一組相互錯位的圖像。相互錯位圖像的重疊部分在成像設備的感光平面上形成干涉,其光強可表示為

式中:I0為背景光強;γ為對比度;φ為干涉光相位。然后對被測物進行加載,被測物存在缺陷區域將產生應變集中,此時其表面光場分布產生變化,其光強可表示為

式中:Δ是物體變形引起的相位變化量,也就是加載前后的相位差。則在x剪切方向上的位移梯度可表示為

式中:λ為激光波長;δx為沿x軸方向剪切量。因此根據式(3)即可得到被測表面位移梯度全場分布。
在形貌測量階段,通過光源的移動來改變光程,使光束沿著照明方向和觀察方向所組成的平面且垂直于照明方向產生位移,從而對剪切干涉相位進行調制。依次提取2個光源移動前后的相位分布,并計算相位差,進而得到沿x和y方向的被測表面斜率全場分布
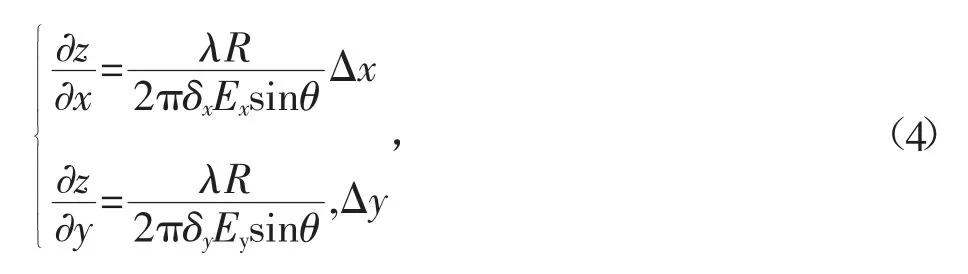
式中:δy為沿y軸方向剪切量;Δx和Δy分別為2個剪切方向上的相位分布;θ和θ'為照明方向與測量方向的夾角;Ex與Ey為2個激光源的移動量;R為光源到被測物的距離。表面斜率與表面形貌的關系為
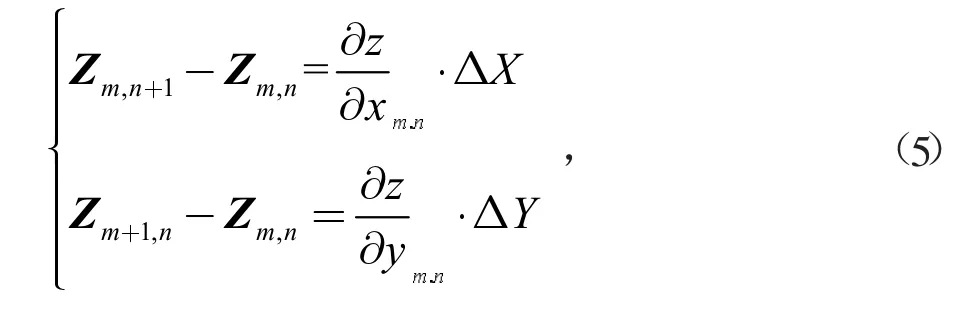
式中:Z為表面形貌矩陣;ΔX和ΔY分別為表面形貌中2個相鄰測量點的水平間距與垂直間距;m和n分別為表面形貌矩陣的行數與列數。求解式(5)即可得到被測表面形貌。
結合被測表面形貌與缺陷位移梯度計算缺陷在曲面上的距離值以實現缺陷定位。圖3為曲面缺陷定位模型,框線標識處代表被測表面存在內部缺陷區域。
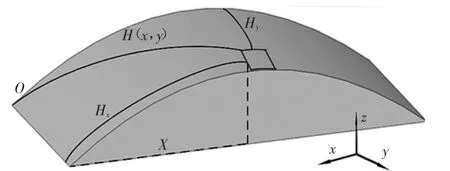
圖3 曲面缺陷定位模型
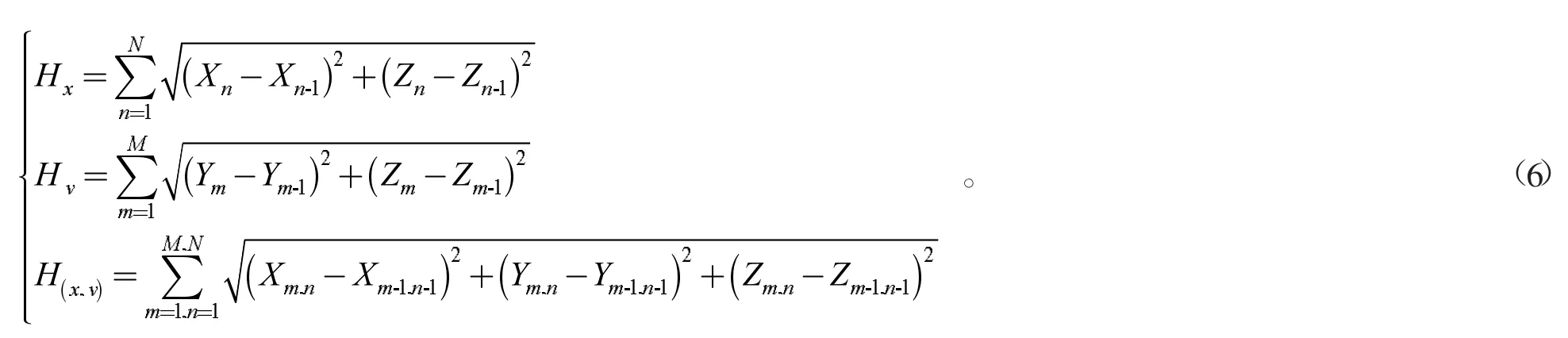
