
麥渣與制漿廢液共混制備成型顆粒燃料及其燃燒特性分析
2023-02-04 03:13:54薛藍馨侯慧敏林兆云楊桂花吉興香陳嘉川
生物質化學工程 2023年1期
關鍵詞:分析
薛藍馨, 侯慧敏, 林兆云, 楊桂花, 吉興香, 陳嘉川
(齊魯工業大學(山東省科學院)生物基材料與綠色造紙國家重點實驗室/制漿造紙科學與技術教育部重點實驗室,山東 濟南 250353)
面對全球能源轉型的挑戰和突出的環境污染問題,生物質作為可持續的綠色清潔能源成為研究者們關注的焦點[1-2]。我國每年秸稈產量約10.4億噸[3],產量巨大,深受我國相關部門重視[4]。麥草制漿造紙[5]是麥草高值化利用的一大舉措,而將生產過程中產生的固廢物麥渣和制漿廢液加工制備成生物質顆粒燃料是充分利用原料、減小污染的方式之一[6]。雖然目前生物質壓縮成型技術已相對成熟,但能與生物質成型燃料較好匹配的燃燒設備還有待進一步研究[7-9],成型燃料的燃燒性能和燃燒動力學性能研究是開發設計適當燃燒裝置的前提。王茹等[10]通過熱重分析得出玉米秸稈、麥稈、棉稈、甜高粱渣和木屑的燃燒過程均可分為脫水、揮發分析出和燃燒、固定碳燃燒以及燃盡階段,并發現在一定升溫速率下,通過熱重分析-微商熱重-差熱分析曲線計算得到的工業分析值和發熱量對生物質熱重分析具有一定可行性,為熱重分析技術應用于生物質燃燒性能提供了新方法。孫康等[11]利用熱分析法對麥稈和麥稈成型燃料的燃燒性能進行研究發現,兩者的著火溫度均在250~260 ℃左右,且燃燒反應遵循燃燒動力學基本方程。本研究采用麥渣和制漿廢液制備了新型成型顆粒燃料,并制備了一系列不同麥渣/廢液混合配比的成型燃料,通過熱重試驗進行熱重分析及燃燒動力學分析,以期為生物質成型燃料的制備和裝置的設計提供數據支持,推進新能源的開發和造紙行業碳中和。
1 實 驗
1.1 材料與儀器
