
納秒光纖激光精密切割超彈鎳鈦合金薄板工藝技術的研究*
2023-02-24 05:20:16嚴淼寧梁佳楠曹永軍張慶茂
機電工程技術 2023年1期
嚴淼寧,周 磊,梁佳楠,曹永軍,張慶茂
(1.華南師范大學信息光電子科技學院,廣州 510006;2.廣州瑞通生物科技有限公司,廣州 510320;3.華南智能機器人創新研究院,廣東佛山 528399;4.廣東省科學院智能制造研究所,廣州 510095)
0 引言
超彈鎳鈦合金具有高強度、高延展性、優良的生物相容性和耐腐蝕等優點,廣泛應用于醫療器械、航空航天和電子行業[1-3]。鎳鈦合金可用來生產心血管支架、正畸絲、微型夾持器、傳感器等精密器件。在實際應用中,制造這類微型器件需要對超彈鎳鈦合金進行精密切割,才能滿足結構、尺寸和性能的要求。但超彈鎳鈦合金對應力、熱影響和機械張力的敏感性高,使用傳統刀具加工會嚴重磨損刀具,產品表面毛刺多,硬化嚴重,加工質量不穩定[4-6]。因此,鎳鈦合金切割需要使用特殊的加工技術,如電火花線切割和激光加工等[5,7-8]。電火花線切割是基于正極和負極之間火花放電的熱效應來實現材料的去除。Hsieh等[9]發現,由于電火花線切割熱效應區的硬化作用,超彈鎳鈦合金的形狀恢復能力下降。許金凱等[10]對線切割后的樣品進行多次修邊切割,經過5次修邊后,樣品的熱影響區減小了98.15%,形狀恢復能力良好,但存在需要進行多次切割的缺點。電火花線切割的速度較慢,通常僅為十幾毫米每分鐘,而激光切割的速度可達數百毫米每分鐘[11]。激光加工是非接觸、精確和局部化的能量輸入,熱沖擊低,熱影響區小,特別適用于加工高硬度、高脆性及高熔點的材料,是切割超彈鎳鈦合金最有效的方法之一[12-13]。
鎳鈦合金對溫度變化非常敏感,微觀結構的改變會顯著影響其表面質量和力學性能。激光脈沖持續時間是影響金屬熱影響區的重要參數[8]。Biffi等[14]研究了飛秒和連續激光對切割鎳鈦合金微觀結構和性能的影響,結果表明,使用超短脈沖激光切割的工件切口光滑,無掛渣現象,而連續激光切割的工件切口掛渣嚴重,切割精度低,熱影響區約250μm并存在非常明顯的晶粒長大現象。使用超短脈沖激光切割鎳鈦合金有著較高的加工精度和表面質量,但超短脈沖激光器穩定性較差、價格較高,低功率的超短脈沖激光切割金屬速度較慢[8]。納秒光纖激光器有著光束質量高、聚焦性強,脈沖能量高等優異的性能,廣泛應用于各領域,有著巨大的應用潛力[15]。但是,其脈沖寬度在納秒范圍內,因此加工過程會產生一定的熱效應[15]。Liu等[16]對納秒光纖激光切割鎳鈦合金進行了研究,研究結果表明,優化工藝參數可以減小工件的表面粗糙度,但仍存在明顯的切口掛渣問題,必須通過打磨、超聲、酸洗等后處理才能去除。許多文獻都研究了激光切割鎳鈦合金切口掛渣的形成機理,但少有文獻涉及如何避免納秒光纖切割鎳鈦合金切口掛渣的形成。探究避免工件切口形成掛渣的方法,省去復雜的后處理過程,對提高生產效率具有較大意義。本文對納秒光纖激光精密切割超彈鎳鈦合金薄板工藝進行系統研究。采用納秒光纖激光對不同處理方式的鎳鈦合金板材進行切割,探索熱處理制度對激光切割質量的影響規律。通過微觀組織的觀察與分析,力學性能的評估,確定最佳的激光切割工藝參數和熱處理制度。
1 實驗材料與方法
1.1 實驗材料
實驗材料為Ni50.3Ti超彈鎳鈦合金板,其厚度為0.3 mm,尺寸規格為150 mm×30 mm×0.3 mm。
1.2 實驗方法
(1)使用波長為1 064 nm、輸出功率為1 500 W的納秒光纖切割機精密切割鎳鈦合金薄板。激光切割前,使用無水乙醇超聲清洗鎳鈦合金薄板去除油污。從器件小型化的角度來看,切割質量主要把切縫寬度、切口是否掛渣和尺寸精度作為衡量標準[8]。切割后對工件尺寸進行檢測,使用光學顯微鏡觀察切割試件的切縫寬度、切面掛渣形貌等特征。
(2)通過XRD、SEM和EDS測試對鎳鈦薄板的物相組成、微觀形貌和成分分布進行分析,分析切割過程火花劇烈、工件嚴重掛渣的原因。
(3)針對使用納秒光纖激光切割鎳鈦合金薄板產生較大火花、嚴重掛渣的問題,對超彈鎳鈦合金薄板進行熱處理。使用(1)中相同的工藝參數切割熱處理后的鎳鈦合金薄板。切割后對工件尺寸進行檢測,使用光學顯微鏡觀察了切割工件的切面掛渣形貌。對切割的工件進行三點彎曲測試,分析熱處理對鎳鈦板超彈性能的影響。
2 結果與分析
2.1 納秒光纖激光切割鎳鈦合金薄板工藝研究
實驗使用1 500 W的精密IPG納秒光纖切割機對鎳鈦薄板進行單線切割并測量其切縫寬度。激光功率、切割頻率、切割速度、脈寬、保護氣體類型和壓力是影響切口質量的主要因素。較快的切割速度、較高的切割頻率以及短脈沖可減小切口掛渣的產生[16]。由于鎳鈦合金在高溫下易與氮氣發生反應,因此切割鎳鈦合金時,使用氬氣作為保護氣體能避免鎳鈦合金發生氮化[17-18]。為了盡可能減少掛渣,氣體壓力保持在一個較高的水平。但是,考慮到在切割過程中必須避免工件彎曲,氣體壓力不能過高。綜合考慮以上影響因素,通過實驗對工藝參數進行優化,最后,選用表1的工藝參數可獲得較好的切口質量。切割速度為25 mm/s,與許多參考文獻中使用的速度(小于10 mm/s)相比,有較大提高[16,19]。單線切割效果如圖1所示。正面的切縫寬度為0.118 5 mm,反面切縫寬度為0.117 7 mm。使用納秒光纖激光切割鎳鈦合金板產生的切縫寬度較小,能實現精密結構的切割。

