大型工程機械駕駛室機器人自適應打磨拋光系統的設計
2023-02-28 08:42:52槐創鋒趙延金志裕
機床與液壓 2023年3期
槐創鋒,趙延,金志裕
(華東交通大學機電與車輛工程學院,江西南昌 330013)
0 前言
伴隨著人類生存和發展的需要,生產和加工過程的自動化程度備受關注。工業機器人對提高加工效率有很多貢獻,大多數機器人系統都使標準的六軸機械手臂,這種機械臂可以配備材料去除設備,如拋光、打磨和去毛刺工具等。拋光打磨是一種使用比較廣泛的工藝手段,用于消除表面下的損壞,以改善粗糙度并獲得光滑的表面[1]。拋光打磨過程不僅能使工件外觀美化,還能更進一步提高工件表面質量。磨拋工藝在各種精密制造行業中起著至關重要的作用,例如模具制造、飛機零件、化學品、船舶和飲食等。但目前大部分工程中仍存在問題[2],全自動打磨系統研究有待進一步深入。因此,分析各個工藝參數對打磨拋光效果的影響規律,建立磨拋工藝參數的相關模型,建立適應性自動化打磨系統,對于最終實現工業機械全智能化打磨來說是不可或缺的,同樣也為完善拋光打磨工藝的相關理論和工藝規劃方法提供了比較完善的平臺與硬件支持,具有非常重要的意義與價值。
目前,常見的大型機械駕駛室有挖掘機駕駛室、裝載機駕駛室、推土機駕駛室等。這類大型機械在現實中應用廣泛,需求量大,單個利潤較低,打磨時間長,工人要求較高,因此需設計一套成型的自動化打磨拋光生產系統。現階段各類自動化打磨拋光工位分為兩大類:一種是使用機器人夾取工件,移動至打磨工位進行打磨處理;另一種是用機器人夾取工具,對固定好的工件進行處理。第一類方式大多都是體積小、曲面多、處理時需要姿態較多的工件;第二類是處理體積大、質量大的工件,可快速更換工具,適配對打磨工藝要求相對復雜的工件。對于一些體積小、質量輕工件的打磨拋光處理,采用第一類方式,例如中小型金屬件、陶瓷類工件、輕量化的復合材料等;對于體積較大、質量較大零件的打磨拋光處理,由于機器人本身負載限制及打磨空間的約束往往采用第二類方法,例如汽車發動機、飛機機翼、車輛外殼等。很明顯大型機械駕駛室就屬于第二類工件,若采用機器人夾取工件的方式,那么對于機器人負載及尺寸要求較高,打磨過程中所要求環境也相對較高,無法滿足高效、經濟的前提條件。所以,大型工程機械駕駛室的打磨拋光應按照第二類打磨工位布置。
現階段機器人自動化拋光打磨的側重點主要集中在打磨工藝現場規劃、工藝參數選取[3-5]、打磨工具的設計[6]、工裝夾取設計、路徑規劃及控制代碼[7]的設計與編寫等方面,主要應用在擁有復雜工藝或者復雜材料的不規則曲面上[8],對于整體系統[9]的效率及建設成本考慮較為欠缺。因此本文作者設計了一種針對大型機械駕駛室較為通用的機器人打磨拋光系統,能對初始焊接駕駛室進行打磨處理,使其成為可噴涂的成品,并在加工效率的提高及制造成本的控制方面具有一定優勢。
1 系統組成與現場工位設計
對整個系統進行模塊化處理。模塊化設計對提高系統適應能力具有關鍵作用,大幅度提高了整個系統的兼容性。以這一設計理念為核心并結合此類大型機械駕駛室打磨拋光特點,可將其表面焊縫的打磨拋光處理分為電控系統、機器人及外接軸添加、自適應性力控裝置、氣動裝置、加工件上下料、工件的夾裝及定位、集塵裝置等模塊。機器人外接軸可以幫助機器人實現工件焊縫處理全方位覆蓋;自適應性力控裝置可使打磨工具在不同狀態下保持恒力打磨,實現不同工藝效果的需求;工件的夾裝和定位可實現工件的固定及打磨路徑的分層設定,實現不同打磨工藝要求;集塵裝置是對現場環境的優化及管理人員身體安全的保護。這套系統相對較為靈活,由于模塊化的設計可以根據具體需求進行模塊的添加與刪除,來適應及實現不同環境不同要求。根據打磨節拍的要求確定工位數量與布置方式,這里采用線性布局方式,如圖1所示。工件隨傳送線運動至相應工藝間進行處理,并在相應工位上進行夾裝定位、打磨處理、下料等工序。