麥草廢棄物(麥渣)和制漿廢液均來自山東省某造紙廠,麥渣經全自動振篩機(GB/T 6003型標準篩網)篩分,選擇粒徑大于0.22 mm的顆粒,備用;黏結劑制漿廢液黏度為0.6 mPa·s,固形物質量分數為6.70%。原料成分分析依據文獻[12]方法測定:麥渣中纖維素、半纖維素和木質素質量分數分別為30.15%、 27.06%和21.81%,揮發分和固定碳質量分數分別為62.16%和9.02%。
FW- 4A型液壓壓片機,天津博天勝達科技發展有限公司;TGA-Q50型TGA熱重分析儀,美國TA儀器公司。
1.2 成型顆粒燃料的制備
按表1配比稱取原料,充分混合,然后將混合物料置于40 ℃的烘箱中調節混合物料的含水率分別為1%、 2%、 3%、 4%和5%。稱取1.0 g混合物加入到液壓壓片機,在壓力10 MPa,停留時間3 min條件下進行壓縮成型,得到麥渣生物質成型顆粒燃料。
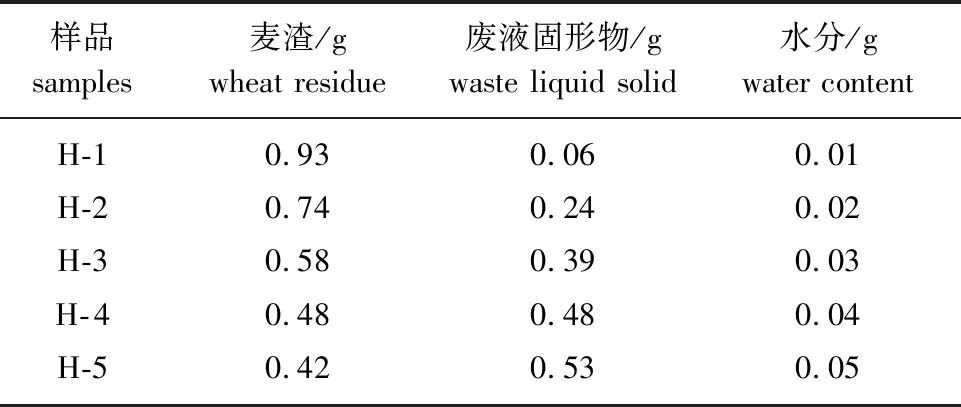
表1 成型燃料混合備料配比表
1.3 熱重實驗及燃燒熱力學分析
稱取麥渣、制漿廢液的烘干物(對廢液先進行105 ℃烘干處理,烘干后的固體物)和成型顆粒各(10±0.1) mg,進行熱重分析。實驗條件:載氣為空氣,氣體流量50 mL/min,升溫速率10 ℃/min,溫度范圍25~800 ℃。采用TG-DTG聯合定義法[13]分析得到樣品的著火溫度(Ti)、最大燃燒速率(vmax)及其對應溫度(Tmax)、平均燃燒速率(v)和燃盡溫度(Tf)。
樣品的綜合燃燒特性指數[14-15]、揮發分析出特性指數[16]和著火指數[17]按式(1)~(3)計算。
(1)
(2)
(3)
式中:S—綜合燃燒特性指數,%2/(min2·℃3);vmax—最大燃燒速率,%/min;v—平均燃燒速率,%/min;Ti—著火溫度,℃ ;Tf—燃盡溫度,℃;Rv—揮發分析出特性指數,%/(min·K2);Tmax—最大燃燒速率溫度,℃;Di—著火指數,%/(min·℃2)。
1.4 燃燒動力學分析
本實驗在恒定升溫速率10 ℃/min條件下進行燃燒熱重實驗,采用Coats-Redfern法[18]對動力學參數進行一級反應擬合,并根據化學反應速率常數隨溫度變化關系的經驗公式阿倫尼烏斯公式(式(4))進行計算。
