能量耦合模型的飛秒激光燒蝕面齒輪形貌研究
2023-03-02 05:50:30明興祖馬玉龍賈松權劉克非
激光與紅外 2023年1期
明興祖,馬玉龍,賈松權,周 賢,劉克非,明 瑞
(1.湖北文理學院機械工程學院,湖北 襄陽 441053;2.湖南工業大學機械工程學院,湖南 株洲 412007)
1 引 言
面齒輪廣泛應用于航空航天、工程機械、重大裝置等高端傳動領域。面齒輪的齒型復雜,技術要求高,生產難,國外面齒輪先進制造技術對我國進行封鎖,國內機械加工精度比國外低2級精度左右[1-2]。飛秒激光具有的脈沖長度較短、峰值功率高、而且對周圍物料的熱影響較小,因此幾乎沒有在長脈沖激光加工中的等離子體屏蔽效應[3-4]。微納級別的材料加工精度可突破衍射限制,對各種材質都能進行超精細加工[5-6]。因此,飛秒激光與精微加工面齒輪將形成一個完整的精密制造方式[7]。
目前,飛秒激光加工金屬主要是一些單質金屬或是成分簡單的半導體和合金,對18Cr2Ni4WA合金滲碳鋼的研究較少。Mannion P T等人[8]人研究了燒蝕閾值與施加在同一點上的脈沖數之間的關系,并提出了單脈沖和多脈沖之間的孵化系數。Kumar K K等人[9]利用COMSOL軟件建立了二維軸對稱模型,研究了Ti6Al4V合金的超短激光燒蝕。Lickschat P等[10]用超短脈沖激光器研究了不銹鋼和硬質合金的燒蝕特性,結果表明較短的激光脈沖提高了燒蝕過程的效率。明瑞等[11]研究了面齒輪材料18Cr2Ni4WA的電子和晶格亞系統的能量耦合作用,利用雙溫模型,仿真分析了激光脈沖寬度、平均功率對電子溫度和晶格溫度的影響規律,并通過實驗數據分析了脈沖數和平均功率對面齒輪材料微觀形貌的影響。
本文以面齒輪材料為研究對象,經理論模型與實驗分析結合,研究飛秒激光燒蝕面齒輪材料的燒蝕特性及傳熱過程,為提高面齒輪加工質量提供技術參考。
2 實驗材料及方法
面齒輪材質為18Cr2Ni4WA是一種低碳合金滲碳鋼,硬度大、彈性好好、淬透性較好,Fe為主要成分,還含有質量分數為4.25 %的Ni、1.5 %的Cr、1.0 %的W等其他化學成分。表1為面齒輪材料18Cr2Ni4WA的物理參數。

表1 面齒輪材料18Cr2Ni4WA的物理參數
實驗采用的飛秒激光加工系統如圖1所示,它主要由飛秒激光器、折射鏡、激光擴束器、反射鏡、三維(3D)振鏡、遠心場鏡、四軸移動平臺、照明系統、CCD監控管理系統及電腦控制系統等部分組成。三維振鏡系統中用U、V軸調整激光方向,遠心場鏡能使不同方向的激光焦點在同一水平面上,W軸可控制激光焦點在垂直方向上的移動。3D振鏡系統在垂直方向上調整焦點范圍有限,Z軸有更大的移動范圍,可增大系統的加工范圍。四軸平臺上的移動軸為X、Y,旋轉軸為A、B,可以分別調節工件的加工位置和加工姿勢。該加工系統共有8個控制軸,X、Y軸的運動范圍為400 mm×250 mm、最大速度250 mm/s、重復精度±1.5 μm;三維測量系統中掃描范圍67 mm×67 mm、W軸聚焦范圍±13.5 mm;Z軸旋轉范圍200 mm、最大速度20 mm/s、旋轉角度360°。

圖1 飛秒激光加工系統圖
采用的激光器為FemtoYL-100工業飛秒激光器,此激光器的波長為1030 nm,最大功率可達到116.4 W,激光束的質量因子M2為1.259,脈寬為300 fs~6 ps,重復頻率變化區間為25 kHz~5000 kHz,實驗中的激光參數如表2所示。在飛秒激光精微加工面齒輪平面時采用吹氣系統以此來清除廢屑,減少熔凝物對齒面加工的干擾,提高加工質量。