圖1 大型機械駕駛室打磨拋光布局
2 電氣控制設計
此系統打磨主要采用氣動工具,不僅考慮到成本與功能的實現,還考慮到能源的綠化。此系統不僅工件的夾緊與定位為氣動控制,而且核心力控系統也是氣動控制;而機器人及外接軸、力控系統的信號傳輸與數據控制、集塵裝置等一系列電動設備則需要PLC及上位機進行控制。
2.1 力控系統的設計
主動力控執行器是機器人和工具間實時響應的核心部件。集成化的主動力控技術解決駕駛室產品表面焊縫處理的主要難題:焊縫高低不規則(補償范圍內)。其主要原理是通過壓力傳感器將壓力進行實時傳輸與判斷,然后通過氣缸進行推、拉動作,實現補償范圍內打磨工具與駕駛室焊縫之間的貼合,以此完成打磨。安裝方式如圖2所示。

圖2 力控裝置安裝示意Fig.2 Force control device installation
2.2 氣動系統設計
通過對氣動磨機、力控裝置和工件夾緊與定位的分析,主要采用多種氣動閥門進行分流控制,使系統各功能有序實現,再通過PLC與上位機對各閥門進行控制。氣動系統設計如圖3所示。
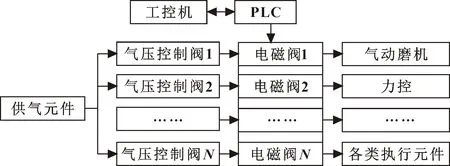
圖3 氣動系統設計示意 Fig.3 Pneumatic system design
2.3 電控系統設計
力控系統:采用PLC配置Modbus通信,對實時壓力、補償行程、補償速度進行控制及監控;機器人及外接電機:通過PLC與機器人及外接伺服驅動器建立Profinet通信協議,使機器人被PLC控制實行EXT外部執行,同時PLC控制伺服驅動器控制機器人在滑軌上運行至打磨位置;各類電控元器件:PLC通過I/O口對各電子元器件及輔助系統(光柵、集塵裝置、耗材更換等)進行控制。采用工控機(其他上位機)編寫觸控界面,對整個系統進行模式編寫,使其擁有自動與人工兩個運動模式,并且集成工況及故障診斷功能,使其更易操作與維護。電控系統簡圖如圖4所示。

圖4 電控系統設計示意Fig.4 Electric control system design
3 機械結構設計
以電氣系統所實現的控制為基礎,結合對大型機械駕駛室全自動適應性打磨拋光的分析,在機械設計部分,以機器人工具的自動更換、機器人外接軸添加、工件的夾裝及定位為側重點。
3.1 機器人工具的自動更換設計
大型機械駕駛室自適應打磨拋光主要是機器人夾持工具進行焊縫打磨,因此機器人快換盤對于打磨效率和自動化程度較為重要。主要組成部件為:公頭連接組件[圖5(a)]、母頭連接組件[圖5(b)]和兩塊公母頭連接板。公頭連接板主要作用是連接公頭連接組件和機器人執行末端,母頭連接板主要作用是連接母頭連接組件與打磨工具的一端。所述公頭連接組件和母頭連接組件可拆卸連接,如圖6所示。
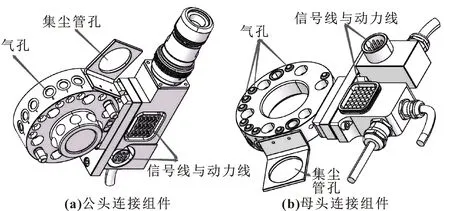
圖5 工具快換組件