(4)
式中:k—由阿倫尼烏斯方程確定的反應速率常數,min-1;A—指前因子,min-1;E—表觀活化能,J/mol;R—摩爾氣體常數,8.314 J/(mol·K);T—熱力學溫度,K;α—轉化率,%;n—反應級數。
(5)
式中:m0—樣品燃燒前的初始質量,mg;mt—樣品燃燒時t時刻的質量,mg;mf—樣品燃燒結束后的剩余質量,mg。
(6)
對于一般的生物質燃料而言,(1-2RT/E)≈1,因此公式可簡化為:
(7)
令y=ln[-ln(1-α)/T2],x=1/T,按照一級反應模型y=ax+b,則a=-E/R,b=ln(AR/(βE)),根據擬合曲線的斜率(a)和截距(b),則可以求出活化能(E)和指前因子(A)。
2 結果與討論
2.1 燃燒過程分析
麥渣、廢液固形物和不同配比條件下顆粒燃料的燃燒過程TG和DTG分析曲線見圖1,燃燒過程的各階段對應的發生溫度如表2所示。麥渣的燃燒過程主要分為4個階段:水分蒸發階段、揮發分析出燃燒階段、固定碳燃燒階段和燃盡階段[13]。首先,麥渣受熱水分蒸發,當溫度達到149.5 ℃時水分完全逸出,該溫度區間屬于水分蒸發階段;繼續升高溫度,麥渣中的揮發分開始析出熱解,與高溫空氣混摻首先被引燃,由于麥渣中含有大量的揮發分,燃料在200.3~414.7 ℃區間發生明顯失重現象,失重率為60.5%,291.28 ℃時燃料燃燒速率達到最大,為8.2%/min。在該過程中主要完成半纖維素和纖維素的熱解,熱解生成CO2、CO和部分有機物[19-20]。麥渣在348.2~414.7 ℃之間失重下降平緩,主要可歸結為大量揮發分析出后會包裹固定碳,從而阻隔原料與空氣的接觸,當揮發分燃燒到一定程度后固定碳開始燃燒,但是麥渣的揮發分燃燒與固定碳燃燒之間沒有明顯的界限,此過程主要以揮發分燃燒為主,伴隨少量的固定碳燃燒[20]。