缺陷所在區域在笛卡爾坐標系下沿x軸方向的坐標值為X,沿y方向的坐標值為Y;被測曲面工件原點為O,缺陷區域在曲面上沿坐標軸方向距工件邊緣的距離為Hx、Hy,距原點的距離為H(x,y)。缺陷區域距工件邊界的距離可由式(6)計算
2 實驗與分析
圖4為所測量的無人機機頭,其采用碳纖維復合材料制作。復合材料的應用減輕了機頭的重量,減少零件翹曲現象的出現,提高了零件的合格率。無人機碳纖維蜂窩復合結構如圖5所示。在蜂窩結構制作工件過程中,因結構破壞和膠粘接不實等原因可能導致工件內部存在裂紋、氣泡等缺陷。

圖4 碳纖維無人機機頭
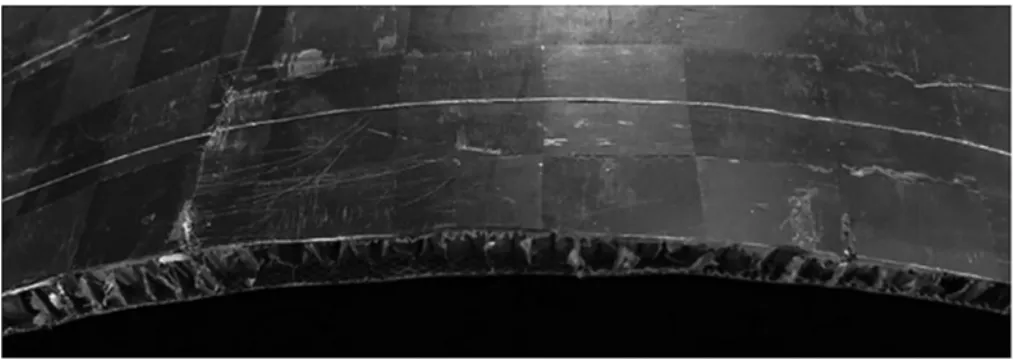
圖5 碳纖維蜂窩復合結構
實驗中二維光源移動剪切干涉系統的激光器中心波長為532 nm,輸出功率為200 mW(長春新產業光電科技有限公司,MSL-FN-532),相機分辨率為2 464×2 056像素(CatchBEST Co.Ltd.MU3S500M),x、y方向的剪切量均為10 mm,工作距離為800 mm,單次檢測面積大小為220 mm×170 mm。無人機機頭放置在固定平臺上,采用熱加載的方式,通過熱風槍來對無人機機頭施加載荷。在檢測中為了使被測區域的加載量一致,在圖像采集時要求被測試件受熱穩定且整體溫度變化情況盡量相同。無人機機頭在熱風槍加熱的溫升階段與加熱完成后的溫降階段均會產生變形,當用熱風槍加熱時被測物會存在熱量分布不均和熱氣流干擾的情況,而在溫降過程中無人機機頭整體溫度變化較為均勻且不存在熱氣流擾動。為了防止加熱階段被測物受熱不均勻影響測量結果,選擇在溫降過程中展開測量。通過時間相移法提取加熱完成后的初始溫降節點相位作為參考相位,將溫降狀態下所采集的相位作為測量相位。將測量相位圖與參考相位圖相減,其原始結果與濾波后結果如圖6所示。