表1 納秒光纖激光切割鎳鈦板的工藝參數

圖1 納秒光纖激光單線切割效果圖
使用相同參數在鎳鈦板上切割下復雜圖形,工件尺寸如圖2所示。根據切縫寬度的大小約為0.12 mm,切割圖紙外輪廓線向外偏移0.06 mm,內輪廓線向內偏移0.06 mm,如圖2中紅色線條所示。在切割的過程中產生比較嚴重的火花。切割下來的工件的局部放大效果圖如圖3所示。從圖中可知,工件背面有金屬殘渣飛濺的情況,并且顆粒粘連不易脫落。工件切面存在明顯掛渣現象。通過測量,倒角半徑、中部寬邊和周邊窄邊尺寸均滿足圖紙要求。因此,使用納秒光纖激光切割鎳鈦薄板,可以滿足精密切割的尺寸精度要求。

圖2 激光切割鎳鈦工件加工圖紙

圖3 納秒光纖激光切割鎳鈦板工件的局部放大效果圖
2.2 鎳鈦板微觀組織觀察與分析
為了分析納秒光纖激光切割鎳鈦合金薄板產生劇烈火花、工件嚴重掛渣的原因,通過XRD測試、SEM測試和EDS測試對板材的物相組成、微觀形貌和元素成分分布進行了分析。圖4所示為超彈鎳鈦合金薄板的XRD衍射花樣,掃描范圍為2θ=10°~90°。其主要物相為鎳鈦合金的母相B2相。此外,該鎳鈦板還有較多的Ti單質。

圖4 鎳鈦合金薄板的XRD衍射花樣
圖5所示為鎳鈦合金薄板的掃描電鏡圖,從圖中可以看出,表面平整度不高并存在較多缺陷。對切割下來的工件進行了EDS線掃描,線掃描區域如圖6(a)所示。線掃描得到了元素C、Ni、Ti含量變化的線分布曲線,如圖6(b)所示。從圖中可以看出,鎳鈦板的Ni、Ti元素分布不均勻,存在局部富鈦區和富鎳區。此外,還存在一定的C雜質。該雜質可能來源于表面清潔不徹底,也可能來源于鎳鈦板本身的C雜質元素。