溫度升高至414.7~490.3 ℃,麥渣的TG曲線出現第2次較明顯失重,失重率為10.1%,DTG曲線峰值為2.7%/min,對應的最大燃燒速率溫度為447.94 ℃,主要是因為在該過程中,揮發分燃燒完全,使麥渣燃燒殘余物與空氣進行有效接觸,導致固定碳開始大量燃燒,伴隨少量剩余揮發分的燃燒[21-22]。溫度大于490.3 ℃之后,麥渣質量變化小于1.0%,且DTG曲線無熱重失重峰,說明此時麥渣燃燒完成,燃燒剩余物為18.96%。
由圖可知,廢液的燃燒過程主要分為5個階段,前3個階段與麥渣類似,分別在25~161.2、 161.2~369.1和369.1~573.6 ℃區間發生水分的蒸發、揮發分析出燃燒及固定碳的燃燒。但廢液中揮發分含量較少,其揮發分析出燃燒DTG峰值(1.8%/min)明顯低于麥渣揮發分析出燃燒DTG峰值(8.2%/min)。另外,廢液在573.6~764.8 ℃區間仍有明顯的失重和DTG失重峰(4.3%/min),失重率為24.68%,此為固定碳的二次燃燒,燃盡溫度出現在764.8 ℃,且燃燒過程長。燃燒剩余物占26.72%,明顯高于麥渣的燃燒剩余物。
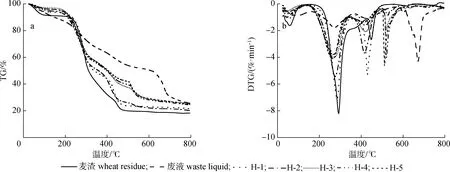
a.TG; b.DTG
由不同配比條件下顆粒燃料燃燒過程的TG和DTG曲線結合顆粒燃料的組成分析可知:隨著廢液添加量的增加,顆粒燃料中揮發分和固定碳燃燒期的起始溫度降低,說明廢液的添加可以降低麥渣的燃燒溫度,廢液對于顆粒燃料的燃燒有正向協同作用[23]。
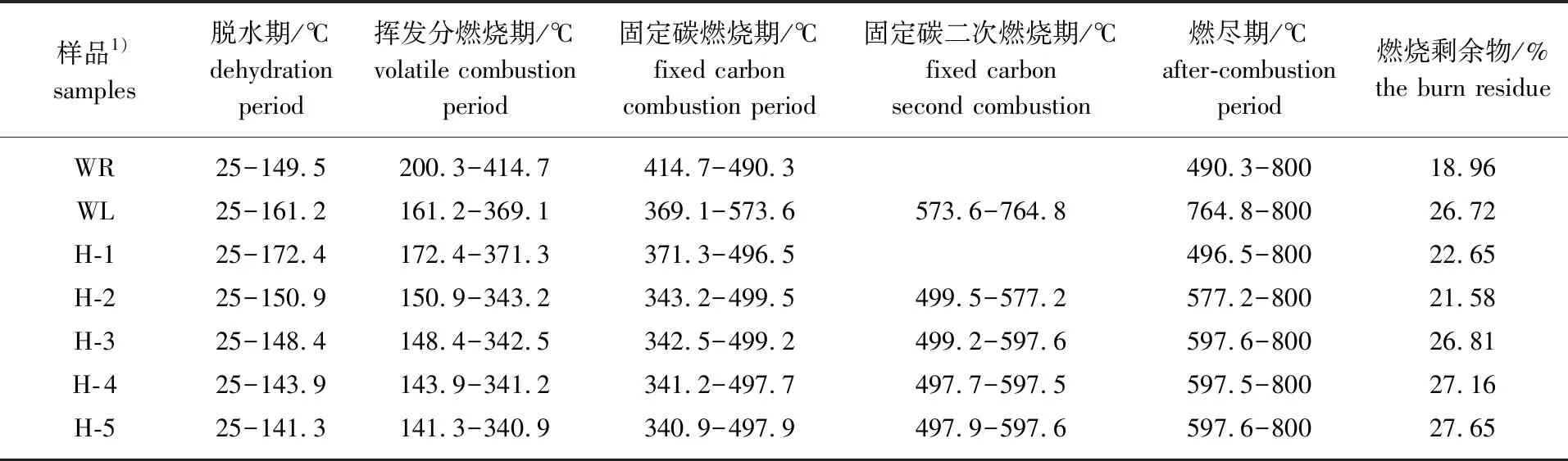
表2 麥渣、廢液及成型顆粒燃料燃燒過程分析
2.2 燃燒熱力學分析
麥渣、廢液及成型顆粒燃料燃燒熱力學特征分析見表3。由表可知,麥渣的燃盡溫度(624 ℃)小于廢液的燃盡溫度(765 ℃),這是因為麥渣中主要含有纖維素、半纖維素和木質素,剩余18.96%不可燃灰分;廢液中高分子質量有機物在573.6~764.8 ℃出現固定碳二次劇烈燃燒,且二次燃燒所需溫度明顯高于麥渣固定碳燃燒所需要的溫度,因此廢液完全燃燒需要較高的能量。隨著廢液添加量的增加,顆粒燃料中揮發分、固定碳以及燃燒剩余物3者的最大燃燒溫度不斷降低,H-5的揮發分和固定碳的最大燃燒溫度分別比麥渣的降低了24.38和35.48 ℃。