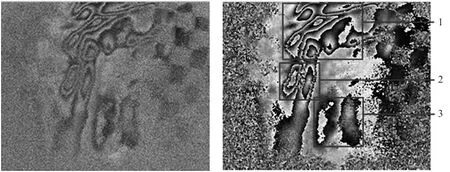
圖6 缺陷檢測結果
從圖6可以看出標識區域中出現了蝴蝶狀干涉條紋,這一特征表示區域內存在缺陷。在圖6中1號區域出現多組不規則的剪切干涉條紋,測量結果表明此處存在多個不規則缺陷,區域2與區域3中出現典型的剪切干涉條紋,缺陷特征表現較為明顯。通過二維光源移動剪切散斑裝置依次采集不同剪切方向相位圖,根據式(5)求取表面形貌。結合圖6與表面形貌數據,然后根據式(6)可得到3個缺陷區域在曲面上距測量邊界的距離,結果如圖7所示。根據缺陷在曲面上的距離,可在生產現場通過卷尺快速地在被測工件上定位缺陷以進行后續修復處理。
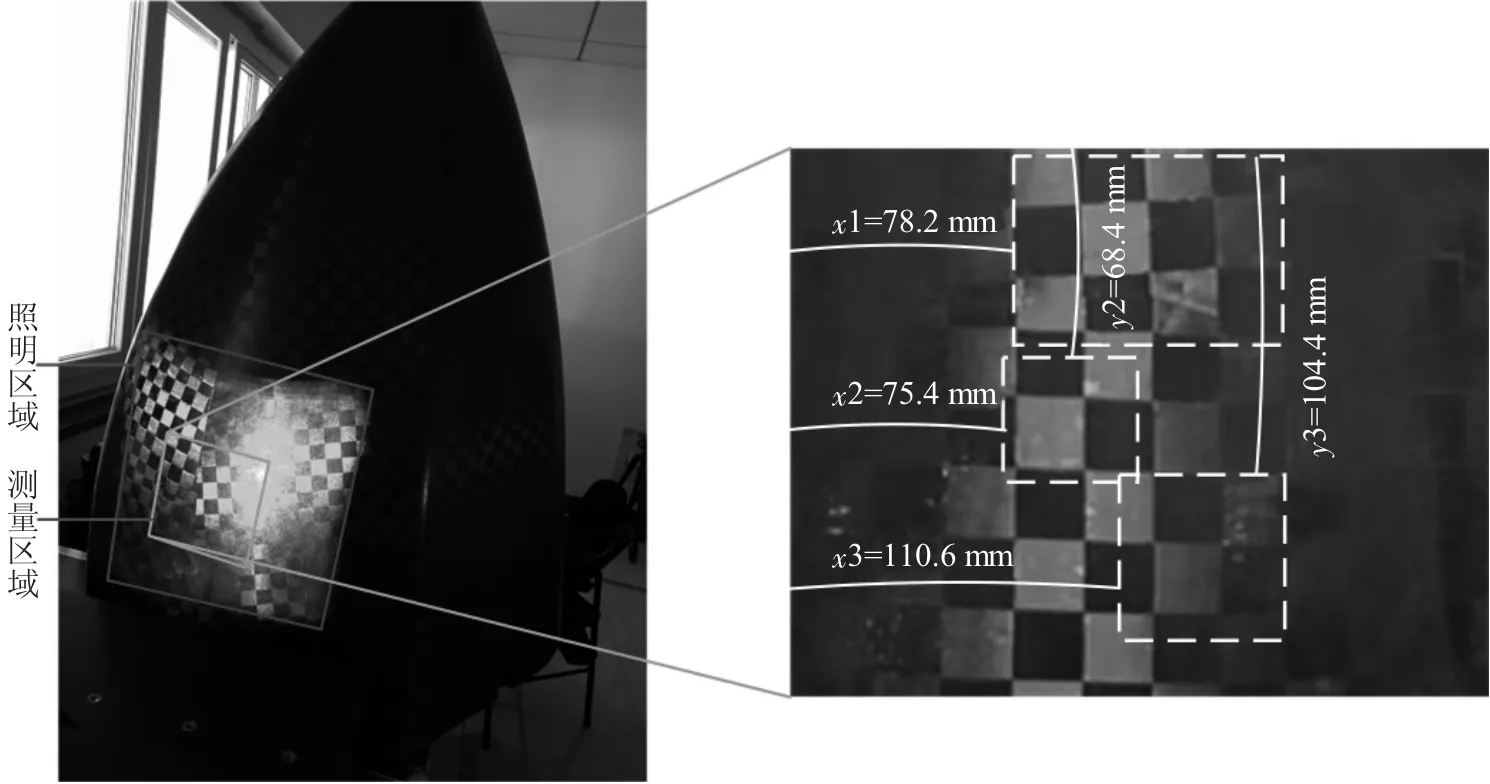
圖7 缺陷在機頭表面上的距離
為了研究加載量對缺陷檢測結果的影響,使用熱風機將機頭從20℃加熱到40℃后停止加熱,采集無人機機頭在不同溫降時間節點下的測量結果進行對比。機頭同一區域在溫降時間節點分別為4、6、8、10 s下的測量結果如圖8所示。

圖8 不同時間節點下的測量結果
溫降4 s時,1、2號區域處開始出現蝴蝶狀干涉條紋,3號區域處未出現明顯條紋圖案;溫降6 s時1、2號區域條紋級數增加,3號區域開始出現干涉條紋;溫降8 s時,1、3號區域條紋密度進一步增加,2號區域條紋已不可見;溫降10 s時,1號與2號區域條紋不可見,3號區域條紋級數進一步增加。加載量的大小影響著缺陷變形量,加載量過小缺陷難以產生有效的離面變形,加載量過大則會導致干涉條紋級數過大無法被檢出。因此,在測量中選擇適當的加載量對獲取高質量的測量結果尤為重要。結果表明對于所測量的碳纖維蜂窩結構復合材料無人機機頭,在20℃環境下溫降6 s的測量結果最好。但不同工件的材料、結構和缺陷類型不同,其物理特性復雜難以有具體規律可循,因此還需大量實驗來確定不同工件的最佳加載量。
3 結論
本文提出了一種基于二維光源移動數字剪切散斑干涉技術的碳纖維無人機機頭缺陷檢測與定位方法,能夠同時獲得無人機機頭的位移梯度與表面形貌,從而可以將缺陷坐標值轉化為曲面距離值,方便現場進行缺陷的快速和精準定位,克服了傳統剪切散斑干涉技術應用于曲面復合材料檢測時所存在的現場定位困難的問題。與應用2種獨立的技術分別進行缺陷檢測和形貌測量的方法相比,本方法僅需1種技術即可同時獲得位移梯度和表面形貌,因此不存在測量裝置站位布置和圖像位置匹配的問題,其測量結果準確性和測量過程便利性都能大幅提升,具有更好的應用價值。未來通過結合圖像特征識別算法,可進一步提高無人機機頭缺陷的檢測精度和檢測效率,提升現場使用的便利性。
猜你喜歡
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
上海建材(2019年4期)2019-05-21 03:13:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
纖維復合材料(2018年4期)2018-04-28 08:45:28
纖維復合材料(2018年3期)2018-04-25 07:22:58
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國塑料(2016年6期)2016-06-27 06:34:16
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21