表2 飛秒激光燒蝕材料18Cr2Ni4WA的實驗參數
待飛秒激光加工完成后,對燒蝕形成的掃描線和平面進行檢測,檢測設備為數字式3D視頻顯微鏡HIROX KH-7700,其實物圖如圖2所示,精度可達0.001 μm,最大可放大7000倍。按照能量密度從低到高依次對燒蝕線和面分別進行燒蝕后的圖像采集,再使用軟件合成燒蝕線和面的形貌圖,然后測量燒蝕深度和寬度。用COMSOL軟件對理論模型進行仿真,得到不同能量密度下的燒蝕線和面的深度和寬度,并與實驗結果進行對比和分析。

圖2 數字式3D視頻顯微鏡的實物圖
3 單脈沖飛秒激光燒蝕面齒輪材料特性
激光對材料造成燒蝕的臨界能量密度叫做燒蝕閾值,它是由材料本身性質決定的,即飛秒激光對材料具有固定的燒蝕閾值[12]。飛秒激光脈沖的能量在空間上呈高斯分布,能量密度分布如圖3所示。

圖3 高斯光束的能量密度分布圖
光斑截面直徑上某處與光斑中心距離為R則該處的能量密度F(R)可表示為[13]:
(1)
式中,F0為距離光束中心為R處的能量密度,也是光束的最大能量密度(J/cm2);ω0為束腰半徑即能量密度下降至F0/e2時的光束半徑。
對截面各點能量密度積分,可得單脈沖能量EP可表示為:
(2)
激光單脈沖能量EP和平均功率P、重復頻率f的關系為:
(3)
F0與P的關系為:
(4)
設燒蝕閾值為Fth,D為燒蝕直徑(D=2R),燒蝕邊緣處的燒蝕閾值為[14]:

(5)
整理可得:
(6)
將(4)、(5)式代入(6)式中,可得:
(7)
由(7)式可以發現燒蝕凹坑的孔徑的平方即D2與lnP存在線性函數關聯,斜率為2ω02。使用DMM-300C型光學顯微鏡測量飛秒激光在不同功率P下燒蝕得到的凹坑孔徑D的散點圖,如圖4所示,關系式為D2=1071lnP-2304.1。

圖4 D2與lnP的擬合曲線圖
當凹坑直徑無限趨近于0 μm時,即Fth=F0=2P/(πω02fn),光斑中心的能量密度就是材料的燒蝕閾值。令D=0 μm,則可以得到材料18Cr2Ni4WA的燒蝕閾值Fth=0.1383 J/cm2。
4 多脈沖飛秒激光燒蝕面齒輪材料的能量復耦合模型及仿真
4.1 多脈沖激光累積效應
能源累積效應是指前一個脈沖激光作用于材料結束后大部分熱能被材料本身吸收傳遞并累積在材料里面,少部分損失于外在環境中[15]。多脈沖激光在進行加工時能量累積效應使得低能量密度區域的能量密度隨脈沖數不斷累積從而達到燒蝕閾值來達到燒蝕效果。脈沖能量累積效應如圖5所示。

圖5 脈沖能量累積效應
設n為面齒輪材料的累積系數,表示能量累積效應的程度,n>1時才會有能量累積效應。飛秒激光脈沖的間隔時間越久,能量累積效應越弱[16]。為了達到n的相對穩定必須在加工時保持脈沖頻率不變。材料內部距離材料表面S處、第M個激光脈沖后的能量密度可表示為:
QT=bβF(R)exp(-bS)M1-n
(8)
4.2 多脈沖激光材料成分間互溫感應效應
材料成分間互溫感應對晶格的作用時間會比較長[17],因此在進行飛秒精微加工面齒輪時需要考慮材料成分間互溫感應的影響。
齒輪材料中主要各化學成分Fe、Ni與Cr間經互溫感應后,達到平衡態的能量吸收密度Eg可表示為:
(9)
式中,V0為材料單位質量的材料吸收的能量;Mi為第i種成分質量;Xi為第i種成分比例;βi為第i種成分的吸收率;A為碳(C)基成分;B為鉻(Cr)基成分;C為鎳(Ni)基成分。
將多脈沖激光累積效應(8)和能量吸收模型(9)與雙溫模型方程相結合[18],描述飛秒激光與材料成分相互作用的能量復耦合模型表示為:
(10)
(11)
式中,Te、Ce依次為電子溫度與電子單位體積的比熱容;Ti、Ci依次為晶格溫度與晶格單位體積的比熱容;Ke為電子熱導率;g為電子與晶格的耦合系數,表示電子與晶格內部能量相互轉換的特征參數;S(x,t)為激光脈沖相對應的熱源項;x為垂直于材料表面方向距離。
公式(10)表示的是電子與電子之間的能量傳遞的熱傳導項,公式(11)表示的是電子與晶格之間的能量傳遞。
在進行多脈沖激光加工時必涉及到重疊率的問題,重疊率的公式為:
(12)
式中,φ為脈沖光斑重疊率;d為光斑直徑;f為掃描頻率;ν為激光掃描速度。(12)式用以估算脈沖光斑重疊率[19]。光斑直徑是一個常數,通過控制變量法隨著速度的增加脈沖光斑重疊率會降低,脈沖光斑重疊率會隨著掃描頻率增加而增大。圖6為面齒輪材料加工不同位置處的光斑重疊率圖。