最大燃燒速率(vmax)和最大燃燒速率溫度(Tmax)反映燃料在著火之后的燃燒情況,vmax越大,Tmax越小,說明該物質著火后的燃燒速率越快,燃燒穩定性越強。根據表3可知,在揮發分燃燒階段,麥渣的vmax1為8.2%/min,加入廢液后vmax1逐漸降低;麥渣Tmax1為291.28 ℃,廢液Tmax1為272.66 ℃,隨廢液添加量的增加,成型顆粒燃料的Tmax1逐漸降低。在固定碳燃燒階段,麥渣的vmax2為2.7%/min,廢液的vmax2為1.1%/min,加入廢液后的成型燃料的vmax2在1.4~5.3%/min之間;麥渣的Tmax2為447.94 ℃,廢液的Tmax2為428.65 ℃,隨廢液添加量的增加成型燃料的Tmax2逐漸減小,較單獨麥渣降低17.87~35.48 ℃,Tmax2降低有利于成型顆粒燃料的燃燒。由表3數據分析可知,廢液燃燒在672.61 ℃出現DTG峰(4.3%/min),這是因為廢液中燃燒剩余物使其發生固定碳的二次燃燒,說明廢液或含廢液的成型燃料完全燃盡需要更多熱量[24-25]。
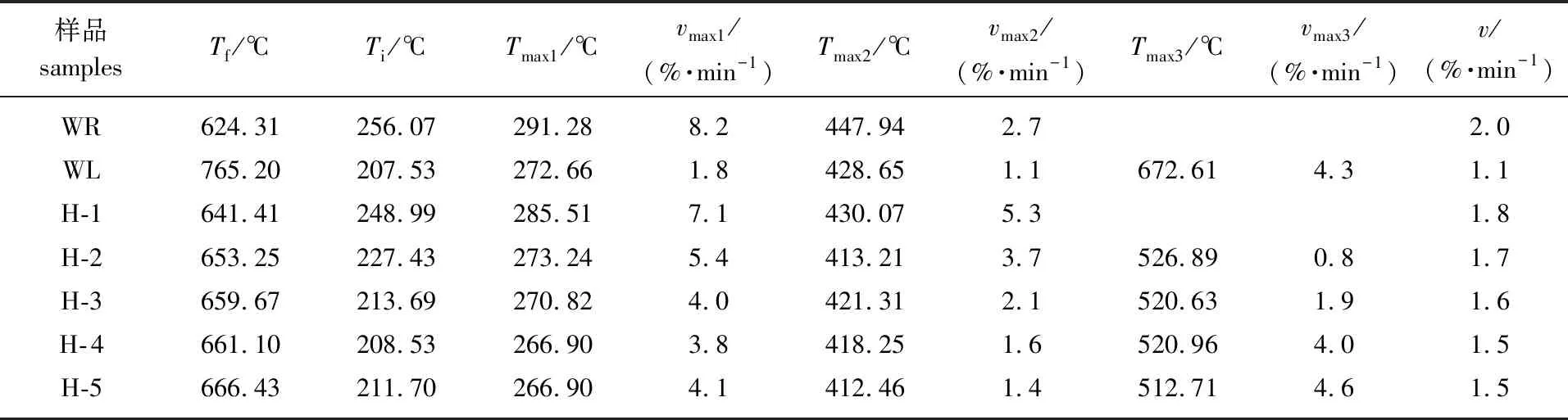
表3 麥渣、廢液及成型顆粒燃料燃燒熱力學參數1)
根據燃燒曲線計算得到成型顆粒燃料的燃燒特性評價指標結果見表4。由表4可以看出,麥渣的著火指數(Di)最大,為10.99×10-5%/(min·℃2),著火特性最好,表明其在較低溫度下容易著火。廢液的Di最低,為3.18×10-5%/(min·℃2),著火性能最差。成型顆粒燃料H-1~H-5,其著火指數隨廢液添加量的增加整體呈下降趨勢,著火性能減弱。麥渣的綜合燃燒特性指數(S)為4.01×10-7%2/(min2·℃3),顆粒燃料的S值有所下降。