圖5 鎳鈦合金薄板的掃描電鏡圖


圖6 鎳鈦合金工件線掃描測試
使用萬能試驗機對切割下來的工件進行拉伸實驗,斷口的SEM圖像如圖7所示。從圖中可以看出,該斷口形貌主要為解理斷裂的河流花樣,局部有韌窩,表現為脆性斷裂與韌性斷裂的混合,脆性斷裂占主導地位。
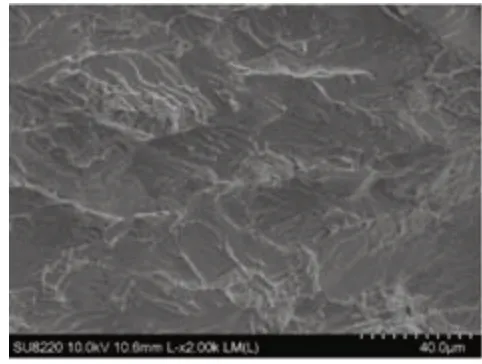
圖7 鎳鈦合金切割工件斷口SEM圖像
結合XRD、SEM和EDS測試的結果,鎳鈦板存在Ti單質、表面缺陷,成分不均等問題。鎳鈦合金板的生產通常是通過真空感應一次熔煉法或真空自耗爐熔煉法制造出鑄錠,再通過鍛造和多次軋制與退火,最終得到鎳鈦板材[20]。由于鎳鈦合金對成分和加工敏感性極高,鎳鈦合金板極易存在成分不均,雜質與表面缺陷等問題。
2.3 熱處理工藝對激光切割鎳鈦薄板質量的影響
由于Ti的高反應性會加劇氧化現象[21],Ti單質的存在是導致切割過程中產生較大火花、工件切口掛渣嚴重的主要原因。為了解決該問題,把鎳鈦薄板加熱至450℃并保溫30 min,水冷并干燥后再使用納秒光纖激光進行切割。熱處理后的鎳鈦板表面呈現黃色、藍色,分別為Ti單質被氧化成TiO、Ti3O5呈現的顏色[22]。熱處理后鎳鈦薄板XRD測試結果如圖8所示。從圖中可見,通過熱處理后,衍射花樣沒有Ti單質所形成的衍射峰。

圖8 熱處理后鎳鈦薄板的XRD衍射花樣
使用1 500 W的精密IPG納秒光纖激光器切割熱處理后的鎳鈦板。工藝參數與切割未熱處理的鎳鈦板一致,如表1所示。切割效果如圖9所示。工件背面無金屬殘渣飛濺的情況,切面不存在明顯掛渣現象。通過測量,倒角半徑、中部寬邊和周邊窄邊尺寸均滿足圖紙要求。結合XRD測試,說明熱處理后能使鎳鈦板表面的Ti單質氧化,可以減少激光切割過程中火花的產生,大大改善工件的掛渣問題。

圖9 納秒光纖激光切割熱處理鎳鈦薄板的工件局部放大效果圖
為了探究熱處理對鎳鈦合金板超彈性能的影響,對切割工件進行三點彎曲實驗。結果如表2所示。從表中看出,熱處理后的工件在撓度為3.0 mm和2.0 mm時,力值更小,說明鎳鈦合金通過熱處理后力值更加柔和。此外,永久變形量從0.17 mm減小到0.07 mm,表明熱處理后,切割工件的超彈性能有所提高。更加柔和的彎曲力和更加優異的超彈性使鎳鈦合金更能滿足其在醫療器械、航空航天和電子行業的使用要求[23]。

表2 未熱處理與熱處理鎳鈦板切割工件三點彎曲實驗結果
3 結束語
本文采用納秒光纖激光對超彈鎳鈦合金薄板進行了精密切割,系統研究了激光切割工藝參數,熱處理工藝與切割質量的關系。得到主要結論如下。
(1)使高功率、高頻率的納秒光纖激光切割鎳鈦薄板,可以滿足尺寸精度的要求,切割速度可達25 mm/s,對提高生產效率有重要意義。
(2)使用納秒光纖激光切割未經處理的鎳鈦薄板,在較大壓力的氬氣氣氛中,仍產生劇烈的火花,切口掛渣較嚴重。由于鎳鈦合金對成分和加工敏感性極高,鎳鈦合金板極易存在成分不均等問題。鎳鈦合金中存在的鈦單質是導致切割過程中產生較大火花、工件切口掛渣嚴重的主要原因。
(3)熱處理能使鎳鈦板表面的Ti單質氧化。采用對鎳鈦板先進行熱處理,再使用納秒光纖激光切割的方法,在保證尺寸精度和切割速度的前提下,可以減少激光切割過程中火花的產生,很好地解決鎳鈦板切口掛渣的問題。避免打磨、超聲、酸洗等復雜的后處理過程,對提高生產效率具有較大意義。同時,鎳鈦板通過熱處理后獲得了更柔和的彎曲力和更優異的超彈性,更能滿足鎳鈦合金在醫療器械、航空航天和電子行業的使用要求。