圖6 工具快換裝配圖Fig.6 Tool quick change assembly diagram
公頭連接組件的一端配置航空插頭、水接口和氣接口;母頭連接組件的另一端配置航空插座、水接頭和氣接頭。航空插頭適配對接航空插座,用于連接動力線和I/O口;水接頭適配對接另一端水接口,用于固定進出的水管;氣接頭適配對接氣接口,用于連接通氣。所述夾緊裝置包括設置在公頭連接組件上的夾緊座和設置在母頭連接組件上的環形凹槽,夾緊座內布置活塞板和連接孔,活塞板內設有通氣腔,該連接口一端與氣接口相連接,另一端與通氣腔相連接。該活塞板上環繞設置若干鋼珠,公接頭組件通過控制活塞板驅動鋼珠散開與聚攏,以實現與母接頭組件拆卸與連接,完成機器人自動更換工具動作。
3.2 機器人外接軸設計
機器人外接軸添加如圖7所示,通過添加一組線性滑軌,給工業機器人又添加了一個軸,從而明顯增大了工業機器人的工作空間。每個外接軸由電機固定座、運行導軌、運行滑塊、高精度斜齒條、伺服套裝等組成。控制各類線性滑軌的控制系統與控制機器人的相同,它們可以無縫整合到工作流程中。線性滑軌的控制裝置是作為數學耦合軸集成到機器人控制系統的,無需額外設備就可實現實時配合打磨拋光動作。在每條線性滑軌上,可以增添多達4個機器人。線性滑軌具有不同的規格和負載能力等級,可根據具體打磨需求進行滑軌長度的制作,應當與選配的工業機器人系列兼容。每條線性滑軌上配備4個光電開關,來保證其運行路徑范圍及初始原點。

圖7 機器人外接軸安裝Fig.7 Robot external shaft installation
3.3 工件的夾裝及定位
首先駕駛室通過傳送線到達指定打磨工位,觸碰到光電開關后傳送線停止,升降氣缸搭配浮動單元上升將工件升起(工件離開傳送輪),通過排列氣缸進行工件位置修正,工件到位,升降氣缸降下工件落回傳送輪進行打磨,打磨完排列氣缸松開傳送至下一工位。整套定位夾裝系統包括光電開關(X軸方向定位)、升降氣缸搭配浮動定位裝置(輔助定位)、排列氣缸(Y軸方向定位),如圖8所示。

圖8 公頭連接組件
其中最為核心的裝置為浮動定位裝置(見圖9),它可將較為沉重的物體用較小力進行移動,這一特點使定位更加方便與精準。其原理為滑臺受到橫向力,軸承就滑動,中心復位彈簧也發生伸縮,若橫向力消失中心復位彈簧將中軸復位至中心位置。其鎖緊與解鎖原理:氣體穿過鎖緊通孔供氣推動活塞下降中軸被壓下降,壓緊軸承擋板,滑臺被鎖緊;從解鎖通孔通氣,鎖緊活塞上升,滑臺被解鎖。

圖9 浮動定位裝置Fig.9 Floating positioning device
4 打磨焊縫路徑規劃
打磨機器人為庫卡K60型機器人,在其執行末端安裝激光焊縫掃描裝置,如圖10所示,對焊縫進行掃描,獲取及記錄焊縫空間位置、高度、長度等數據,對焊縫模型進行重新建模。為了對所有焊縫進行標定,引入哈希碼法。哈希碼法是將同類特征按照細微差別值重新排序,每次建立一個LIST,每次的焊縫輪廓將其不同的哈希碼值存入其中,這樣每次更新完后倒數的幾個就為新建立的。遍歷焊縫輪廓,將匹配的哈希碼尋出,類推出焊縫輪廓值最小。最終結果如圖11所示,從最近點直至擴展到最遠點,完全覆蓋所有焊點,每個焊縫擁有不會干涉的打磨路徑。將其導入Robot M進行位姿獲取,最終會得到完整的打磨程序進行打磨。