麥渣的平均燃燒速率為2.0%/min,廢液的平均燃燒速率為1.1%/min,說明顆粒燃料平均燃燒速率隨廢液的加入而減慢。麥渣的揮發分析出特性指數(Rv)為4.13×10-4%/(min·K2),廢液Rv為0.51%/(min·K2),說明麥渣的揮發分更容易析出,燃燒越快,而H-1至H-5顆粒燃料的Rv從3.48×10-4%/(min·K2)降低至1.38×10-4%/(min·K2),說明揮發分析出速率減慢。
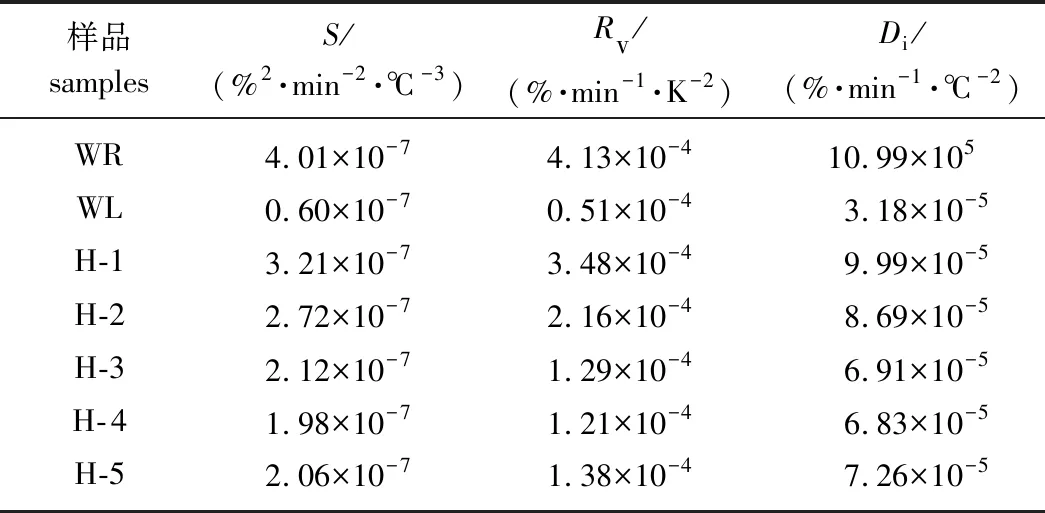
表4 樣品燃燒特性評價指標1)
2.3 燃燒動力學分析
將麥渣、廢液和顆粒燃料的TG曲線各燃燒階段按照1.4節中所述方法進行一級動力學擬合,結果如表5所示。由表可知,麥渣、廢液和顆粒燃料各燃燒階段擬合后一階動力學曲線的相關系數均在0.95以上,說明使用該模型進行擬合是可行的。根據擬合得到的線性方程的斜率和截距計算出的顆粒燃料燃燒過程的表觀活化能(E)和指前因子(A)。其中,E數值越低,說明顆粒燃料燃燒過程越易進行;A數值越大說明反應越迅速,程度越劇烈。由表5可知,麥渣在揮發分燃燒(230~340 ℃)和固定碳燃燒(420~480 ℃)階段的E值分別為88.28和272.45 kJ/mol,分別比廢液高50.25%和71.50%,而麥渣中揮發分燃燒和固定碳燃燒階段的A值分別為2.57×107和2.23×1019min-1,分別是廢液相應溫度區間的A值的1.47×104倍和4.02×1014倍。說明相同條件下,廢液中的揮發分和固定碳比麥渣中的揮發分和固定碳更易燃燒,但麥渣燃燒過程更為劇烈,極易發生爆燃。隨著廢液的添加,顆粒燃料在揮發分燃燒和固定碳燃燒階段的E值和A值均不斷降低,H-5的E值(72.85和83.52 kJ/mol)分別比麥渣降低17.48%和69.34%,H-5的A值(2.82×106和3.73×105min-1)也遠遠低于麥渣,說明將廢液和麥渣混合制備的顆粒燃料在揮發分燃燒和固定碳燃燒階段比麥渣更易燃燒(與熱重結果相同),燃燒更穩定,不易發生爆燃現象。