圖6 光斑重疊率圖
重疊率的表達式為:
(13)
(14)
(15)
(13)、(14)、(15)式中:z為離焦量;φ為重疊率;ω0為聚焦光斑半徑;λ為入射等光波長;ωz為離焦處的光斑半徑。
4.3 仿真分析
用COMSOL求解方程,飛秒激光脈沖寬度為828 fs,時間差分步長為1 fs,間距選擇0.5 mm,初始溫度為300 K,燒蝕前后面齒輪材料底層的電子溫度與晶格溫度均為300 K。結合表3的仿真參數[20-23],對方程(8)、(9)、(10)、(11)進行求解。

表3 仿真參數
模型網格的劃分為模型工件的厚度和寬度分別為80 μm和20 μm,橫向、縱向分別記為A和B。入射激光光斑中心處時A=B=0。選用自由三角形網格,最大單元大小為0.5 μm,最小大小為10-4μm,最大單元增長率為1.3,曲率因子0.3,狹窄區域分辨率為1。
利用COMSOL軟件對能量耦合模型進行求解仿真,在圖7中,表示激光能量密度為0.320 J/cm2、1.730 J/cm2、3.845 J/cm2和5.255 J/cm2,脈寬為828 fs,激光光斑半徑為20 μm時齒輪表面的電子和晶格在持續30 ps時間內的溫度演變過程,由于電子能量吸收時間標度為飛秒量級,因此當激光能量沉積時,電子被加熱,電子溫度(實線)急劇升高達到峰值遠大于晶格溫度,電子和晶格溫度在10 ps時間后達到平衡使用0.320至5.255 J/cm2范圍內的激光能量密度進行仿真研究。隨著激光能量密度的增加,電子溫度上升得最大值也隨之增加,同時達到平衡后的電子溫度升高,以及達到平衡態需要的弛豫時間也變得更長。

圖7 面齒輪材料18Cr2Ni4WA的電子和晶格溫度變化過程
圖8表示為單脈沖0.320 J/cm2至5.255 J/cm2范圍內不同能量密度仿真面齒輪材料18Cr2Ni4Wa的燒蝕凹坑圖。由圖可知單脈沖隨著能量密度的不斷增加,燒蝕凹坑的深度與寬度都有明顯的增加。燒蝕深度在2.5~10 μm范圍之間,燒蝕寬度在35~60 μm范圍之內。再次證明飛秒激光的燒蝕效果只發生在材料的表面,不會對材料內部產生明顯的影響,因此能夠完成面齒輪材料的精微加工。