圖10 激光焊縫掃描裝置Fig.10 Laser weld scanning device
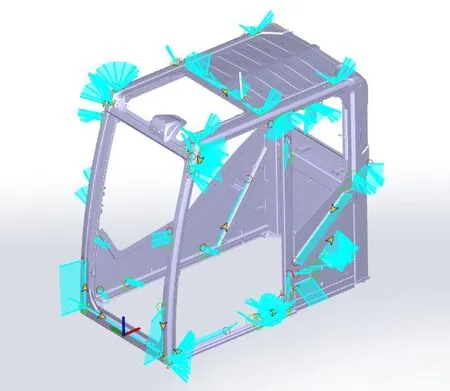
圖11 打磨路徑規劃Fig.11 Grinding path planning
5 打磨實例試驗
挖掘機是現實大型工程機械中較為常見的設備,其駕駛室焊縫的打磨目前以手工打磨為主。本文作者以機器人自動打磨焊縫為例,以此來驗證文中提出的針對于大型機械駕駛室的機器人自適性打磨系統的可行性及有效性。根據應用商的生產需求及工藝參數,機器人打磨需滿足以下要求:(1)擴大機械臂覆蓋面積、滿足該公司所含類型(9種)大型機械駕駛室打磨拋光加工要求;(2)全自動化完成所有拋光打磨工序(試驗品為4道);(3)機器人打磨效率相對于人工提高30%,當前人工打磨耗時30 min左右(不考慮工件流轉及定位所消耗時間)。該工作站可以保證2臺機器人同時加工1個駕駛室而不干涉,工人完成上料后啟動,然后可直接去下料位對打磨后的駕駛室進行下料;機器人在工件定位后,從工具的獲取、工件焊縫的掃描、焊縫的打磨處理直到完成然后傳送線繼續運行至下料工位,如此往復實現對工件焊縫處理的自動化打磨。
對比試驗打磨結果,該工作站能夠實現駕駛室焊縫的全自動化打磨拋光處理(見圖12),它在無間歇狀態下工作時,實現所有工序耗時19 min 37 s(不包含傳送及定位)。所花費時間少于人工耗時約10 min,滿足效率要求,并且有較高的提升。進一步分析人工處理焊縫,其駕駛室運轉與固定也需要耗費時間,因此手工打磨遠超于30 min;工人無法持續工作,每天工作時間為8 h制(實際工作時間5~6 h),然而機器人可實現24 h持續打磨運轉,因此在時間方面就可代替7~8名工人。圖13所示為挖掘機焊縫前后打磨對比,經打磨工人師傅與客戶確認,焊縫打磨效果優于人工打磨,滿足生產需求。

圖12 駕駛室打磨部位展示
6 結論
針對大型工程機械駕駛室焊縫打磨拋光處理,提出機器人自適應打磨系統,對整個系統的模塊設置及組成進行闡述,對電控系統、機器人及外接軸添加、自適應性力控裝置、氣動裝置、工件的夾裝及定位設計這幾個模塊的具體設計進行分析,并將此自動打磨系統應用于挖掘機駕駛室的打磨拋光處理。試驗結果表明:該系統不僅滿足大型工程機械駕駛室焊縫打磨拋光處理要求,而且可以實現大批量、高效、全自動化生產要求,且在環境優化、人工管理等方面具有良好的經濟價值,也為我國自動化工廠設計提供了參考。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
建材發展導向(2021年6期)2021-06-09 05:57:08
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
藝術啟蒙(2018年7期)2018-08-23 09:14:18
家庭影院技術(2017年9期)2017-09-26 03:41:45
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
制造業自動化(2017年2期)2017-03-20 14:26:13