隨著廢液的增加,顆粒燃料在燃燒剩余物燃燒階段的E值呈現下降趨勢,但A值增大,H-5的E值(19.67 kJ/mol)比H-3(24.94 kJ/mol)降低73.35%,H-3(3.82×1015min-1)是H-5的A值(1.83×1012min-1)的2.1×103倍,說明廢液和麥渣混合有助于提高顆粒燃料中燃燒剩余物的燃燒性能,且H-5的A值很小,不易出現爆燃現象。
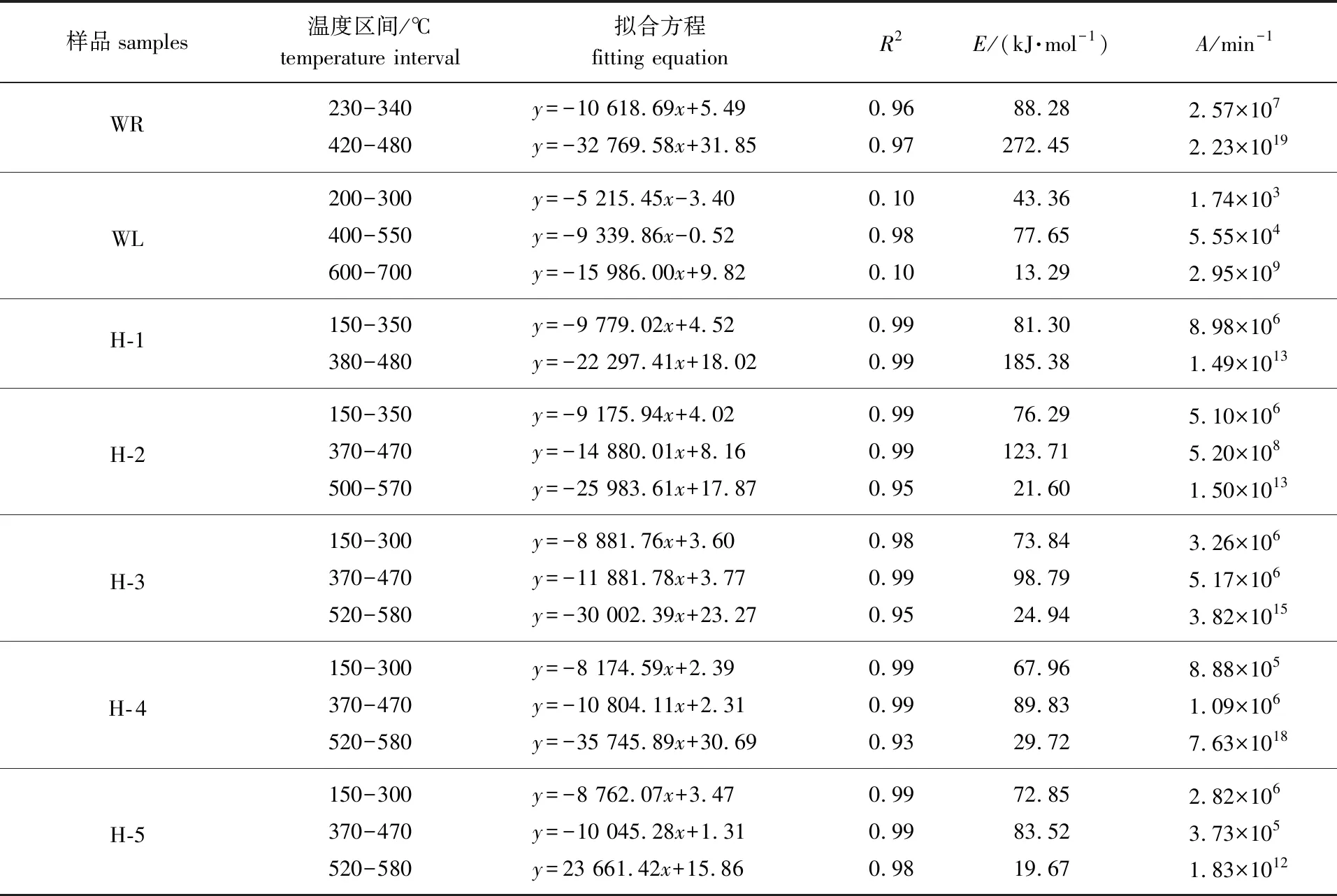
表5 麥渣、廢液及成型顆粒燃料燃燒動力學參數
3 結 論
3.1 采用熱重分析(TG-DTG)對麥渣和制漿廢液混合制備的成型顆粒燃料的熱解特性進行分析,結果表明:添加制漿廢液使顆粒燃料出現固定碳的二次燃燒階段。提高混合物中廢液占比,有利于降低顆粒燃料的揮發分燃燒和固定碳燃燒階段的點火溫度及最大燃燒速率溫度,說明廢液對于顆粒燃料的燃燒有正向協同作用。隨著廢液占比增加,顆粒燃料著火性能減弱,揮發分析出減慢。
3.2 采用Coats-Redfern法對麥渣、廢液和顆粒燃料各燃燒階段進行一階動力學模型擬合和動力學參數計算,研究表明擬合曲線的相關系數(R2)均在0.95以上,擬合結果較好。隨著廢液的添加,顆粒燃料在揮發分燃燒和固定碳燃燒階段的活化能(E)和指前因子(A)均不斷降低,廢液固形物質量分數為53%(H-5)的顆粒燃料對應的E值(72.85和83.52 kJ/mol)分別比麥渣降低17.48%和69.34%,A值(2.82×106和3.73×105min-1)也遠遠低于麥渣,說明顆粒燃料在揮發分燃燒和固定碳燃燒階段比麥渣更易于燃燒,燃燒更穩定,且不易發生爆燃現象。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
財經界(學術版)(2015年20期)2015-12-23 09:20:13
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