圖8 單脈沖不同能量密度下的凹坑仿真圖
如圖9所示脈沖數N=30在能量密度為0.320 J/cm2和5.255 J/cm2下面齒輪材料18Cr2Ni4Wa的燒蝕凹坑仿真圖。圖中可以發現能量密度的增大會使凹坑形貌的深度和寬度都有相應增加。
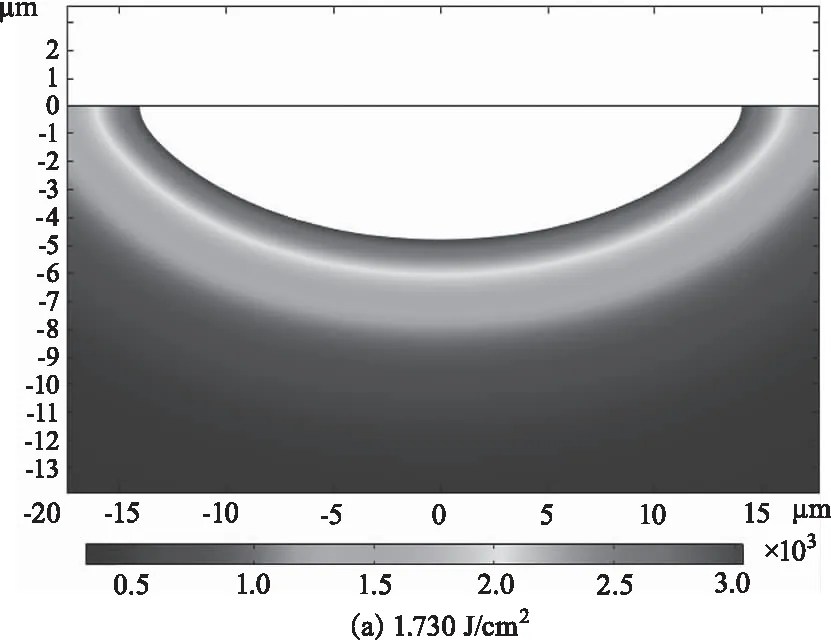
圖9 脈沖數N=30下不同能量密度下的凹坑仿真圖
5 實驗結果分析
分別在能量密度為0.320 J/cm2、1.730 J/cm2、3.845 J/cm2和5.255 J/cm2的情況下,用脈沖數N=30、500、1000、3000、5000的多脈沖飛秒激光燒蝕齒輪材料。當能量密度達到燒蝕閾值時,材料溫度到達氣化溫度材料直接氣化;能量密度低于燒蝕閾值時,材料溫度低于氣化溫度但達到融化溫度材料會熔化為液態,若能量密度持續降低則材料仍為固態。
圖10為不同能量密度單脈沖飛秒激光燒蝕形成的圖貌,由圖可發現殘留物主要留在燒蝕凹坑底部。能量密度增大時殘留的材料會形成條紋結構,繼續增大能量密度會使得亞穩態材料增加氣態和液態材料會混合,殘留的液態殘渣在凹坑底部形成孔洞結構。

圖10 不同能量密度單脈沖飛秒激光燒蝕形成的圖貌
在多脈沖飛秒激光加工中液態材料容易凝固形成凸起結構是由于氣化材料未能將液態材料推離凹坑;能量累積效應會使得凹坑表面材料發生二次燒蝕從而在凹坑表面形成較小的凸起結構;凸起結構會影響并阻礙后續材料的燒蝕情況,如圖11所示。

圖11 不同能量密度多脈沖飛秒激光燒蝕形成的圖貌
從文獻[24]中可知在能量密度增大時會影響燒蝕效果,故此選用能量密度為1.730 J/cm2功率為1.9 W進行實驗驗證,脈沖數選用N=30,500,1000,3000,5000觀察燒蝕凹坑的情況,如圖12所示。燒蝕深度依次為6.680 μm、10.000 μm、9.885 μm、11.547 μm、9.841 μm。從圖中可以看出N=3000時具有最好的燒蝕效果且脈沖數的不斷增加對燒蝕凹坑的深度不會產生很大的影響。

圖12 不同脈沖數的三維超景深顯微圖像
多脈沖飛秒激光在不同能量密度下的加工面齒輪燒蝕面的形貌圖,使用脈沖數為N=3000時觀察能量密度分別從0.320 J/cm2、1.730 J/cm2、3.845 J/cm2、4.550 J/cm2、5.255 J/cm2燒蝕面的深度變化情況,如圖13所示。從圖中可以得出隨著能量密度的不斷增加,燒蝕面的深度也在相應的變深。考慮實際加工時的需要選擇能量密度為1.730 J/cm2,實際燒蝕面深度為17.604 μm作為最優參數。

圖13 不同能量密度的三維超景深顯微圖像
綜合以上考慮選擇能量密度為1.730 J/cm2脈沖數為3000時可以獲得很好的燒蝕凹坑也證明了在脈沖數N>30時不會對燒蝕凹坑帶來很大的影響。
6 結 論
開展了單脈沖、多脈沖飛秒激光燒蝕面齒輪材料18Cr2Ni4Wa的燒蝕凹坑及燒蝕面的研究,建立了多脈沖飛秒激光燒蝕面齒輪材料18Cr2Ni4Wa的能量吸收模型,考慮了多脈沖激光累積效應及材料成分間互溫感應效應對燒蝕過程的影響。實驗研究發現,面齒輪材料的燒蝕閾值為0.1383 J/cm2,隨著速度的增加脈沖光斑重疊率會降低,脈沖光斑重疊率會隨著掃描頻率增加而增大;在激光能量密度為1.730 J/cm2脈沖數為3000時燒蝕凹坑的效果最好,且多脈沖燒蝕效果受脈沖數影響較小,在考慮實際燒蝕凹坑形貌的情況下,進行低能量密度燒蝕效果會很好,選用激光能量密度為1.730 J/cm2激光功率為1.9 W進行燒蝕效果最好。